Слайд 2Автомат этикетировочный, предназначен для наклеивания самоклеющихся этикеток на ампулу с нанесением на
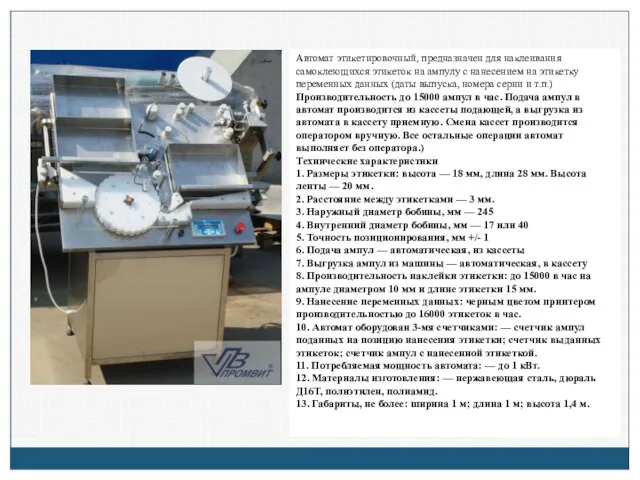
этикетку переменных данных (даты выпуска, номера серии и т.п.)
Производительность до 15000 ампул в час. Подача ампул в автомат производится из кассеты подающей, а выгрузка из автомата в кассету приемную. Смена кассет производится оператором вручную. Все остальные операции автомат выполняет без оператора.)
Технические характеристики
1. Размеры этикетки: высота — 18 мм, длина 28 мм. Высота ленты — 20 мм.
2. Расстояние между этикетками — 3 мм.
3. Наружный диаметр бобины, мм — 245
4. Внутренний диаметр бобины, мм — 17 или 40
5. Точность позиционирования, мм +/- 1
6. Подача ампул — автоматическая, из кассеты
7. Выгрузка ампул из машины — автоматическая, в кассету
8. Производительность наклейки этикетки: до 15000 в час на ампуле диаметром 10 мм и длине этикетки 15 мм.
9. Нанесение переменных данных: черным цветом принтером производительностью до 16000 этикеток в час.
10. Автомат оборудован 3-мя счетчиками: — счетчик ампул поданных на позицию нанесения этикетки; счетчик выданных этикеток; счетчик ампул с нанесенной этикеткой.
11. Потребляемая мощность автомата: — до 1 кВт.
12. Материалы изготовления: — нержавеющая сталь, дюраль Д16Т, полиэтилен, полиамид.
13. Габариты, не более: ширина 1 м; длина 1 м; высота 1,4 м.
Слайд 3Принцип работы:
Ампулы загружаются в специальный лоток, затем выгружаются из лотка в подающий
стол в вертикальном положении.
Со стола ампулы поступают в шнек который укладывает ампулы на роликовый конвейер этикетировочной машины, в горизонтальном положении.
Этикетировочная головка подаёт этикетки сверху с большой скоростью, а линейная обкатка вращает бутылочки и прижимает этикетки.
Контроль нанесения этикеток. Ампулы без этикеток отбраковываются в специальный лоток.
После нанесения этикеток ампулы собираются в накопительный лоток.
Слайд 4Повышение производительности труда возможно только в результате комплексной механизации и автоматизации всех
технологических процессов изготовления сварных конструкций, включая заготовительные, сборочные, отделочные, транспортные и вспомогательные работы. Наивысшие технико-экономические показатели при создании комплексно-механизированных и автоматизированных сварочных производств возможны при выполнении следующих основных условий:
· концентрация производства однотипных сварных конструкций и углубление специализации предприятий, цехов, участков;
· повышение технологичности сварных конструкций (снижение металлоемкости, уменьшение сечений, объема и протяженности сварных швов и др.);
· повышение точности обработки металла, заготовок и деталей для сварных конструкций.
Слайд 5Система комплексной автоматизации (СКА) сварочного производства решает задачи автоматизации процессов сварки, подготовительных,
сборочных, термических, контрольных, транспортных и других операций, автоматизации технологической подготовки производства и управления производством.
Комплексная механизация и автоматизация достигается с применением механизированных, комплексно-механизированных, автоматизированных автоматических и комплексно-автоматических линий.
Непрерывная связь отдельных операций, последовательное расположение рабочих мест в технологическом процессе, применение механизированного транспорта для передачи изделий в ходе их изготовления приводят к созданию поточного производства, при котором обеспечивается строго согласованное выполнение всех операций технологического процесса по времени, с заранее рассчитанным темпом.
Непременным условием работы поточных линий является синхронизация технологических операций. Обязательными операциями, выполняемыми на этих линиях, являются основные технологические операции сварочного производства: сборочные, сварочные, вспомогательные, кантовочные, контрольные, загрузочные, разгрузочные и др.
Слайд 6Несмотря на то, что в данный момент выгоды от применения автоматизации в
промышленности неоспоримы, остаются также проблемы при разработке ряда технологических решений, которые невозможно осуществить традиционными компонентами.
Проблема внедрения сетевого оборудования в систему автоматизации производства
Основной проблемой при работе по автоматизации производств является проблема внедрения тех или иных проектов, дальнейшая отладка процессов, контроль выполнения поставленных задач. Эффективное использование системы требует соответствующей организации, наличия связей между множеством элементов.
Промышленное сетевое оборудованиеявляется связующим звеном между датчиками, контроллерами управления и исполнительными механизмами. Для обеспечения работоспособности системы, нормального взаимодействия необходимо единство стандартов взаимодействия. Недостатками такого вида устройства является аварийная работоспособность сети в результате обрыва связующих магистралей. Для предотвращения таких ситуаций применяют дублирующие каналы связи, топологию типа «кольцо».
Слайд 7Узкая специализация элементов автоматизированной системы требует узкоспециализированных решений, удовлетворяющих потребности рабочих устройств.
Малейшее изменение качества сырья, которое не было обработано и подвергнуто проверке, способно поставить под вопрос качество готовой продукции. Например, такие устройства как гигростаты () применяются в качестве регуляторов относительной влажности сырья в пищевой промышленности, машиностроении, химической и нефтеперерабатывающей промышленности, где изменение показателя влажности способно также привести к выходу из строя некоторых систем.
Проблема автоматизации промышленных процессов
Сборочные работы в отдельных отраслях могут достигать показателя в 20–50% от общего количества потраченной энергии, что приводит к потребности не только автоматизировать отдельные участки труда, но и обеспечить связью разные технологические процессы и функциональные блоки. Производственные линии могут достигать нескольких километров в длину, что существенно затрудняет поддержание постоянно темпа сборки или обработки.
Слайд 8Промышленное сетевое оборудование () делает возможной механизацию серийного производства на уровне 55%. Благодаря
этому показателю достигается массовость. Однако не всегда существует возможность полной автоматизации, порой уровень максимально допустимой автоматизации может достигать всего лишь 5%, и связано это может быть с технологией производства, высокими потенциальными затратами на процессы.
Постоянно растущий спрос на технические решения по автоматизации промышленности приводит к разработке новых технологий, увеличению сложности моделей и систем в сфере промышленного производства. Наряду с этим, дефицит квалифицированных кадров может привести к срыву работ, увеличению стоимости запланированных работ, увеличению сроков по реализации поставленных целей.
Всё чаще контроллеры, адаптеры, гигростаты, сенсоры требуют высокой квалификации обслуживающего персонала. Единственным радикальным решением данной проблемы может стать расширение функциональности и автономности систем промышленной автоматизации. Переход к комплексным решениям смог бы обеспечить узкую специализацию устройств с одной стороны и их поточный контроль с другой.
Слайд 9Несмотря на успехи в области автоматизации производства, ряд основных и вспомогательных технологических
операций до недавнего времени не удавалось механизировать или автоматизировать традиционными средствами. Это обусловливает большие затраты ручного труда. Несмотря на постоянное расширение сферы применения механизированного труда в отраслях материального производства, ручным трудом в них, за исключением работ по ремонту, занято более 40 млн. чел. Это свидетельствует о нерациональном экстенсивном использовании значительной части трудового потенциала в этих отраслях. Даже при высокой степени механизации и автоматизации производственных процессов высвобождение машинами человека остается наиболее сложной проблемой, в первую очередь на процессах сборки, отделки, доводки, обслуживания производства и др.
Слайд 10Сборочные работы составляют в различных отраслях машиностроения от 20 до 50 %
затрат труда на изготовление машин, приборов, оборудования, а уровень их механизации достигает 8-22 % в отраслях серийного производства, примерно 50-55% - в отраслях массового производства. При этом и в механизированных операциях определяющая роль принадлежит труду рабочего. Эффективным решением проблемы высвобождения рабочих являются разработка и внедрение в производство промышленных роботов, микропроцессорной техники на базе новейших достижений электроники, интенсивное создание которых начато в 80х годах. На последних заседаниях Комитета по переоснащению производственных мощностей проблема создания, освоения и применения в производстве микропроцессоров и микроЭВМ, роботизация производства рассматривалась на первом месте в числе важнейших направлений реализации достижений научнотехнического прогресса.

 Телевизионные жанры
Телевизионные жанры Server Windows 2003
Server Windows 2003 Политическая мысль Франции
Политическая мысль Франции Presentation Title
Presentation Title  3ed50f4251a244c584dab3f019b59837 (1)
3ed50f4251a244c584dab3f019b59837 (1) Отчет Богу
Отчет Богу Внедрение бухгалтерской системы
Внедрение бухгалтерской системы Цели и задачи электроэнергетической отрасли
Цели и задачи электроэнергетической отрасли Скелет. Строение, состав и соединение костей
Скелет. Строение, состав и соединение костей Кристина. Фотоальбом
Кристина. Фотоальбом 60 лет
60 лет Методы пространственного построения картины
Методы пространственного построения картины Любовь в творчестве И. А. Бунина проект выполнили: Бабик О. В. Сивкова О. В.
Любовь в творчестве И. А. Бунина проект выполнили: Бабик О. В. Сивкова О. В. Презентация на тему Склонение причастий (7 класс)
Презентация на тему Склонение причастий (7 класс) Культура уважения
Культура уважения Технологии проведения избирательной кампании
Технологии проведения избирательной кампании Основные вопросы, требующие совместного решения 1 1 1. Тарифное регулирование и ценообразование в сфере коммунальных услуг. 2. Взаим
Основные вопросы, требующие совместного решения 1 1 1. Тарифное регулирование и ценообразование в сфере коммунальных услуг. 2. Взаим Презентация на тему Менеджмент и менеджеры
Презентация на тему Менеджмент и менеджеры Основные виды ходов в лыжном спорте
Основные виды ходов в лыжном спорте Конструирование легкого платья. 7 класс
Конструирование легкого платья. 7 класс БИОГРАФИЯ МИХАИЛА тариеловича ЛОРИС-МЕЛИКОВА
БИОГРАФИЯ МИХАИЛА тариеловича ЛОРИС-МЕЛИКОВА UK
UK LONDON
LONDON С.А. Клычков 1889 - 1937 «Весна в лесу»
С.А. Клычков 1889 - 1937 «Весна в лесу» Каталог наручных часов от AndyWatch
Каталог наручных часов от AndyWatch Волшебные краски
Волшебные краски Презентация на тему Политическое развитие страны
Презентация на тему Политическое развитие страны Презентация на тему Политика в 1894-1904 гг.
Презентация на тему Политика в 1894-1904 гг.