- Фанерование изделий

Содержание
- 2. Фанерование — оклеивание изделия или детали узлов изделия из древесины, не имеющих высоких декоративных качеств, строганным
- 3. Благодаря фанерованию, изделие приобретает более красивый внешний вид, увеличивается его прочность. Фанерование изделия из древесины малоценных
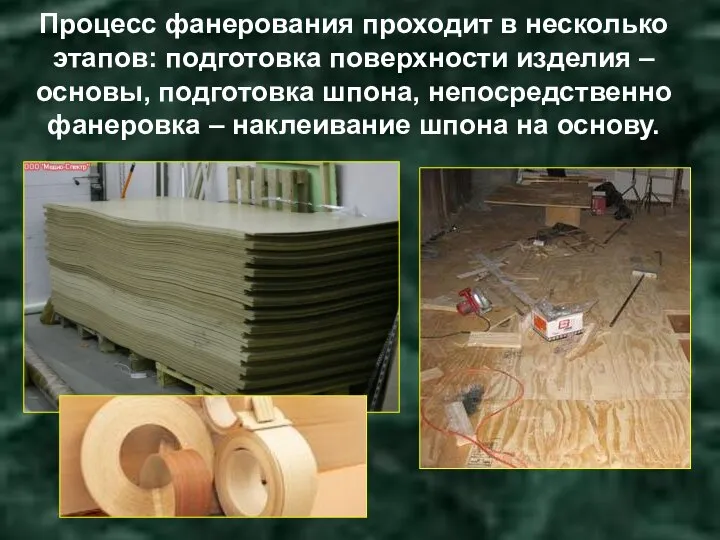
- 4. Процесс фанерования проходит в несколько этапов: подготовка поверхности изделия – основы, подготовка шпона, непосредственно фанеровка –
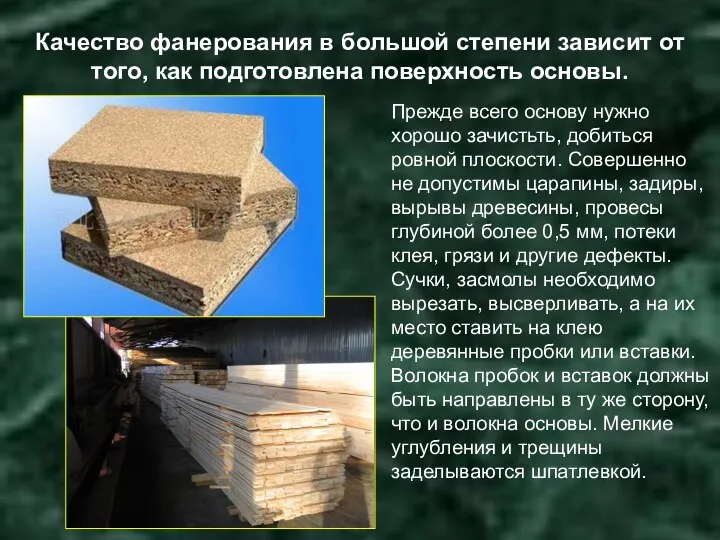
- 5. Прежде всего основу нужно хорошо зачистьть, добиться ровной плоскости. Совершенно не допустимы царапины, задиры, вырывы древесины,
- 6. Финальный этап в процессе фанерования выполняется двумя способами – впритирку и прессованием.
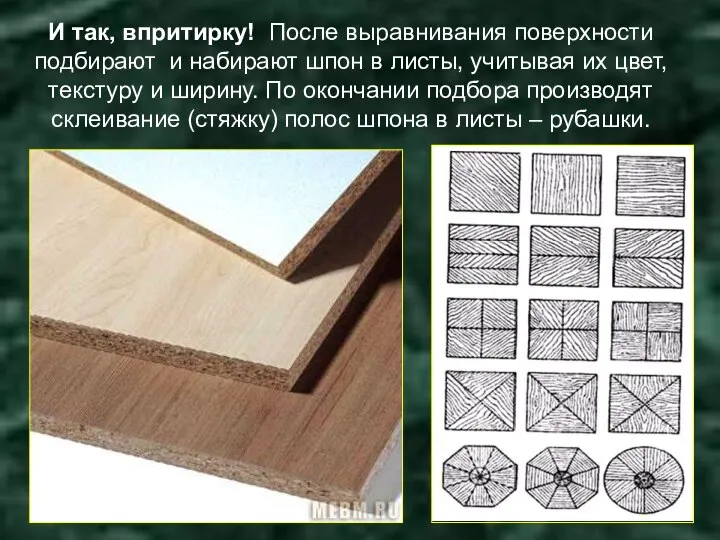
- 7. И так, впритирку! После выравнивания поверхности подбирают и набирают шпон в листы, учитывая их цвет, текстуру
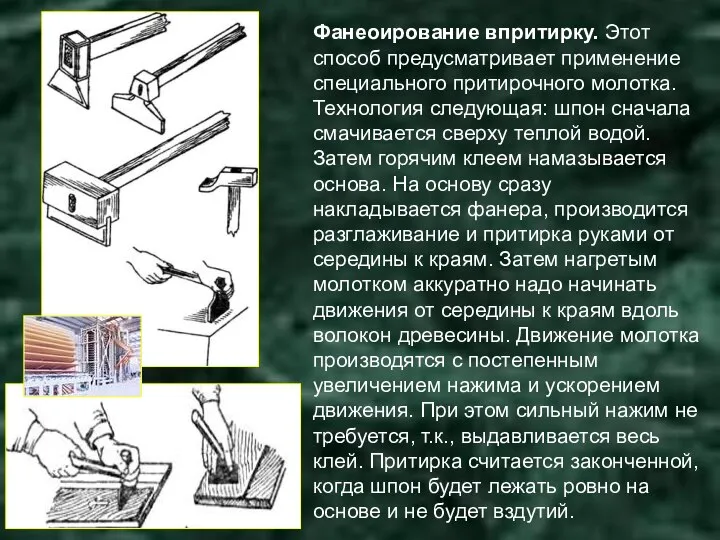
- 8. Фанеоирование впритирку. Этот способ предусматривает применение специального притирочного молотка. Технология следующая: шпон сначала смачивается сверху теплой
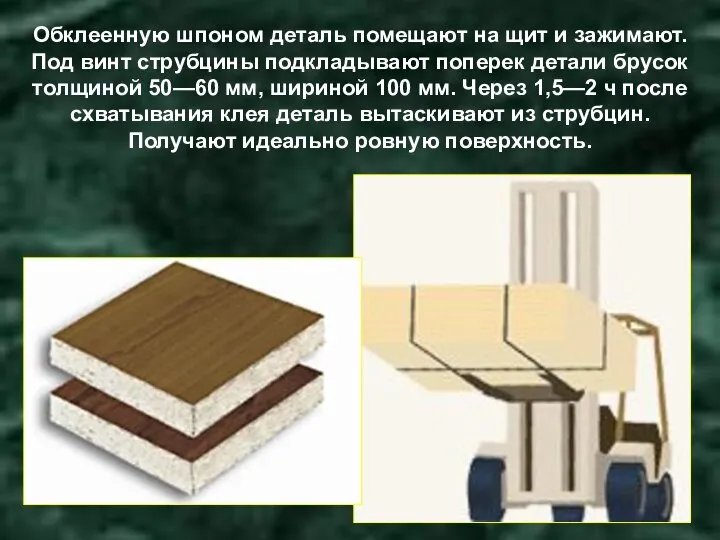
- 9. Обклеенную шпоном деталь помещают на щит и зажимают. Под винт струбцины подкладывают поперек детали брусок толщиной
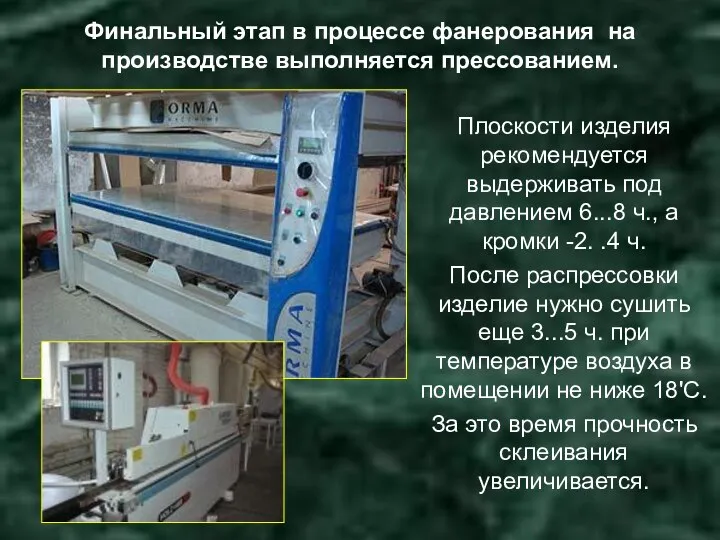
- 10. Плоскости изделия рекомендуется выдерживать под давлением 6...8 ч., а кромки -2. .4 ч. После распрессовки изделие
- 12. Скачать презентацию
Слайд 2Фанерование — оклеивание изделия или детали узлов изделия из древесины, не имеющих высоких декоративных
Фанерование — оклеивание изделия или детали узлов изделия из древесины, не имеющих высоких декоративных

Слайд 3Благодаря фанерованию, изделие приобретает более красивый внешний вид, увеличивается его прочность. Фанерование
Благодаря фанерованию, изделие приобретает более красивый внешний вид, увеличивается его прочность. Фанерование
Слайд 4Процесс фанерования проходит в несколько этапов: подготовка поверхности изделия – основы, подготовка
Процесс фанерования проходит в несколько этапов: подготовка поверхности изделия – основы, подготовка
Слайд 5Прежде всего основу нужно хорошо зачистьть, добиться ровной плоскости. Совершенно не допустимы
Прежде всего основу нужно хорошо зачистьть, добиться ровной плоскости. Совершенно не допустимы
Слайд 6Финальный этап в процессе фанерования выполняется двумя способами – впритирку и прессованием.
Финальный этап в процессе фанерования выполняется двумя способами – впритирку и прессованием.
Слайд 7И так, впритирку! После выравнивания поверхности подбирают и набирают шпон в листы,
И так, впритирку! После выравнивания поверхности подбирают и набирают шпон в листы,
Слайд 8Фанеоирование впритирку. Этот способ предусматривает применение специального притирочного молотка. Технология следующая: шпон
Фанеоирование впритирку. Этот способ предусматривает применение специального притирочного молотка. Технология следующая: шпон
Слайд 9Обклеенную шпоном деталь помещают на щит и зажимают. Под винт струбцины подкладывают
Обклеенную шпоном деталь помещают на щит и зажимают. Под винт струбцины подкладывают
Слайд 10Плоскости изделия рекомендуется выдерживать под давлением 6...8 ч., а кромки -2. .4
Плоскости изделия рекомендуется выдерживать под давлением 6...8 ч., а кромки -2. .4
 Понятие и виды государственной службы Выполнили студентки 3 курса ЭФ группы Э112Б Олефир Карина
Понятие и виды государственной службы Выполнили студентки 3 курса ЭФ группы Э112Б Олефир Карина П
П KeMes__ESTUN -产品介绍
KeMes__ESTUN -产品介绍 Тема 5 (продолжение). Оценка конкурентоспособности объектов
Тема 5 (продолжение). Оценка конкурентоспособности объектов ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции
ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ПОДДЕРЖКИ РЕШЕНИЙ КОМПАС (наглядное представление, анализ и моделирование ГИ)
ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ПОДДЕРЖКИ РЕШЕНИЙ КОМПАС (наглядное представление, анализ и моделирование ГИ)  Финтегра. Готовая микрофинансовая организация
Финтегра. Готовая микрофинансовая организация In the TV world
In the TV world царство животных
царство животных Будьте осторожны на дорогах
Будьте осторожны на дорогах GE Consumer&Industrial CA Company overview
GE Consumer&Industrial CA Company overview Основные направления развития законодательства о кредитной кооперации17 ноября 2009 г.г. Москва
Основные направления развития законодательства о кредитной кооперации17 ноября 2009 г.г. Москва Табличные случаи деления
Табличные случаи деления ФасадДомСтрой
ФасадДомСтрой Дни международной торговли
Дни международной торговли Цель проекта: 1.Показать, что понимание человечеством функциональных связей и взаимосвязей между отдельными качествами жизни(добр
Цель проекта: 1.Показать, что понимание человечеством функциональных связей и взаимосвязей между отдельными качествами жизни(добр Урок- игра по творчеству М.Горького
Урок- игра по творчеству М.Горького И вот оно случилосьТЫ ВЫРОС ТЫ ВЗРОСЛЫЙ
И вот оно случилосьТЫ ВЫРОС ТЫ ВЗРОСЛЫЙ Распределительный закон умножения
Распределительный закон умножения Интернет шлюзы. Концентратор Работа концентраторов Работают на физическом уровне. Выполняют передачу пакетов на все порты. Произв
Интернет шлюзы. Концентратор Работа концентраторов Работают на физическом уровне. Выполняют передачу пакетов на все порты. Произв Презентация Закон о ПП
Презентация Закон о ПП Москва 2006
Москва 2006 Семинар для организаторов ППЭ государственной итоговой аттестации по образовательным программам основного общего образования
Семинар для организаторов ППЭ государственной итоговой аттестации по образовательным программам основного общего образования Игры с буквами
Игры с буквами Утомление при физической и умственной работе. Восстановление
Утомление при физической и умственной работе. Восстановление Гарин-Михайловский Николай Георгиевич /8(20).2.1852-27.11(10.12).1906/ Родился в семье военного. Окончил институт путей сообщения в Петербурге в
Гарин-Михайловский Николай Георгиевич /8(20).2.1852-27.11(10.12).1906/ Родился в семье военного. Окончил институт путей сообщения в Петербурге в 20161006_tema_uroka_5_klass_svyaz_muzyki_i_literatury
20161006_tema_uroka_5_klass_svyaz_muzyki_i_literatury Транскрипция как средство анализа пауз в русском жестовом дискурсе
Транскрипция как средство анализа пауз в русском жестовом дискурсе