- Герметизация компонентов радиоэлектронной аппаратуры (РЭА). Способы контроля герметичности

Содержание
- 2. Герметизация компонентов РЭА. Способы контроля герметичности. Радиоэлектронная аппаратура эксплуатируется в различных климатических условиях и на надежность
- 3. Вне зависимости от метода герметизации для обеспечения качества и эффективности процессов необходимо выполнить следующие условия: Тщательно
- 4. Структура процесса герметизации
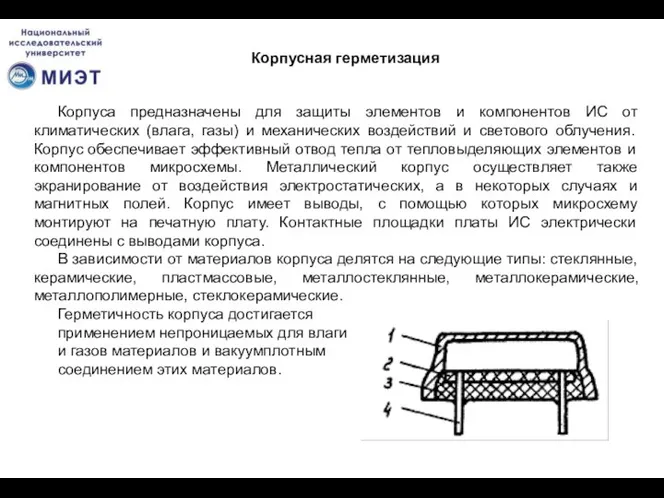
- 5. Корпуса предназначены для защиты элементов и компонентов ИС от климатических (влага, газы) и механических воздействий и
- 6. В зависимости от конструкции корпуса, применяемых материалов и особенностей микросхемы используют следующие методы герметизации: 1. Cварка:
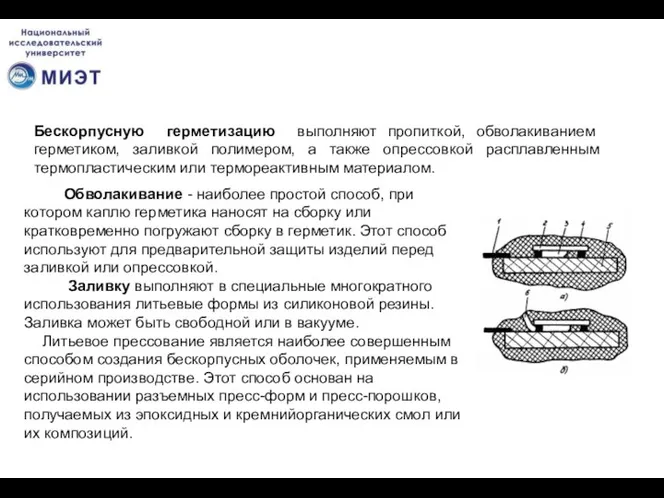
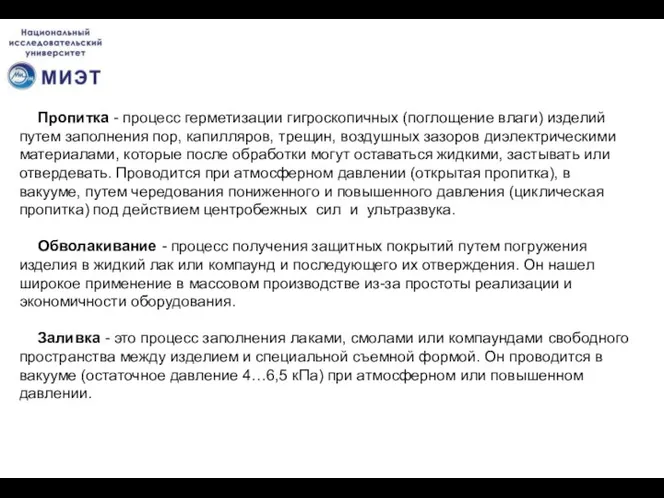
- 7. Бескорпусную герметизацию выполняют пропиткой, обволакиванием герметиком, заливкой полимером, а также опрессовкой расплавленным термопластическим или термореактивным материалом.
- 8. Пропитка - процесс герметизации гигроскопичных (поглощение влаги) изделий путем заполнения пор, капилляров, трещин, воздушных зазоров диэлектрическими
- 9. Наиболее дешевыми являются полимерные корпуса, получаемые путем опрессовки микросхемы компаундом. Полимерные корпуса используют в основном для
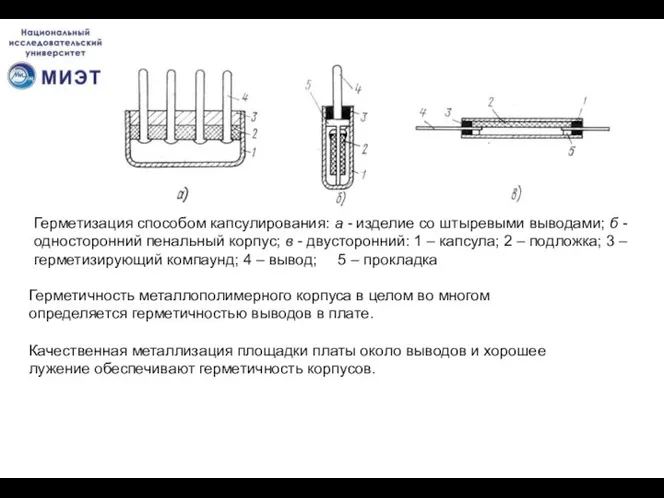
- 10. Герметизация способом капсулирования: а - изделие со штыревыми выводами; б - односторонний пенальный корпус; в -
- 11. КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ Методы выходного контроля разделяются на две группы: неразрушающие и разрушающие. К группе неразрушающих
- 12. КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ Наиболее точным является радиоактивный метод (чувствительность 10-8…5*10-9 мкм рт.ст. -л/с). Образцы, подлежащие испытанию,
- 13. КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ При проверке герметичности вакуум-жидкостным методом микросхемы помещают в емкость с керосином или уайт-спиритом,
- 14. БСС, ФСС Разработаны и выпускаются стекла двух типов: некристаллизующиеся (vitreous glasses) и кристаллизующиеся (crystallising glasses). Некристаллизующееся
- 15. БСС, ФСС Чем мельче порошок, тем сложнее его изготавливать и тем дороже он стоит. Для кристаллизующихся
- 16. 1. Основное назначение стекла в электронике — получение герметичных спаев с металлами и керамикой. Такие спаи
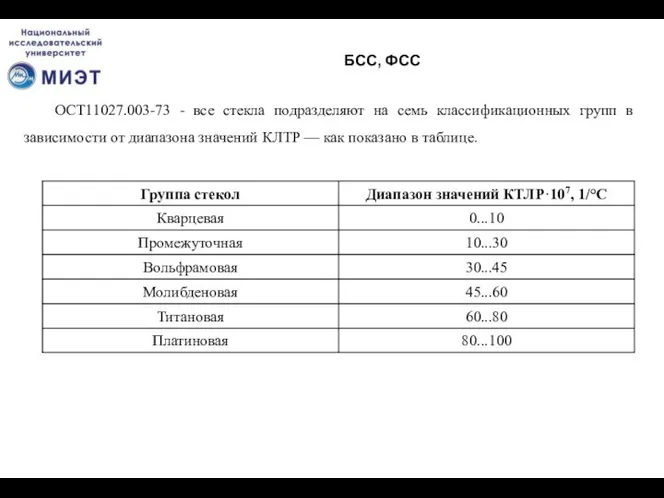
- 17. БСС, ФСС ОСТ11027.003-73 - все стекла подразделяют на семь классификационных групп в зависимости от диапазона значений
- 18. БСС Боросиликатные стекла. Стеклообразующими окислами этих стекол являются B2O3 (более 8 %) и SiO2. В свою
- 19. БСС Стеклоприпои применяют для соединения стекла с металлами, керамикой и другими стеклами без расплавления соединяемых материалов.
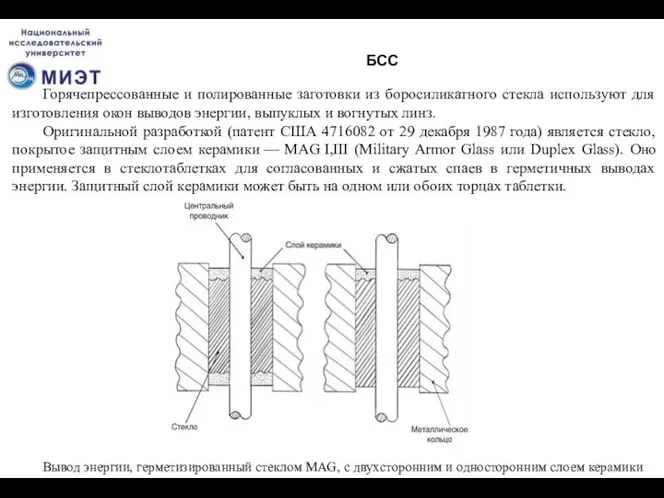
- 20. БСС Горячепрессованные и полированные заготовки из боросиликатного стекла используют для изготовления окон выводов энергии, выпуклых и
- 22. Скачать презентацию
Слайд 2Герметизация компонентов РЭА. Способы контроля герметичности.
Радиоэлектронная аппаратура эксплуатируется в различных климатических
Герметизация компонентов РЭА. Способы контроля герметичности.
Радиоэлектронная аппаратура эксплуатируется в различных климатических
Слайд 3Вне зависимости от метода герметизации для обеспечения качества и эффективности процессов необходимо
Вне зависимости от метода герметизации для обеспечения качества и эффективности процессов необходимо
Слайд 4Структура процесса герметизации
Структура процесса герметизации

Слайд 5Корпуса предназначены для защиты элементов и компонентов ИС от климатических (влага, газы)
Корпуса предназначены для защиты элементов и компонентов ИС от климатических (влага, газы)
Слайд 6В зависимости от конструкции корпуса, применяемых материалов и особенностей микросхемы используют следующие
В зависимости от конструкции корпуса, применяемых материалов и особенностей микросхемы используют следующие

Слайд 7Бескорпусную герметизацию выполняют пропиткой, обволакиванием герметиком, заливкой полимером, а также опрессовкой расплавленным
Бескорпусную герметизацию выполняют пропиткой, обволакиванием герметиком, заливкой полимером, а также опрессовкой расплавленным
Слайд 8
Пропитка - процесс герметизации гигроскопичных (поглощение влаги) изделий путем заполнения пор,
Пропитка - процесс герметизации гигроскопичных (поглощение влаги) изделий путем заполнения пор,
Слайд 9 Наиболее дешевыми являются полимерные корпуса, получаемые путем опрессовки микросхемы компаундом. Полимерные
Наиболее дешевыми являются полимерные корпуса, получаемые путем опрессовки микросхемы компаундом. Полимерные
Слайд 10Герметизация способом капсулирования: а - изделие со штыревыми выводами; б - односторонний
Герметизация способом капсулирования: а - изделие со штыревыми выводами; б - односторонний
Слайд 11КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
Методы выходного контроля разделяются на две группы: неразрушающие и
КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
Методы выходного контроля разделяются на две группы: неразрушающие и
Слайд 12КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
Наиболее точным является радиоактивный метод (чувствительность 10-8…5*10-9 мкм рт.ст.
КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
Наиболее точным является радиоактивный метод (чувствительность 10-8…5*10-9 мкм рт.ст.
Слайд 13КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
При проверке герметичности вакуум-жидкостным методом микросхемы помещают в емкость
КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
При проверке герметичности вакуум-жидкостным методом микросхемы помещают в емкость
Слайд 14БСС, ФСС
Разработаны и выпускаются стекла двух типов: некристаллизующиеся (vitreous glasses) и кристаллизующиеся
БСС, ФСС
Разработаны и выпускаются стекла двух типов: некристаллизующиеся (vitreous glasses) и кристаллизующиеся
Слайд 15БСС, ФСС
Чем мельче порошок, тем сложнее его изготавливать и тем дороже он
БСС, ФСС
Чем мельче порошок, тем сложнее его изготавливать и тем дороже он
Слайд 161. Основное назначение стекла в электронике — получение герметичных спаев с металлами и керамикой.
1. Основное назначение стекла в электронике — получение герметичных спаев с металлами и керамикой.
Слайд 17БСС, ФСС
ОСТ11027.003-73 - все стекла подразделяют на семь классификационных групп в зависимости
БСС, ФСС
ОСТ11027.003-73 - все стекла подразделяют на семь классификационных групп в зависимости
Слайд 18БСС
Боросиликатные стекла. Стеклообразующими окислами этих стекол являются B2O3 (более 8 %) и SiO2.
БСС
Боросиликатные стекла. Стеклообразующими окислами этих стекол являются B2O3 (более 8 %) и SiO2.
Слайд 19БСС
Стеклоприпои применяют для соединения стекла с металлами, керамикой и другими стеклами без
БСС
Стеклоприпои применяют для соединения стекла с металлами, керамикой и другими стеклами без
Слайд 20БСС
Горячепрессованные и полированные заготовки из боросиликатного стекла используют для изготовления окон выводов
БСС
Горячепрессованные и полированные заготовки из боросиликатного стекла используют для изготовления окон выводов
 А.С. Пушкин в Михайловском
А.С. Пушкин в Михайловском  Линзы
Линзы Научное и информационно- методическое обеспечение Аналитико-проектировочные семинары «Содержание системы оценивания учебных ис
Научное и информационно- методическое обеспечение Аналитико-проектировочные семинары «Содержание системы оценивания учебных ис Земледелие и животноводство России
Земледелие и животноводство России Основы конституционного строя РФ
Основы конституционного строя РФ Презентация по английскому Great Britain: a Country of Traditions
Презентация по английскому Great Britain: a Country of Traditions История о том как Павлик встретил Дашеньку
История о том как Павлик встретил Дашеньку маркетинговые коммуникации
маркетинговые коммуникации  «Правовое воспитание детей дошкольного возраста»
«Правовое воспитание детей дошкольного возраста» Украшения-орнаменты своего народа
Украшения-орнаменты своего народа Водоемы тверской области
Водоемы тверской области Поэтапное становление воспитательной системы в современной сельской школе
Поэтапное становление воспитательной системы в современной сельской школе Художня культура Укра ни в д найдавн ших час в до XVIII стол ття
Художня культура Укра ни в д найдавн ших час в до XVIII стол ття Насилие среди сверстников
Насилие среди сверстников solarlab-typescript-2021
solarlab-typescript-2021 Лекция 5.5. «Нововведения в судебную практику в строительстве» Санкт-Петербург 2011 г.
Лекция 5.5. «Нововведения в судебную практику в строительстве» Санкт-Петербург 2011 г. Художественный текст как объект исследования эстетической функции языка и средство повышения речевой компетентности обучающихс
Художественный текст как объект исследования эстетической функции языка и средство повышения речевой компетентности обучающихс Экономика США
Экономика США Презентация на тему Киндер-неваляшки
Презентация на тему Киндер-неваляшки Художественная фотография
Художественная фотография Компания ГлавКерамика - предприятие оптовой и розничной торговли, комплектации объектов строительства
Компания ГлавКерамика - предприятие оптовой и розничной торговли, комплектации объектов строительства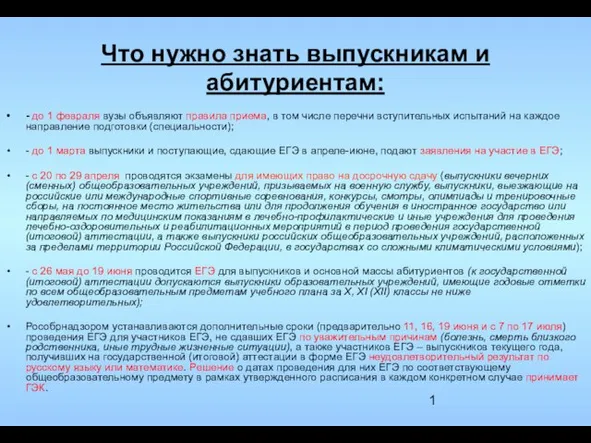 Что нужно знать абитуриенту
Что нужно знать абитуриенту Кафе-кондитерская будущего
Кафе-кондитерская будущего Презентация на тему Биосфера. Биомасса
Презентация на тему Биосфера. Биомасса What is your favourite colour
What is your favourite colour Современные носители информации
Современные носители информации Внешнее и внутреннее строение птиц
Внешнее и внутреннее строение птиц Горячие бутерброды
Горячие бутерброды