- Green Chemistry — новое мышление

Содержание
- 2. Человечество, через два столетия развития современной химии и через сто лет промышленного ее применения, пришло к
- 3. Так появилась «зеленая» химия (в английском варианте — «green chemistry»; удивительно, но фактом остается неадекватность прямого
- 4. «Зеленая» химия — это не раздел химии, а новый способ мышления в химии. В общем, это
- 5. Основные положения концепции устойчивого развития базируются на простой и очевидной идее, высказанной Брундтландом: удовлетворение потребностей нынешнего
- 6. Так, поиск новых источников энергии, энергоносителей и топлив уже давно находится в центре внимания химии (переработка
- 7. Итак, «зеленая» химия -- это новая философия (стратегия, концепция) химии. Какие же ее основные принципы? Они
- 8. Тот же диметилкарбонат начали применять и как метилирующий агент альтернативный метилхлориду и диметилсульфату. Точно также в
- 9. Даже замена хроматов и перманганатов в качестве окислителя на гипохлорит натрия в окислении спиртовой группы в
- 10. Принцип 2. Стратегия синтеза должна быть выбрана таким образом, чтобы ВСЕ материалы, использовавшиеся в процессе синтеза,
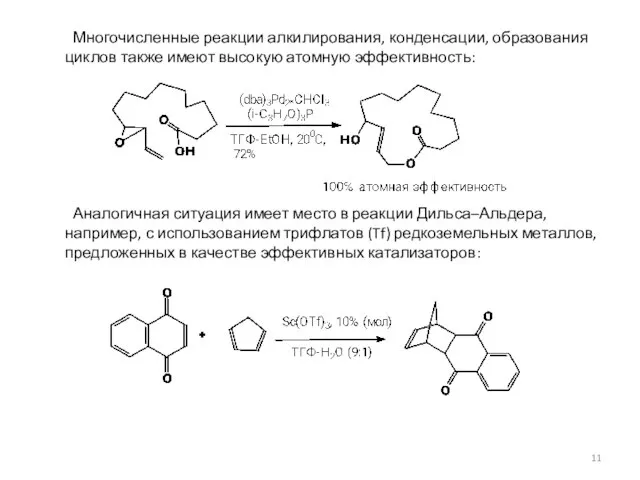
- 11. Многочисленные реакции алкилирования, конденсации, образования циклов также имеют высокую атомную эффективность: Аналогичная ситуация имеет место в
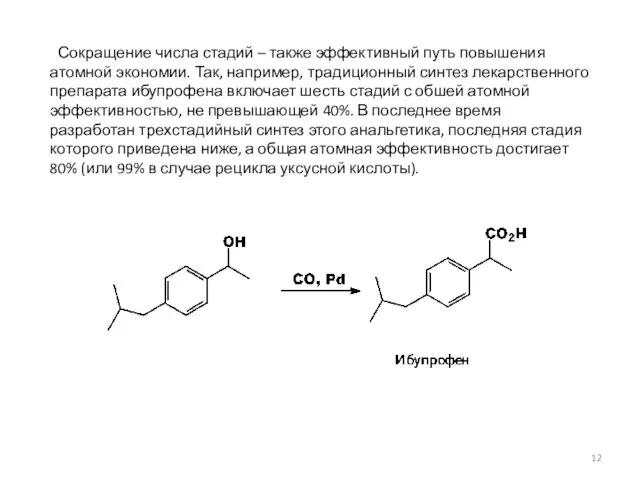
- 12. Сокращение числа стадий – также эффективный путь повышения атомной экономии. Так, например, традиционный синтез лекарственного препарата
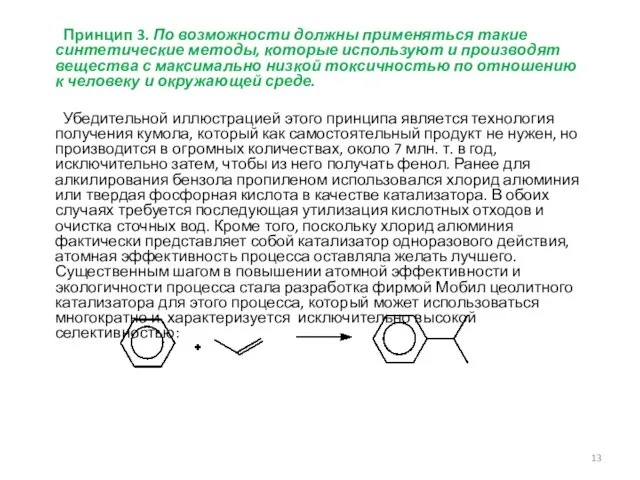
- 13. Принцип 3. По возможности должны применяться такие синтетические методы, которые используют и производят вещества с максимально
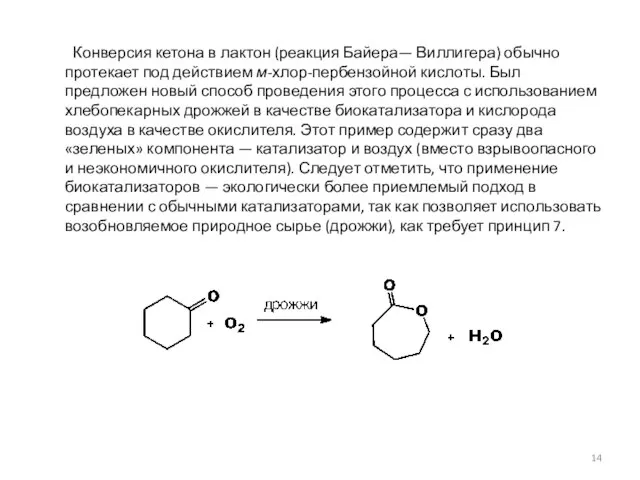
- 14. Конверсия кетона в лактон (реакция Байера— Виллигера) обычно протекает под действием м-хлор-пербензойной кислоты. Был предложен новый
- 15. Принцип 4. Производимые химические продукты должны выбираться таким образом, чтобы сохранить их функциональную эффективность при снижении
- 16. Принцип 5. Использование вспомогательных веществ (растворителей, экстрагентов и др.) по возможности должно быть сведено к минимуму
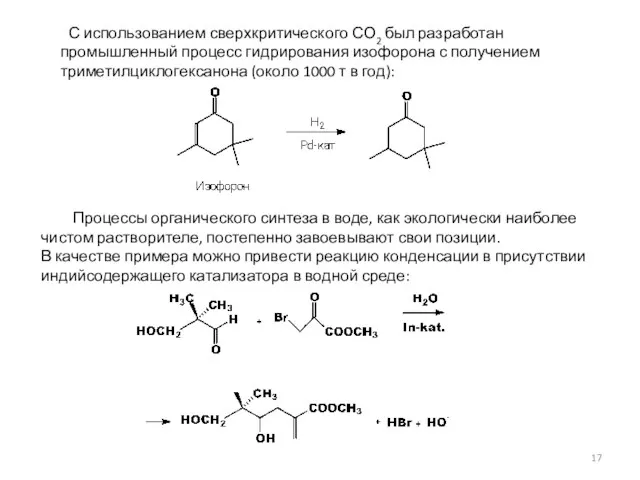
- 17. С использованием сверхкритического СО2 был разработан промышленный процесс гидрирования изофорона с получением триметилциклогексанона (около 1000 т
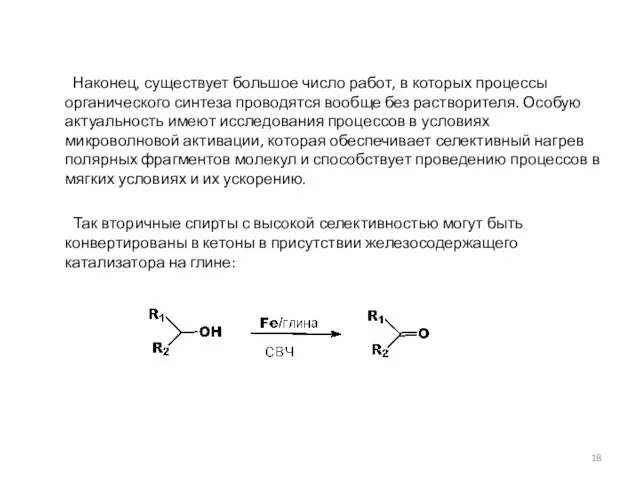
- 18. Наконец, существует большое число работ, в которых процессы органического синтеза проводятся вообще без растворителя. Особую актуальность
- 19. Принцип 6. Энергетические расходы должны быть пересмотрены с точки зрения их экономии и воздействия на окружающую
- 20. Принцип 7. Сырье для получения продукта должно быть возобновляемым, а не исчерпаемым, если это экономически целесообразно
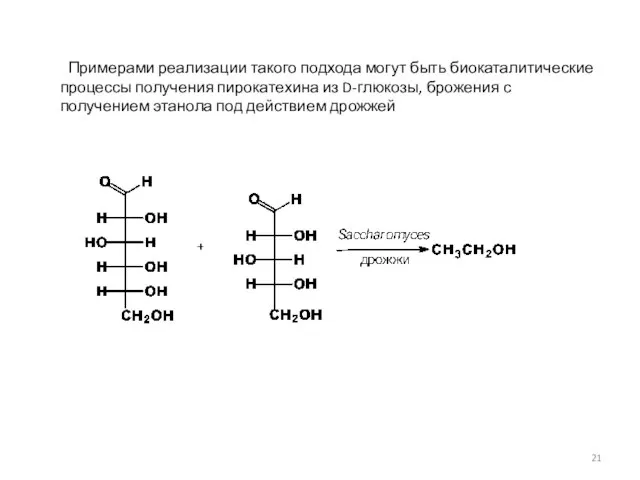
- 21. Примерами реализации такого подхода могут быть биокаталитические процессы получения пирокатехина из D-глюкозы, брожения с получением этанола
- 22. Принцип 8. Вспомогательные стадии получения производных (защита функциональных групп, введение блокирующих заместителей, временные модификации физических и
- 23. Принцип 9. Каталитические системы и процессы (как можно более селективные) во всех случаях лучше, чем стехиометрические.
- 24. Для справки: в 80-х годах сверхкритические жидкости начали применяться в промышленности (суммарная мощность установок – до
- 25. Таблица 1 Критические параметры различных веществ
- 26. Интересно, что суперкритическая вода неполярна и обладает сильными окислительными и кислотными свойствами! Перспективным может также оказаться
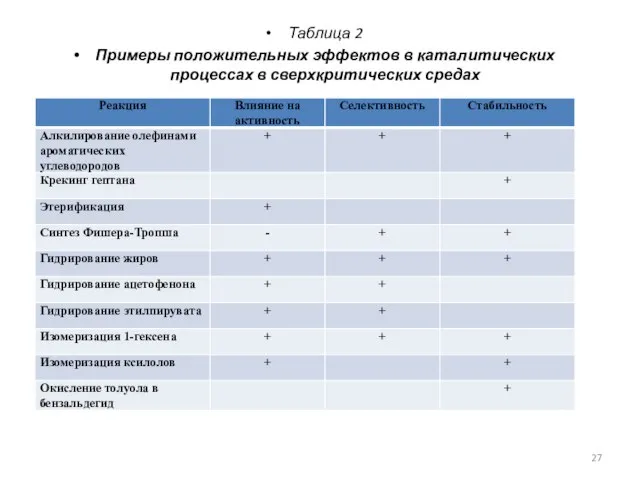
- 27. Таблица 2 Примеры положительных эффектов в каталитических процессах в сверхкритических средах
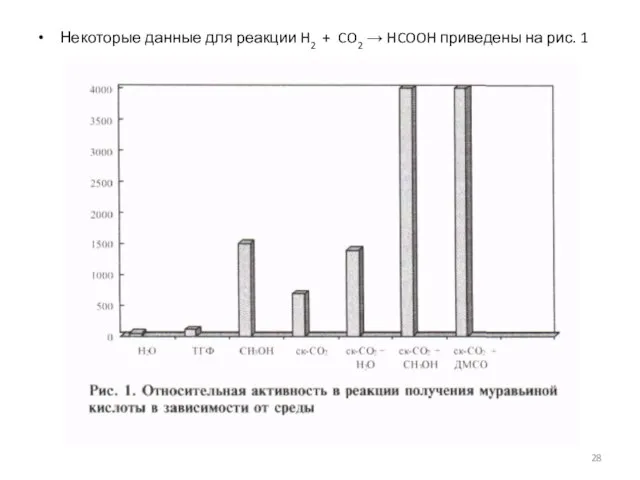
- 28. Некоторые данные для реакции H2 + CO2 → HCOOH приведены на рис. 1
- 29. Окисление в сверхкритических средах дает возможность устранить некоторые проблемы, которые осложняют проведение этих процессов в обычных
- 30. СВЧ-активации и низкотемпературной плазмы в катализе также имеет огромный потенциал. В катализе использование микроволн развивается по
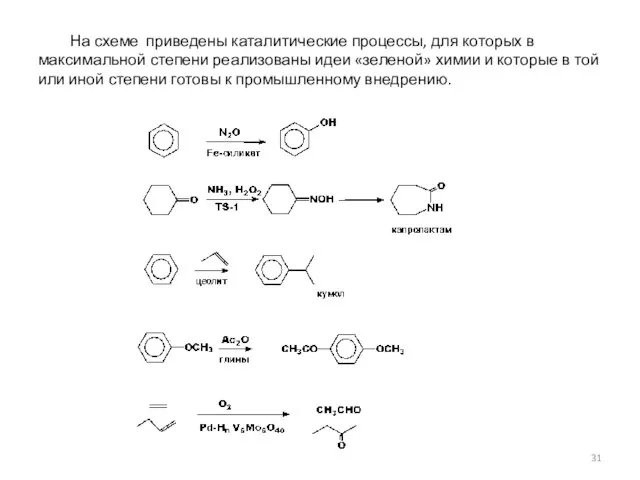
- 31. На схеме приведены каталитические процессы, для которых в максимальной степени реализованы идеи «зеленой» химии и которые
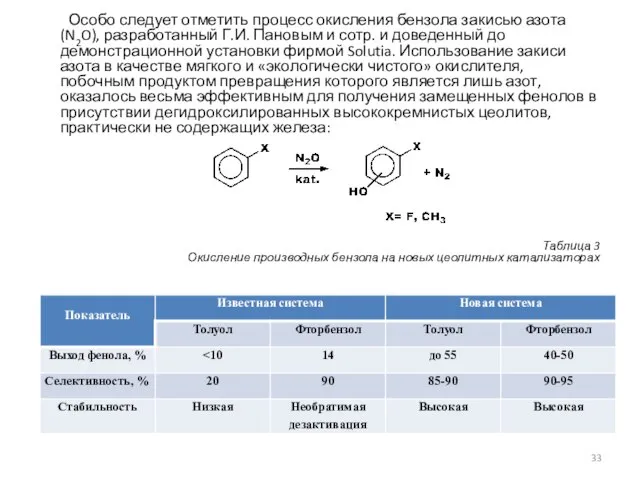
- 33. Особо следует отметить процесс окисления бензола закисью азота (N2O), разработанный Г.И. Пановым и сотр. и доведенный
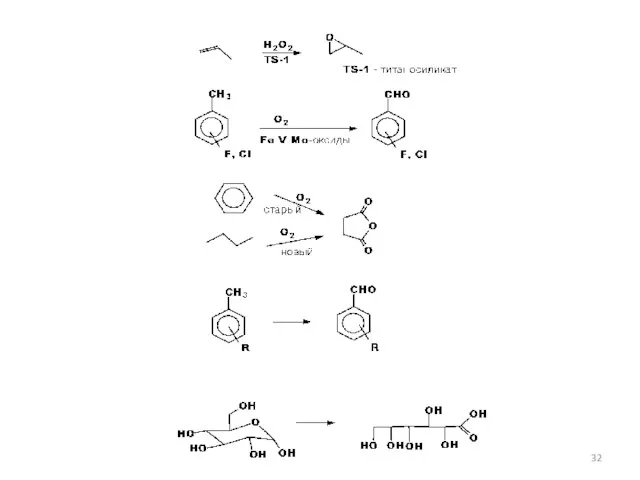
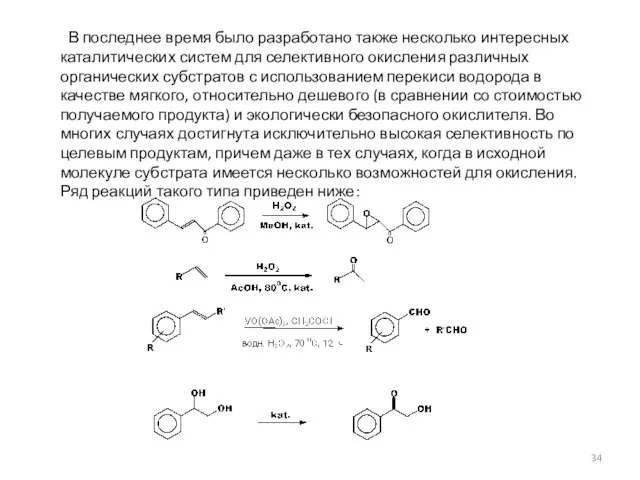
- 34. В последнее время было разработано также несколько интересных каталитических систем для селективного окисления различных органических субстратов
- 35. Принцип 10. Производимые химические продукты должны выбираться таким образом, чтобы по окончании их функционального использования они
- 36. Принцип 11. Вещества и их агрегатное состояние в химических процессах, должны выбираться таким образом, чтобы минимизировать
- 37. Принцип 12. Нужны аналитические методы контроля в реальном режиме времени с целью предотвращения образования вредных веществ.
- 38. Количественные оценки в «зеленой» химии До недавнего времени при обсуждении степени соответствия тех или иных процессов
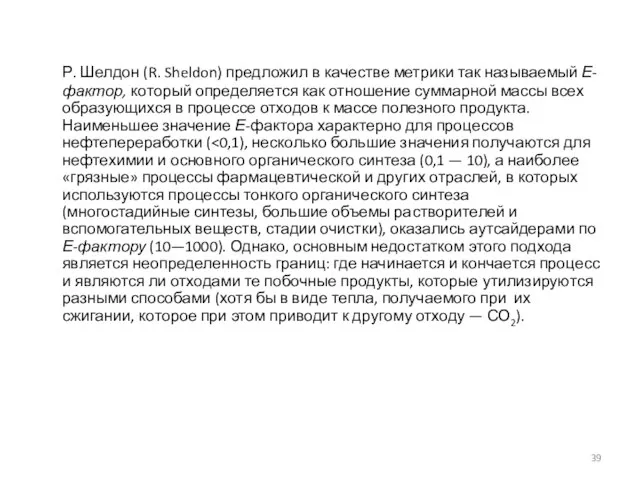
- 39. Р. Шелдон (R. Sheldon) предложил в качестве метрики так называемый Ε-фактор, который определяется как отношение суммарной
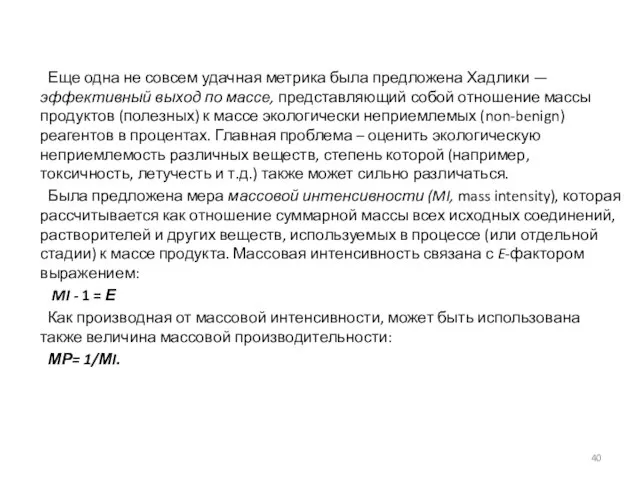
- 40. Еще одна не совсем удачная метрика была предложена Хадлики — эффективный выход по массе, представляющий собой
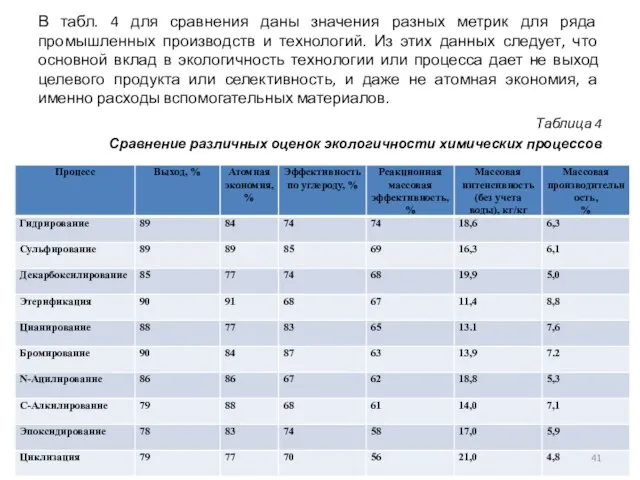
- 41. В табл. 4 для сравнения даны значения разных метрик для ряда промышленных производств и технологий. Из
- 42. Продолжение таблицы 4 Сравнение различных оценок экологичности химических процессов
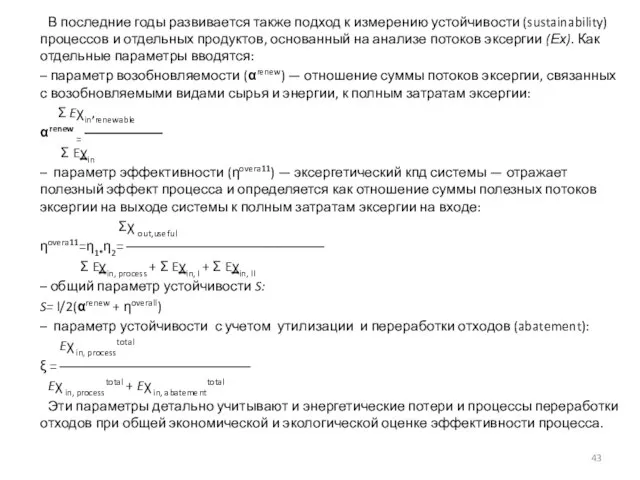
- 43. В последние годы развивается также подход к измерению устойчивости (sustainability) процессов и отдельных продуктов, основанный на
- 45. Скачать презентацию
Слайд 3 Так появилась «зеленая» химия (в английском варианте — «green chemistry»; удивительно, но
Так появилась «зеленая» химия (в английском варианте — «green chemistry»; удивительно, но
Слайд 4 «Зеленая» химия — это не раздел химии, а новый способ мышления в
«Зеленая» химия — это не раздел химии, а новый способ мышления в
Слайд 5 Основные положения концепции устойчивого развития базируются на простой и очевидной идее, высказанной
Основные положения концепции устойчивого развития базируются на простой и очевидной идее, высказанной
Слайд 6 Так, поиск новых источников энергии, энергоносителей и топлив уже давно находится в
Так, поиск новых источников энергии, энергоносителей и топлив уже давно находится в
Слайд 7 Итак, «зеленая» химия -- это новая философия (стратегия, концепция) химии. Какие же
Итак, «зеленая» химия -- это новая философия (стратегия, концепция) химии. Какие же
Слайд 8
Тот же диметилкарбонат начали применять и как метилирующий агент альтернативный метилхлориду и
Тот же диметилкарбонат начали применять и как метилирующий агент альтернативный метилхлориду и
Слайд 9 Даже замена хроматов и перманганатов в качестве окислителя на гипохлорит натрия в
Даже замена хроматов и перманганатов в качестве окислителя на гипохлорит натрия в
Слайд 10 Принцип 2. Стратегия синтеза должна быть выбрана таким образом, чтобы ВСЕ материалы,
Принцип 2. Стратегия синтеза должна быть выбрана таким образом, чтобы ВСЕ материалы,
Слайд 11 Многочисленные реакции алкилирования, конденсации, образования циклов также имеют высокую атомную эффективность:
Аналогичная ситуация
Многочисленные реакции алкилирования, конденсации, образования циклов также имеют высокую атомную эффективность:
Аналогичная ситуация
Слайд 12 Сокращение числа стадий – также эффективный путь повышения атомной экономии. Так, например,
Сокращение числа стадий – также эффективный путь повышения атомной экономии. Так, например,
Слайд 13 Принцип 3. По возможности должны применяться такие синтетические методы, которые используют и
Принцип 3. По возможности должны применяться такие синтетические методы, которые используют и
Слайд 14 Конверсия кетона в лактон (реакция Байера— Виллигера) обычно протекает под действием м-хлор-пербензойной
Конверсия кетона в лактон (реакция Байера— Виллигера) обычно протекает под действием м-хлор-пербензойной
Слайд 15 Принцип 4. Производимые химические продукты должны выбираться таким образом, чтобы сохранить их
Принцип 4. Производимые химические продукты должны выбираться таким образом, чтобы сохранить их
Слайд 16 Принцип 5. Использование вспомогательных веществ (растворителей, экстрагентов и др.) по возможности должно
Принцип 5. Использование вспомогательных веществ (растворителей, экстрагентов и др.) по возможности должно
Слайд 17 С использованием сверхкритического СО2 был разработан промышленный процесс гидрирования изофорона с получением
С использованием сверхкритического СО2 был разработан промышленный процесс гидрирования изофорона с получением
Слайд 18 Наконец, существует большое число работ, в которых процессы органического синтеза проводятся вообще
Наконец, существует большое число работ, в которых процессы органического синтеза проводятся вообще
Слайд 19 Принцип 6. Энергетические расходы должны быть пересмотрены с точки зрения их экономии
Принцип 6. Энергетические расходы должны быть пересмотрены с точки зрения их экономии
Слайд 20 Принцип 7. Сырье для получения продукта должно быть возобновляемым, а не исчерпаемым,
Принцип 7. Сырье для получения продукта должно быть возобновляемым, а не исчерпаемым,
Слайд 21 Примерами реализации такого подхода могут быть биокаталитические процессы получения пирокатехина из D-глюкозы,
Примерами реализации такого подхода могут быть биокаталитические процессы получения пирокатехина из D-глюкозы,
Слайд 22 Принцип 8. Вспомогательные стадии получения производных (защита функциональных групп, введение блокирующих заместителей,
Принцип 8. Вспомогательные стадии получения производных (защита функциональных групп, введение блокирующих заместителей,
Слайд 23 Принцип 9. Каталитические системы и процессы (как можно более селективные) во всех
Принцип 9. Каталитические системы и процессы (как можно более селективные) во всех
Слайд 24 Для справки: в 80-х годах сверхкритические жидкости начали применяться в промышленности (суммарная
Для справки: в 80-х годах сверхкритические жидкости начали применяться в промышленности (суммарная
Слайд 25Таблица 1
Критические параметры различных веществ
Таблица 1
Критические параметры различных веществ

Слайд 26 Интересно, что суперкритическая вода неполярна и обладает сильными окислительными и кислотными свойствами!
Интересно, что суперкритическая вода неполярна и обладает сильными окислительными и кислотными свойствами!
Слайд 27Таблица 2
Примеры положительных эффектов в каталитических процессах в сверхкритических средах
Таблица 2
Примеры положительных эффектов в каталитических процессах в сверхкритических средах
Слайд 28Некоторые данные для реакции H2 + CO2 → HCOOH приведены на рис.
Некоторые данные для реакции H2 + CO2 → HCOOH приведены на рис.
Слайд 29 Окисление в сверхкритических средах дает возможность устранить некоторые проблемы, которые осложняют проведение
Окисление в сверхкритических средах дает возможность устранить некоторые проблемы, которые осложняют проведение
Слайд 30 СВЧ-активации и низкотемпературной плазмы в катализе также имеет огромный потенциал. В катализе
СВЧ-активации и низкотемпературной плазмы в катализе также имеет огромный потенциал. В катализе
Слайд 31 На схеме приведены каталитические процессы, для которых в максимальной степени реализованы идеи
На схеме приведены каталитические процессы, для которых в максимальной степени реализованы идеи
Слайд 33 Особо следует отметить процесс окисления бензола закисью азота (N2O), разработанный Г.И. Пановым
Особо следует отметить процесс окисления бензола закисью азота (N2O), разработанный Г.И. Пановым
Слайд 34 В последнее время было разработано также несколько интересных каталитических систем для селективного
В последнее время было разработано также несколько интересных каталитических систем для селективного
Слайд 35 Принцип 10. Производимые химические продукты
должны выбираться таким образом, чтобы по окончании
Принцип 10. Производимые химические продукты должны выбираться таким образом, чтобы по окончании
Слайд 36 Принцип 11. Вещества и их агрегатное состояние в химических процессах, должны выбираться
Принцип 11. Вещества и их агрегатное состояние в химических процессах, должны выбираться
Слайд 37 Принцип 12. Нужны аналитические методы контроля в реальном режиме времени с целью
Принцип 12. Нужны аналитические методы контроля в реальном режиме времени с целью
Слайд 38Количественные оценки в «зеленой» химии
До недавнего времени при обсуждении степени соответствия тех
Количественные оценки в «зеленой» химии
До недавнего времени при обсуждении степени соответствия тех
Слайд 39 Р. Шелдон (R. Sheldon) предложил в качестве метрики так называемый Ε-фактор, который
Р. Шелдон (R. Sheldon) предложил в качестве метрики так называемый Ε-фактор, который
Слайд 40 Еще одна не совсем удачная метрика была предложена Хадлики — эффективный выход
Слайд 41В табл. 4 для сравнения даны значения разных метрик для ряда промышленных
В табл. 4 для сравнения даны значения разных метрик для ряда промышленных
Слайд 42Продолжение таблицы 4
Сравнение различных оценок экологичности химических процессов
Продолжение таблицы 4
Сравнение различных оценок экологичности химических процессов

Слайд 43 В последние годы развивается также подход к измерению устойчивости (sustainability) процессов и
В последние годы развивается также подход к измерению устойчивости (sustainability) процессов и
 «НАША НОВАЯ ШКОЛА» Послание Президента РФ Д.А.Медведева Федеральному собранию Российской Федерации 5 ноября 2008г.
«НАША НОВАЯ ШКОЛА» Послание Президента РФ Д.А.Медведева Федеральному собранию Российской Федерации 5 ноября 2008г. Введение в дизайн. Основные понятия
Введение в дизайн. Основные понятия Транспорт. Спецтехника
Транспорт. Спецтехника КЛИЕНТОРИЕНТИРОВАННЫЕ ОБРАЗОВАТЕЛЬНЫЕ ОРГАНИЗАЦИИ
КЛИЕНТОРИЕНТИРОВАННЫЕ ОБРАЗОВАТЕЛЬНЫЕ ОРГАНИЗАЦИИ Международные отношения на американском континенте. Панамериканские конференции 1920-х годов
Международные отношения на американском континенте. Панамериканские конференции 1920-х годов Биполярные транзисторы (лекция 4)
Биполярные транзисторы (лекция 4) ИнфраФонд РВК
ИнфраФонд РВК ИНТЕГРИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ СТРОИТЕЛЬНОЙ КОМПАНИЕЙ
ИНТЕГРИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ СТРОИТЕЛЬНОЙ КОМПАНИЕЙ Архітектурні пам’ятки Городенківщини
Архітектурні пам’ятки Городенківщини Модерн в Казани
Модерн в Казани Сирень
Сирень Есть контакт
Есть контакт Осцилляторы. Импульсные возбудители дуги. Балластные реостаты
Осцилляторы. Импульсные возбудители дуги. Балластные реостаты Энергия солнца в Вашем Доме!
Энергия солнца в Вашем Доме! Правописание безударных гласных в корне слова
Правописание безударных гласных в корне слова Sketch Meme
Sketch Meme Lomonosov
Lomonosov Муниципальное общеобразовательное учреждениеЦентр образования города Тулуна
Муниципальное общеобразовательное учреждениеЦентр образования города Тулуна Права потребителей: общие и специальные
Права потребителей: общие и специальные Аландское городище
Аландское городище Государственно-общественное управление образованием в условиях реализации №83-ФЗ
Государственно-общественное управление образованием в условиях реализации №83-ФЗ Гибкость и ловкость. Круговой метод тренировки для развития основных групп мышц
Гибкость и ловкость. Круговой метод тренировки для развития основных групп мышц Обмен липидов-3
Обмен липидов-3 Отчет о результатах социологического исследования "Киев - районные выборы"
Отчет о результатах социологического исследования "Киев - районные выборы" Тематика, основные цели, задачи, результаты муниципальных семинаров
Тематика, основные цели, задачи, результаты муниципальных семинаров Экспонир. устр-во с зап. на внешн. поверхн. барабана
Экспонир. устр-во с зап. на внешн. поверхн. барабана Линейная Автоматика
Линейная Автоматика Снабжение и логистика на предприятии
Снабжение и логистика на предприятии