- Машиностроительное производство. Проектирование системы контроля качества изделий

Содержание
- 2. II. Расчет учебного времени
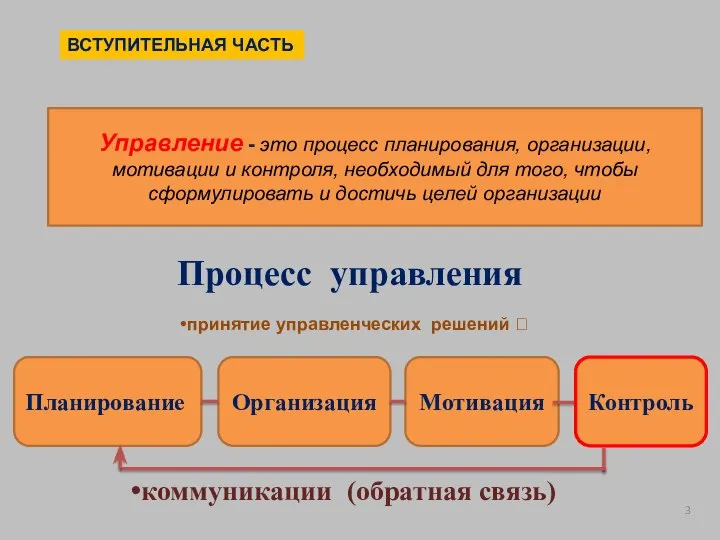
- 3. Управление - это процесс планирования, организации, мотивации и контроля, необходимый для того, чтобы сформулировать и достичь
- 4. Модель процесса контроля
- 5. Модель процесса менеджмента качества
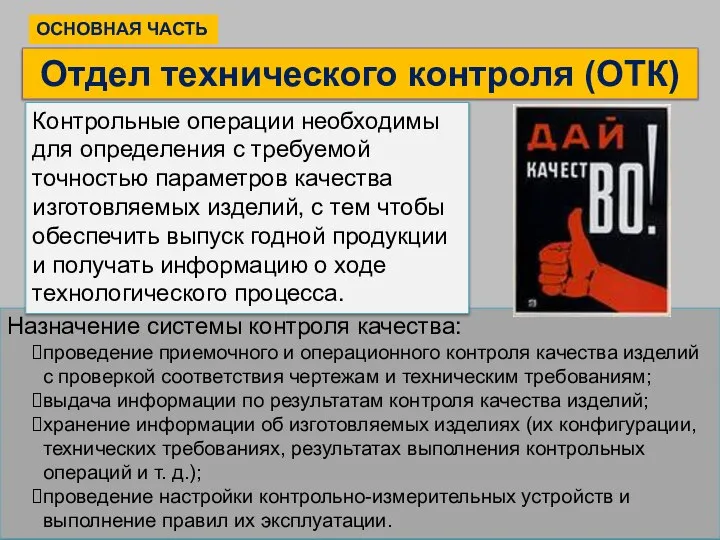
- 6. Назначение системы контроля качества: проведение приемочного и операционного контроля качества изделий с проверкой соответствия чертежам и
- 7. 1. Структура производственного контроля качества изделий.
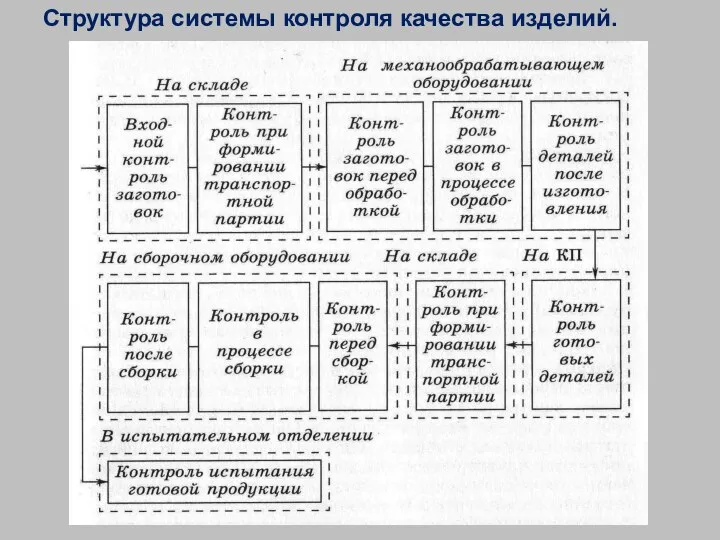
- 8. Структура системы контроля качества изделий.
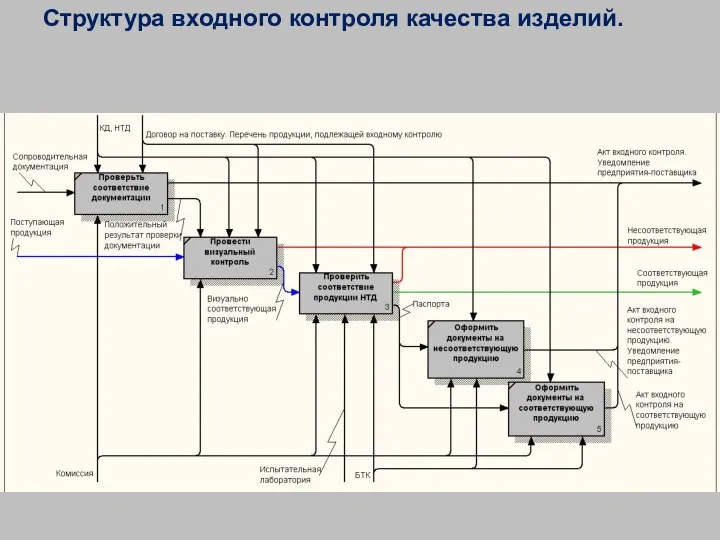
- 9. Структура входного контроля качества изделий.
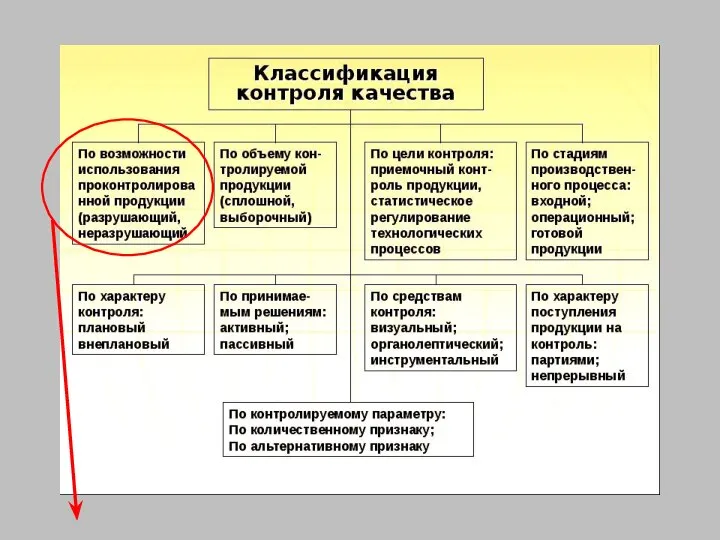
- 10. 2. Классификация видов контроля качества
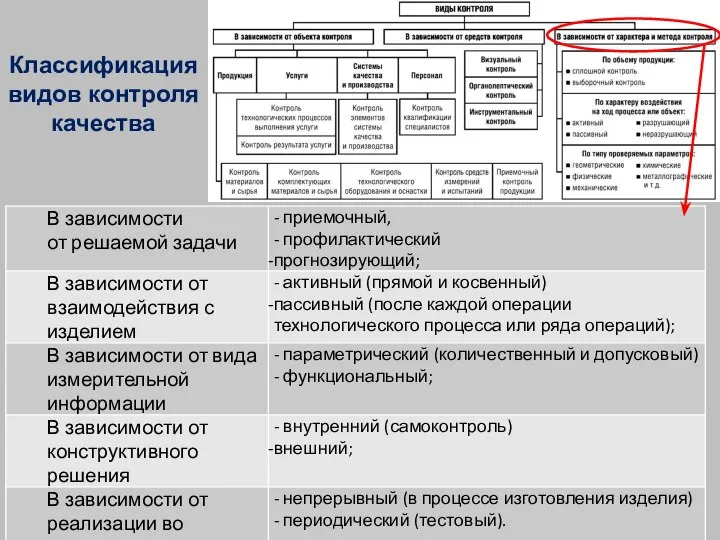
- 11. Классификация видов контроля качества
- 13. Виды неразрушающего контроля: акустический (анализ параметров упругих колебаний в контролируемом объекте); магнитный (магнитные поля рассеяния, обусловленные
- 14. 3. Основные направления автоматизации контрольных операций Контрольные операции необходимы для определения с требуемой точностью параметров качества
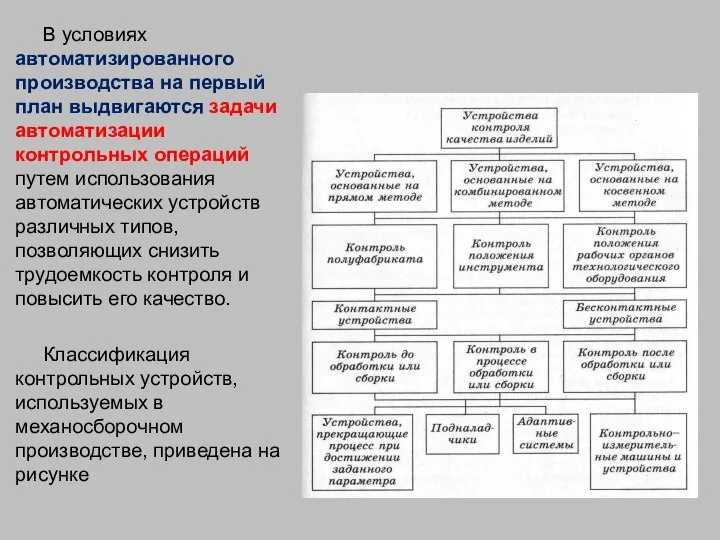
- 15. В условиях автоматизированного производства на первый план выдвигаются задачи автоматизации контрольных операций путем использования автоматических устройств
- 16. В качестве автоматических контрольных средств в автоматизированном поточном производстве применяют контрольно-сортировочные автоматы (КСА), а в ГПС
- 17. Требования к КИМ в массовом производстве: надежность и простота обслуживания, доступность рабочей зоны, высокая точность измерения,
- 18. Собранные изделия в ряде случаев должны подвергаться испытаниям, цель которых — установить, правильно ли взаимодействуют его
- 20. Скачать презентацию
Слайд 3Управление - это процесс планирования, организации, мотивации и контроля, необходимый для того,
Управление - это процесс планирования, организации, мотивации и контроля, необходимый для того,
Слайд 4Модель процесса контроля
Модель процесса контроля

Слайд 5Модель процесса менеджмента качества
Модель процесса менеджмента качества

Слайд 6Назначение системы контроля качества:
проведение приемочного и операционного контроля качества изделий с проверкой
Назначение системы контроля качества:
проведение приемочного и операционного контроля качества изделий с проверкой
Слайд 71. Структура производственного контроля качества изделий.
1. Структура производственного контроля качества изделий.

Слайд 8 Структура системы контроля качества изделий.
Структура системы контроля качества изделий.
Слайд 9 Структура входного контроля качества изделий.
Структура входного контроля качества изделий.
Слайд 102. Классификация видов контроля качества
2. Классификация видов контроля качества

Слайд 11Классификация видов контроля качества
Классификация видов контроля качества
Слайд 13 Виды неразрушающего контроля:
акустический (анализ параметров упругих колебаний в контролируемом объекте);
магнитный (магнитные поля
Виды неразрушающего контроля:
акустический (анализ параметров упругих колебаний в контролируемом объекте);
магнитный (магнитные поля
Слайд 143. Основные направления автоматизации контрольных операций
Контрольные операции необходимы для определения с требуемой
Контрольные операции необходимы для определения с требуемой
Слайд 15 В условиях автоматизированного производства на первый план выдвигаются задачи автоматизации контрольных операций
В условиях автоматизированного производства на первый план выдвигаются задачи автоматизации контрольных операций
Слайд 16 В качестве автоматических контрольных средств в автоматизированном поточном производстве применяют контрольно-сортировочные автоматы
В качестве автоматических контрольных средств в автоматизированном поточном производстве применяют контрольно-сортировочные автоматы
Слайд 17 Требования к КИМ в массовом производстве:
надежность и простота обслуживания,
доступность рабочей зоны,
Требования к КИМ в массовом производстве:
надежность и простота обслуживания,
доступность рабочей зоны,
Слайд 18 Собранные изделия в ряде случаев должны подвергаться испытаниям, цель которых — установить,
Собранные изделия в ряде случаев должны подвергаться испытаниям, цель которых — установить,
 О подготовке общеобразовательных учреждений к началу 2012–2013 учебного года
О подготовке общеобразовательных учреждений к началу 2012–2013 учебного года Молодёжные субкультуры
Молодёжные субкультуры Презентация на тему Непосредственная образовательная деятельность в ДОУ
Презентация на тему Непосредственная образовательная деятельность в ДОУ Буквы К, к, обозначающие согласные звуки [к], [к`]
Буквы К, к, обозначающие согласные звуки [к], [к`] Построение разреза по зданию
Построение разреза по зданию Презентация на тему БАСНЯ КАК ЭПИЧЕСКИЙ ЖАНР
Презентация на тему БАСНЯ КАК ЭПИЧЕСКИЙ ЖАНР перевод чисел в двоичную систему счисления
перевод чисел в двоичную систему счисления Презентация на тему Виды движения Земли
Презентация на тему Виды движения Земли Juno and Avos
Juno and Avos Презентация на тему Гигиена кожи рук. Болезни грязных рук
Презентация на тему Гигиена кожи рук. Болезни грязных рук Презентация интерактивного мультимедийного пособия «Визуальная энциклопедия»
Презентация интерактивного мультимедийного пособия «Визуальная энциклопедия» Необыкновенные уголки Земли. Фото
Необыкновенные уголки Земли. Фото От кареты до ракеты
От кареты до ракеты Инвестиционная политика на транспорте
Инвестиционная политика на транспорте Таять может, Да не лед. Не фонарь, А свет дает.
Таять может, Да не лед. Не фонарь, А свет дает. История денежных знаков России
История денежных знаков России Выращивание авокадо в домашних условиях
Выращивание авокадо в домашних условиях Потенциальные возможности размножения организмов
Потенциальные возможности размножения организмов Основные показатели надежности систем внутридомового электроснабжения. Тема 1
Основные показатели надежности систем внутридомового электроснабжения. Тема 1 Описание и технически параметри на компютърна система
Описание и технически параметри на компютърна система Правила безопасности в кабинете информатики
Правила безопасности в кабинете информатики Брендинг бара Bells
Брендинг бара Bells Криптовалюта. Биткойн
Криптовалюта. Биткойн Культура Древней Руси 9 века
Культура Древней Руси 9 века Марко Жераси (Marco Geraci) Эксперт Совета по пенсионной реформе при Правительстве Франции
Марко Жераси (Marco Geraci) Эксперт Совета по пенсионной реформе при Правительстве Франции Происхождение и развитие человека
Происхождение и развитие человека Школа позиционирования. Стратегический менеджмент
Школа позиционирования. Стратегический менеджмент 1299268
1299268