- Инструментальное обеспечение станков с ЧПУ

Содержание
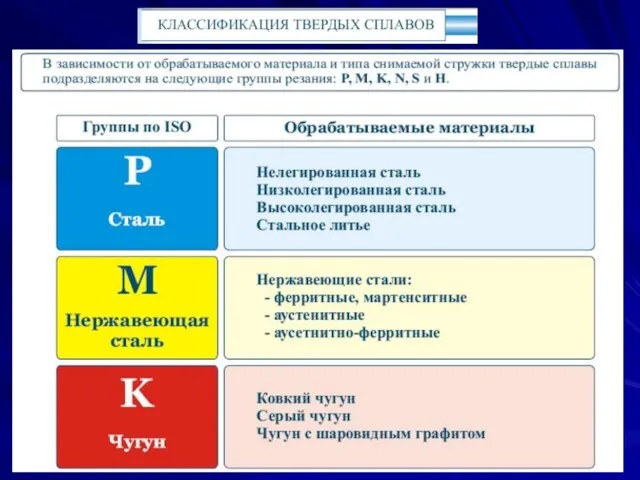
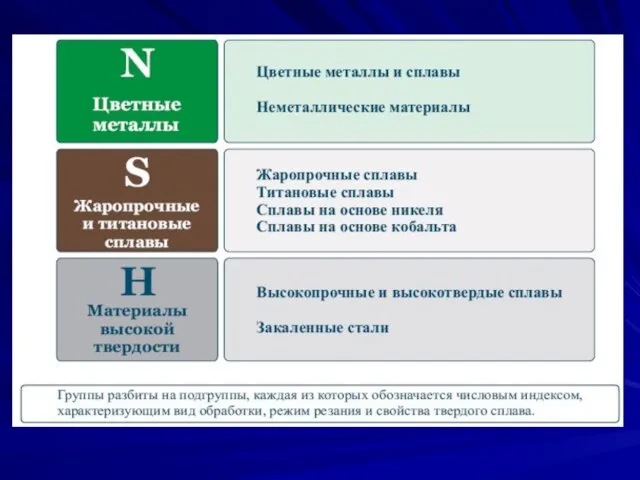
- 2. Классификация инструментальных материалов и области их применения
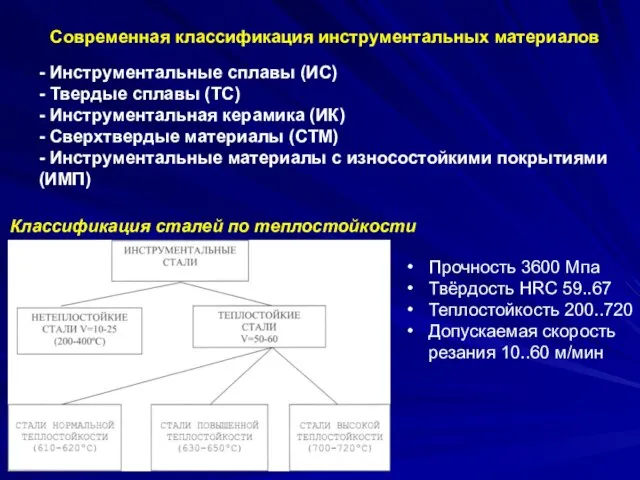
- 3. Современная классификация инструментальных материалов - Инструментальные сплавы (ИС) - Твердые сплавы (ТС) - Инструментальная керамика (ИК)
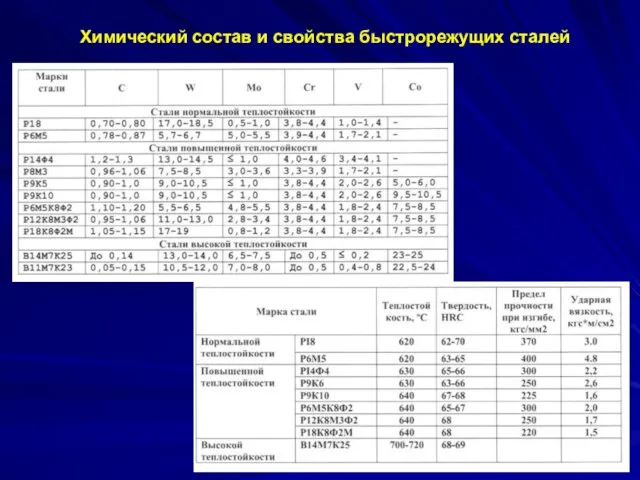
- 4. Химический состав и свойства быстрорежущих сталей
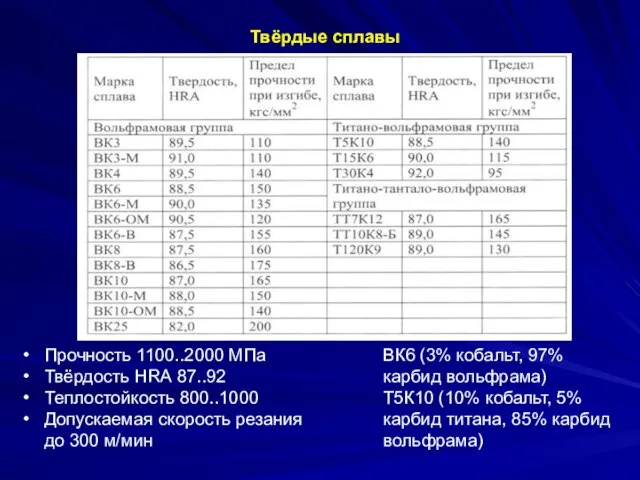
- 5. Твёрдые сплавы Прочность 1100..2000 МПа Твёрдость HRА 87..92 Теплостойкость 800..1000 Допускаемая скорость резания до 300 м/мин
- 6. Инструментальная керамика Прочность 600..750 МПа Твёрдость HRА 90..94 Теплостойкость 1200..1300 Допускаемая скорость резания до 800 м/мин
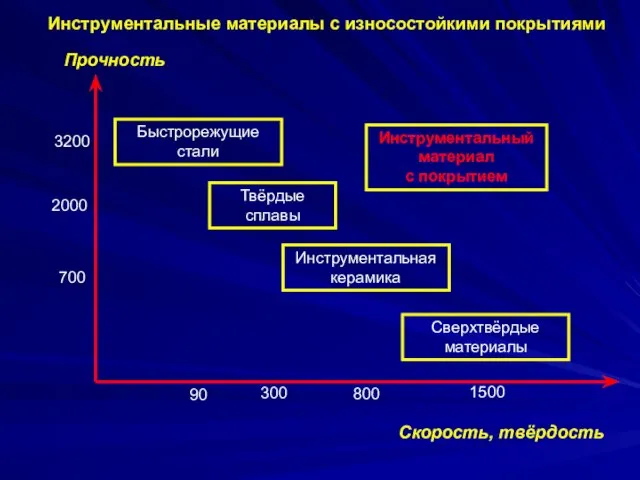
- 7. Инструментальные материалы с износостойкими покрытиями Быстрорежущие стали Твёрдые сплавы Инструментальная керамика Сверхтвёрдые материалы 3200 2000 700
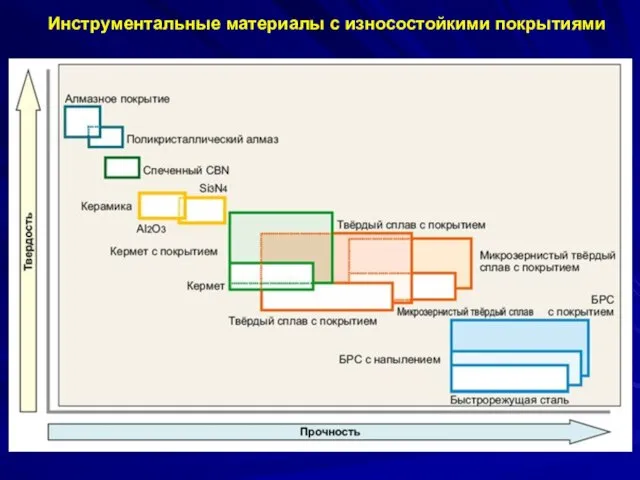
- 8. Инструментальные материалы с износостойкими покрытиями
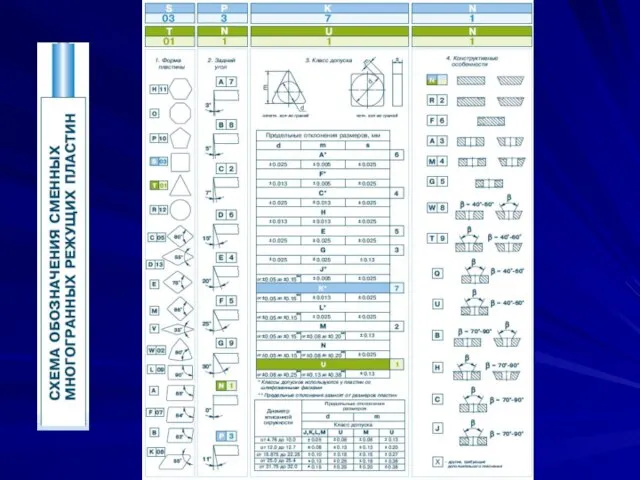
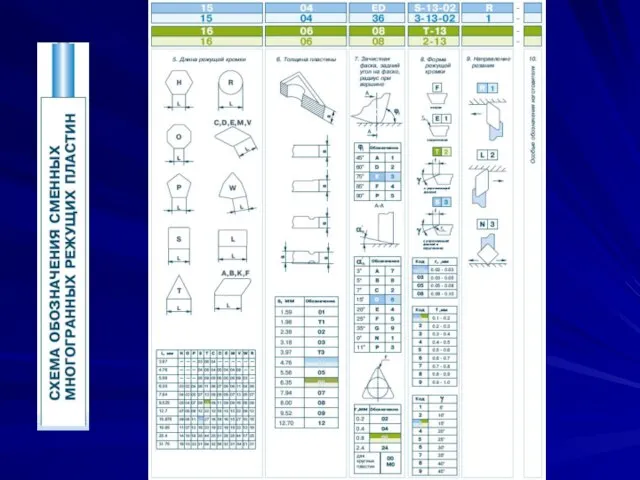
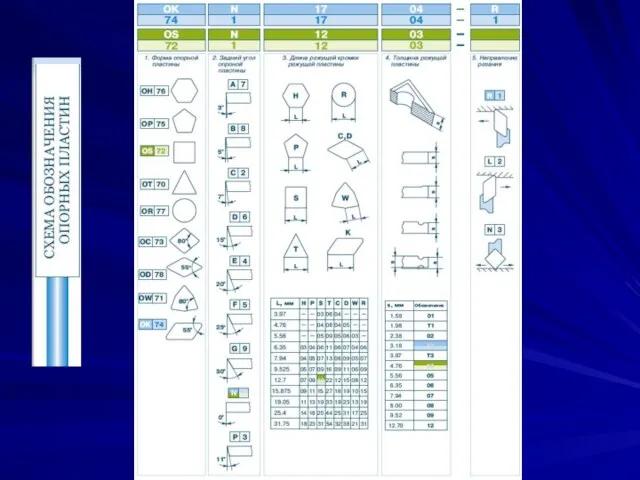
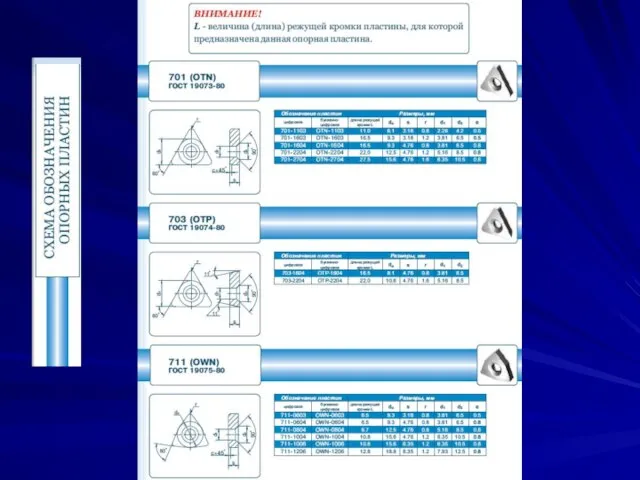
- 22. Схема построения условных обозначений сменных многогранных пластин (основные положения)
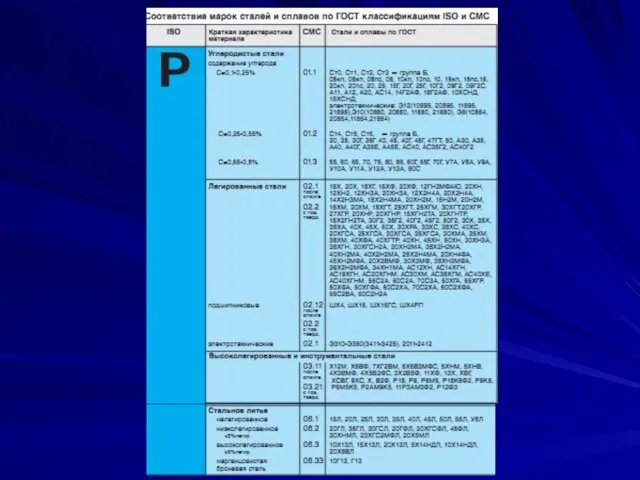
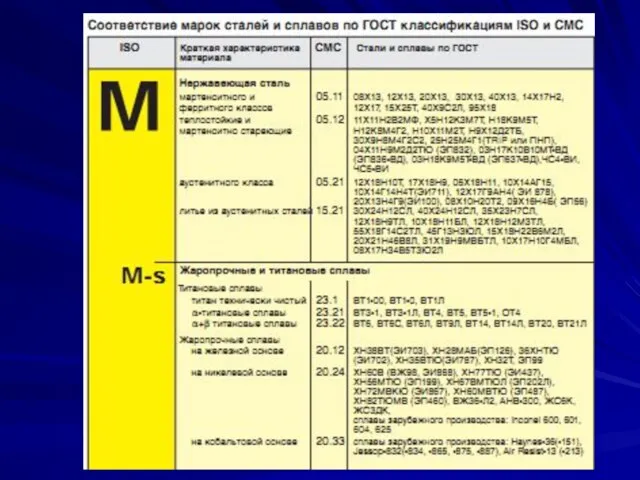
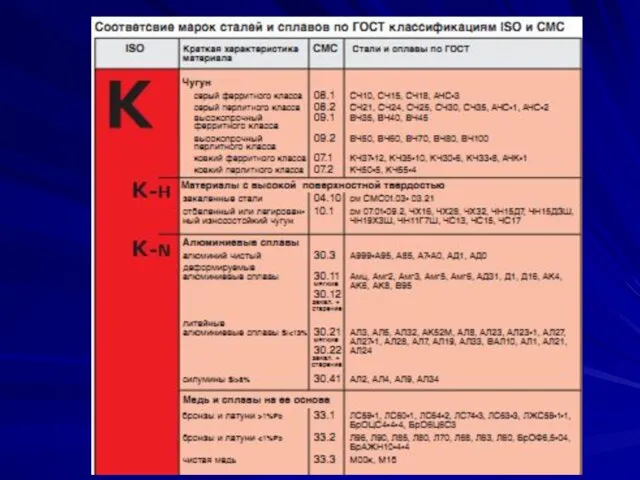
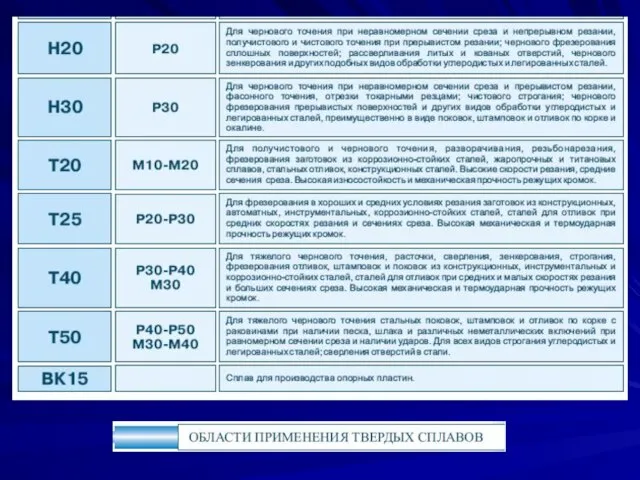
- 32. Выбор инструмента для обработки заготовок на станках с ЧПУ
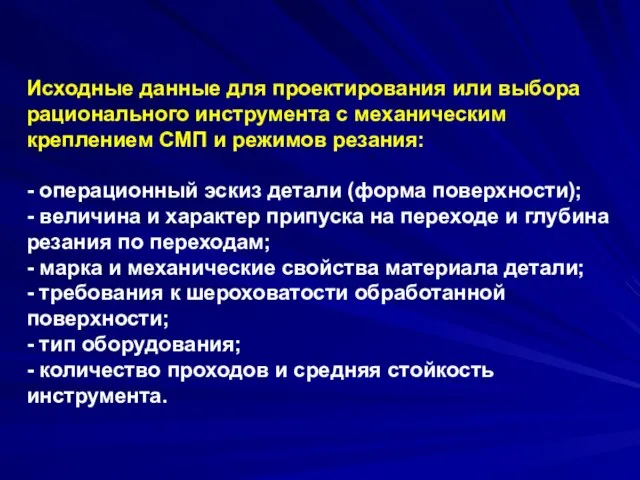
- 33. Исходные данные для проектирования или выбора рационального инструмента с механическим креплением СМП и режимов резания: -
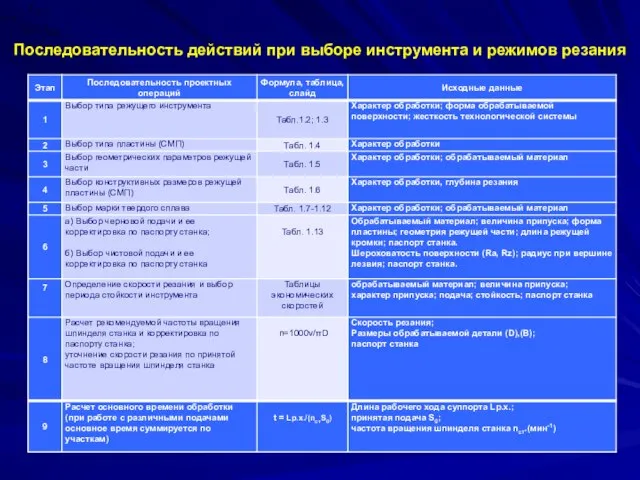
- 34. Последовательность действий при выборе инструмента и режимов резания
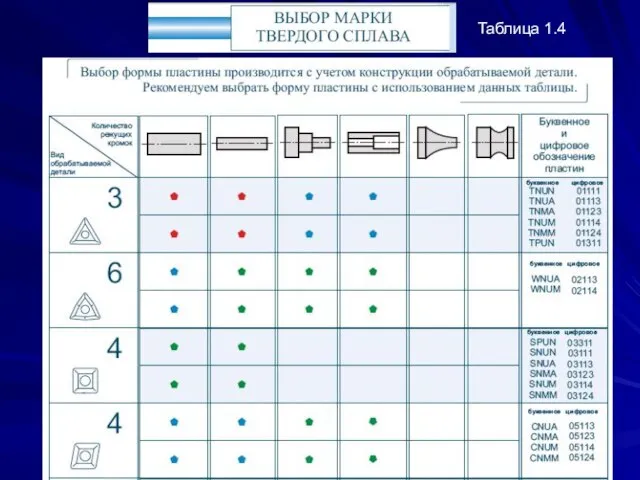
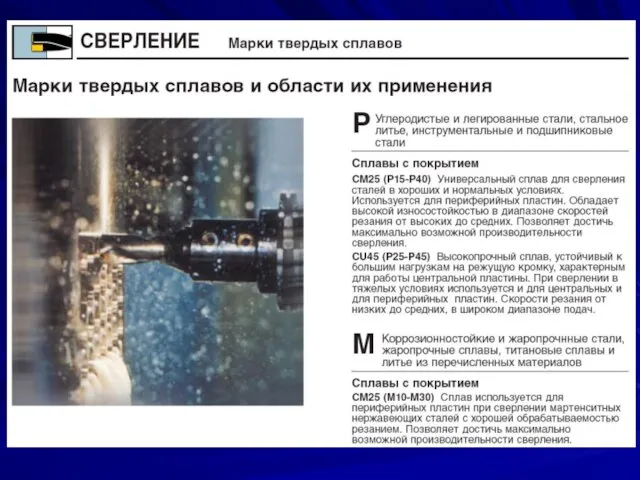
- 35. Таблица 1.4
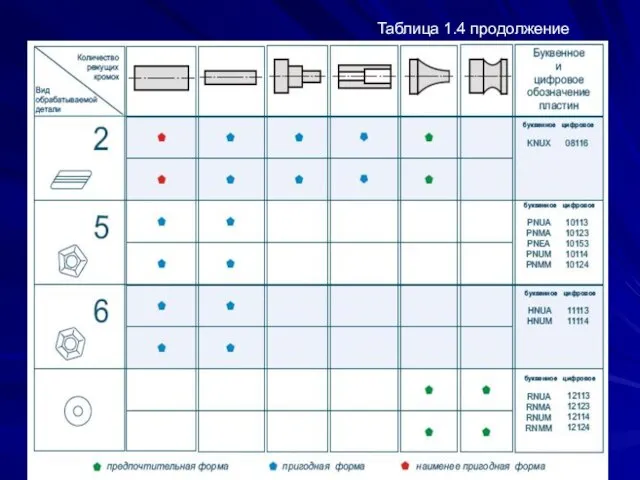
- 36. Таблица 1.4 продолжение
- 37. Таблица 1.6 Выбор размеров режущей пластины
- 38. Таблица 1.7
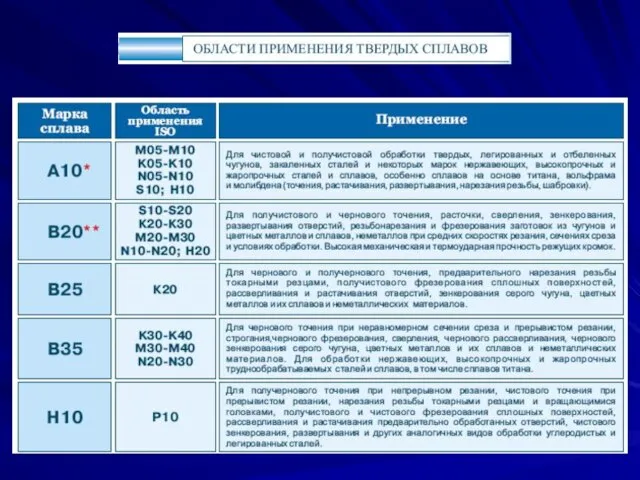
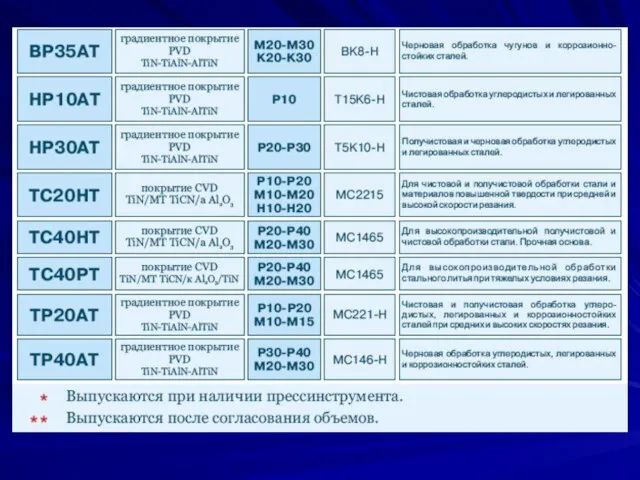
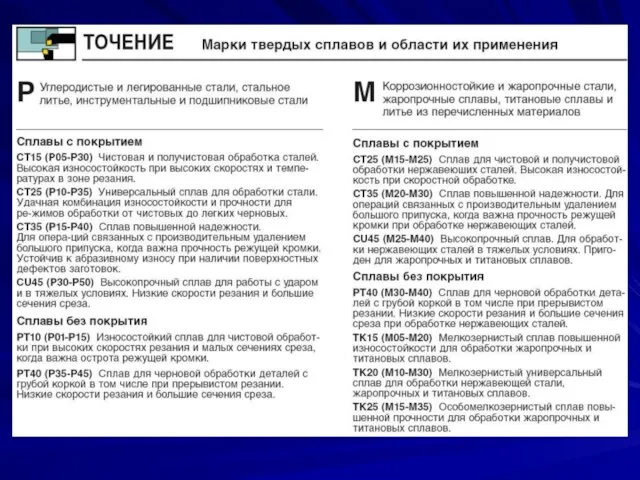
- 40. Таблица 1.8 * - новый сплав
- 42. Таблица 1.9
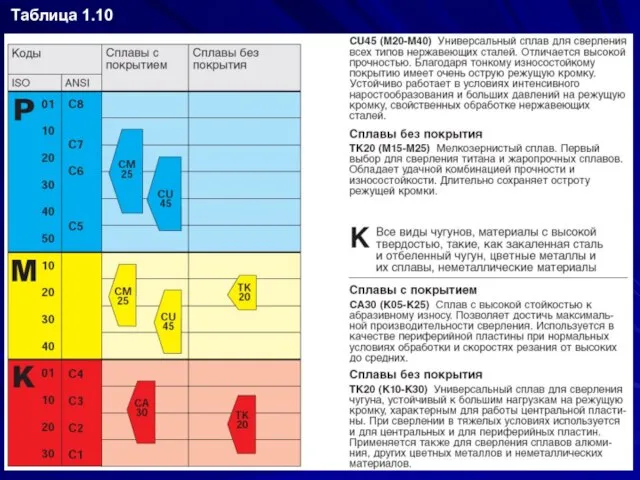
- 44. Таблица 1.10
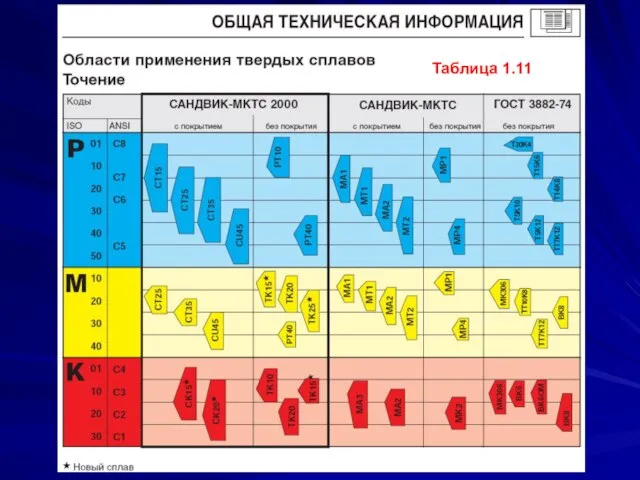
- 45. Таблица 1.11
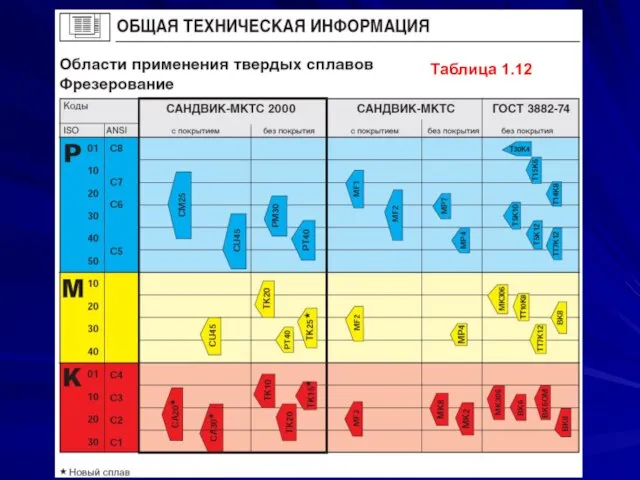
- 46. Таблица 1.12
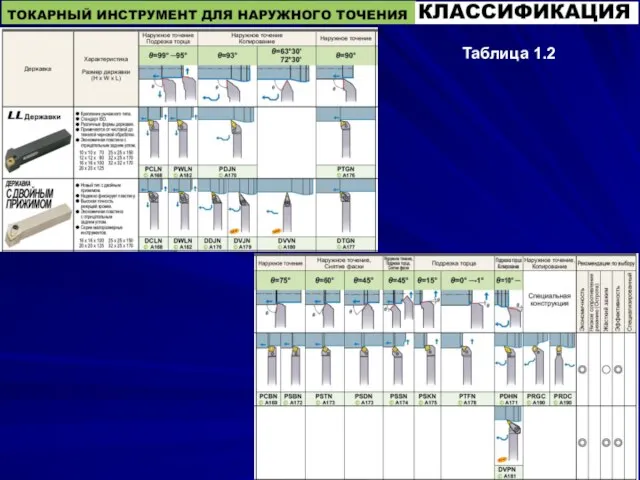
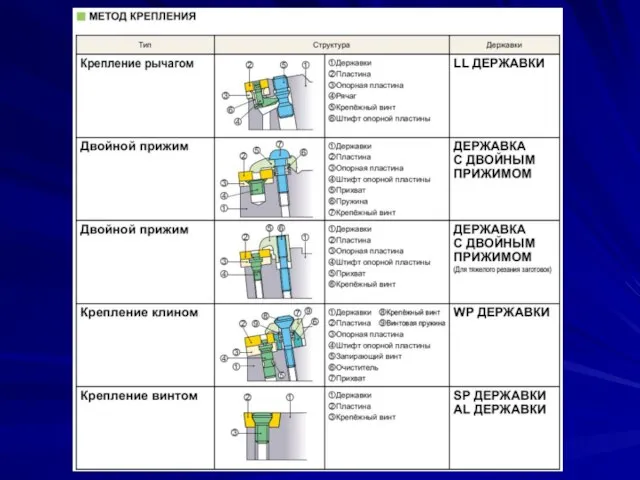
- 48. Таблица 1.2
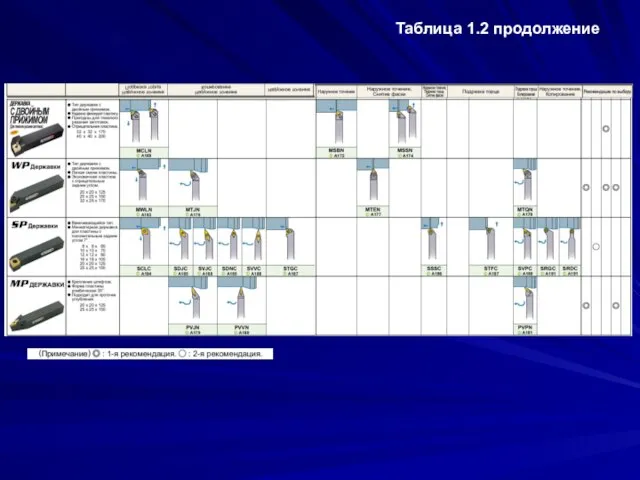
- 49. Таблица 1.2 продолжение
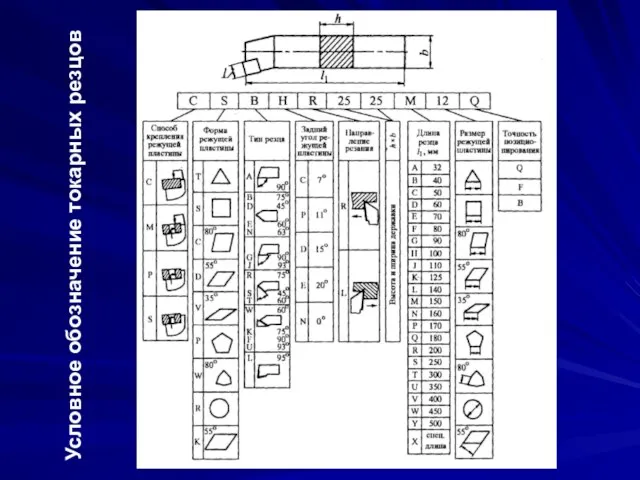
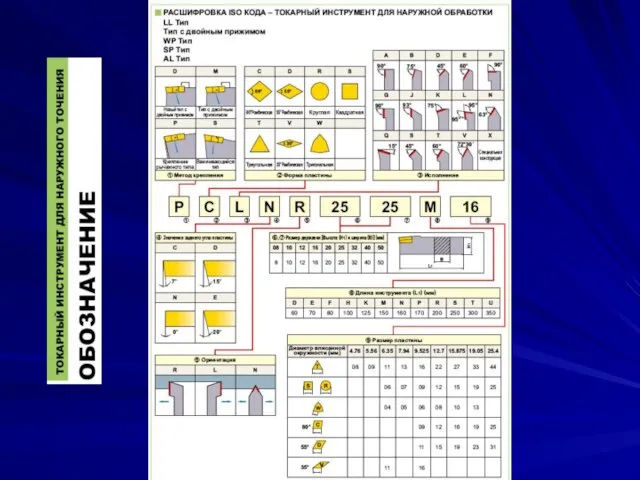
- 50. Условное обозначение токарных резцов
- 53. Таблица 1.3
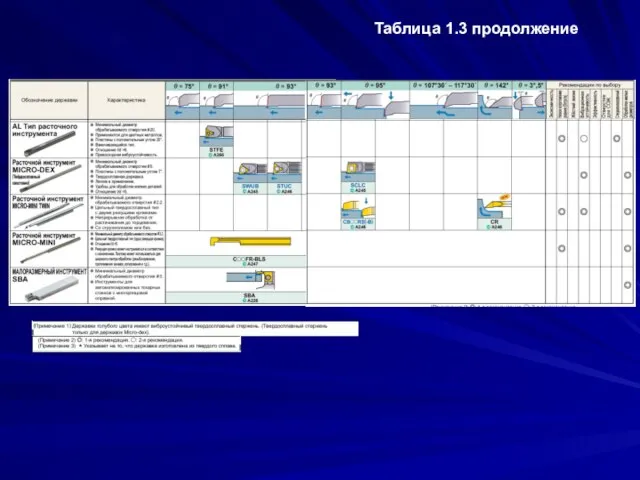
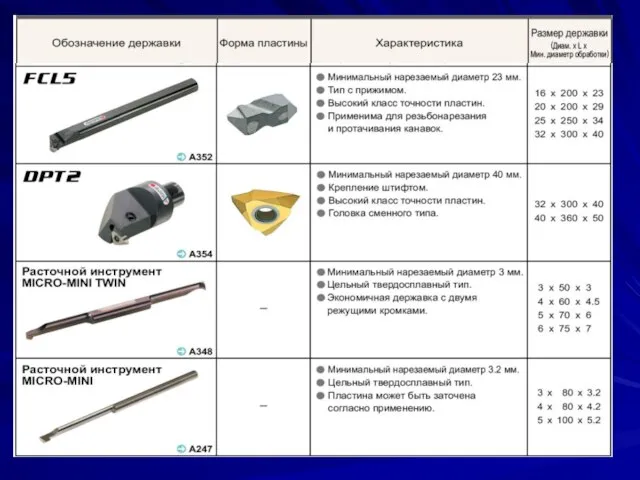
- 54. Таблица 1.3 продолжение
- 59. Выбор режимов резания для обработки заготовок на станках с ЧПУ
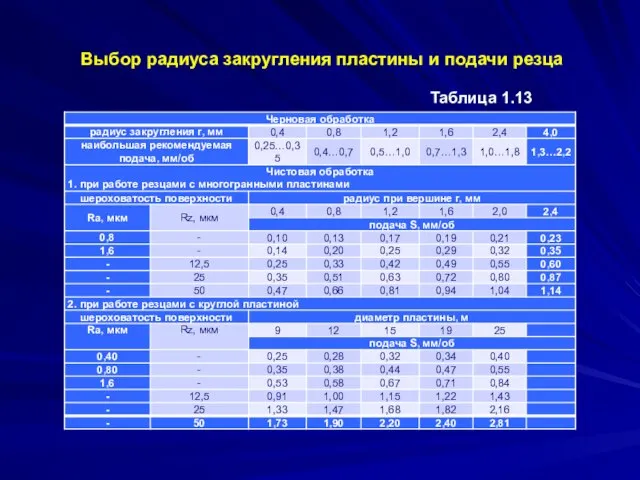
- 60. Выбор радиуса закругления пластины и подачи резца Таблица 1.13
- 63. Скачать презентацию
Слайд 3Современная классификация инструментальных материалов
- Инструментальные сплавы (ИС)
- Твердые сплавы (ТС)
- Инструментальная керамика
Современная классификация инструментальных материалов
- Инструментальные сплавы (ИС)
- Твердые сплавы (ТС)
- Инструментальная керамика
Слайд 4Химический состав и свойства быстрорежущих сталей
Химический состав и свойства быстрорежущих сталей
Слайд 5Твёрдые сплавы
Прочность 1100..2000 МПа
Твёрдость HRА 87..92
Теплостойкость 800..1000
Допускаемая скорость резания до 300 м/мин
ВК6
Твёрдые сплавы
Прочность 1100..2000 МПа
Твёрдость HRА 87..92
Теплостойкость 800..1000
Допускаемая скорость резания до 300 м/мин
ВК6
Слайд 6Инструментальная керамика
Прочность 600..750 МПа
Твёрдость HRА 90..94
Теплостойкость 1200..1300
Допускаемая скорость резания до 800 м/мин
Инструментальная керамика
Прочность 600..750 МПа
Твёрдость HRА 90..94
Теплостойкость 1200..1300
Допускаемая скорость резания до 800 м/мин

Слайд 7Инструментальные материалы с износостойкими покрытиями
Быстрорежущие стали
Твёрдые сплавы
Инструментальная керамика
Сверхтвёрдые материалы
3200
2000
700
90
300
800
1500
Скорость, твёрдость
Прочность
Инструментальный материал
Инструментальные материалы с износостойкими покрытиями
Быстрорежущие стали
Твёрдые сплавы
Инструментальная керамика
Сверхтвёрдые материалы
3200
2000
700
90
300
800
1500
Скорость, твёрдость
Прочность
Инструментальный материал
Слайд 8Инструментальные материалы с износостойкими покрытиями
Инструментальные материалы с износостойкими покрытиями


Слайд 22Схема построения условных обозначений сменных многогранных пластин
(основные положения)
Схема построения условных обозначений сменных многогранных пластин
(основные положения)
Слайд 32Выбор инструмента для обработки заготовок
на станках с ЧПУ
Выбор инструмента для обработки заготовок
на станках с ЧПУ
Слайд 33Исходные данные для проектирования или выбора рационального инструмента с механическим креплением СМП
Исходные данные для проектирования или выбора рационального инструмента с механическим креплением СМП
Слайд 34Последовательность действий при выборе инструмента и режимов резания
Последовательность действий при выборе инструмента и режимов резания
Слайд 35Таблица 1.4
Таблица 1.4
Слайд 36Таблица 1.4 продолжение
Таблица 1.4 продолжение
Слайд 37Таблица 1.6
Выбор размеров режущей пластины
Таблица 1.6
Выбор размеров режущей пластины

Слайд 38Таблица 1.7
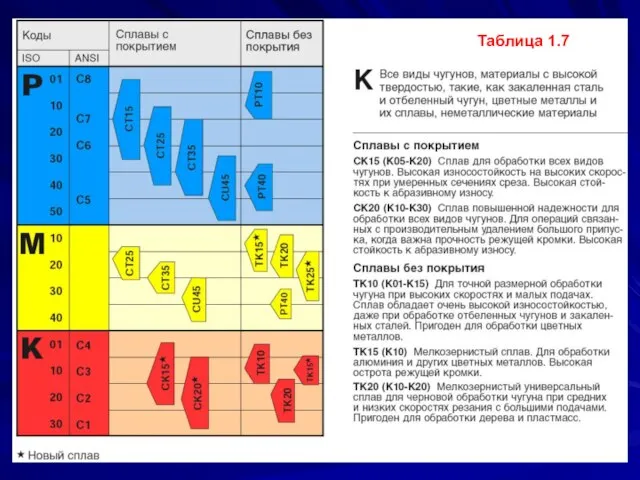
Таблица 1.7

Слайд 40Таблица 1.8
* - новый сплав
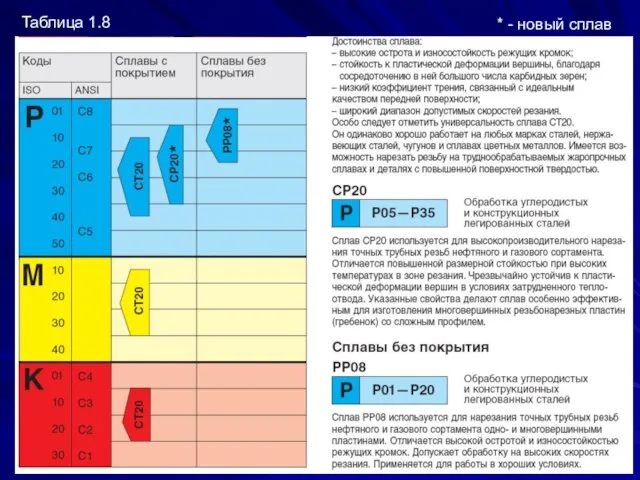
Таблица 1.8
* - новый сплав
Слайд 42Таблица 1.9
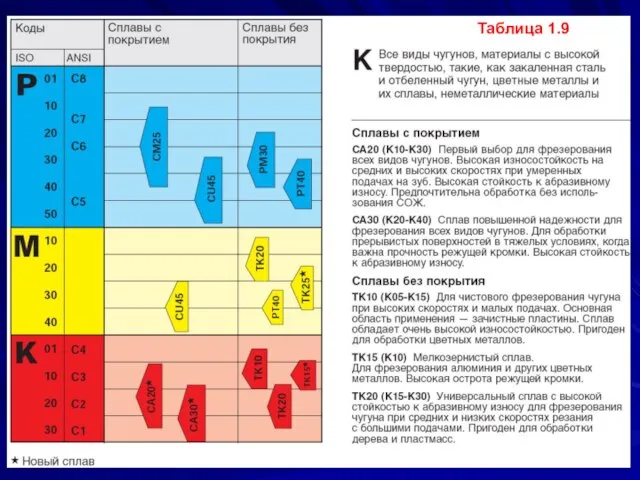
Таблица 1.9
Слайд 44Таблица 1.10
Таблица 1.10
Слайд 45Таблица 1.11
Таблица 1.11
Слайд 46Таблица 1.12
Таблица 1.12
Слайд 48Таблица 1.2
Таблица 1.2
Слайд 49Таблица 1.2 продолжение
Таблица 1.2 продолжение
Слайд 50Условное обозначение токарных резцов
Условное обозначение токарных резцов
Слайд 53Таблица 1.3
Таблица 1.3

Слайд 54Таблица 1.3 продолжение
Таблица 1.3 продолжение



Слайд 59Выбор режимов резания для обработки заготовок
на станках с ЧПУ
Выбор режимов резания для обработки заготовок
на станках с ЧПУ
Слайд 60Выбор радиуса закругления пластины и подачи резца
Таблица 1.13
Выбор радиуса закругления пластины и подачи резца
Таблица 1.13
 Кадровый потенциал
Кадровый потенциал Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в
Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в Евгений Пермяк1902-1982
Евгений Пермяк1902-1982 My country legislation in the field of children health care
My country legislation in the field of children health care Цифровые продажи
Цифровые продажи Правовые отношения и их структура
Правовые отношения и их структура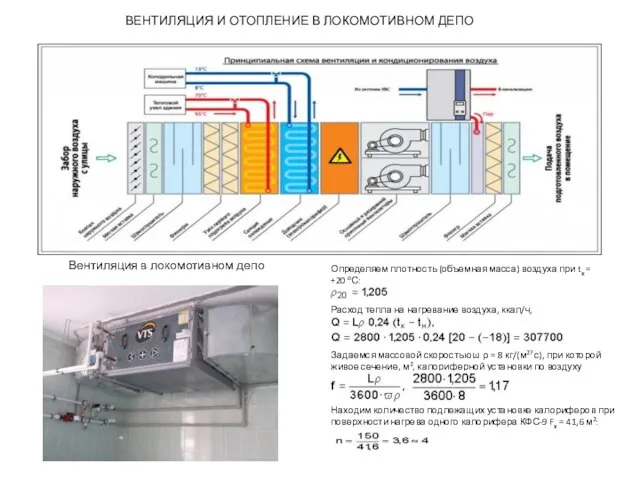 Вентиляция и отопление в локомотивном депо
Вентиляция и отопление в локомотивном депо Презентация на тему Верблюд
Презентация на тему Верблюд  История Ислама. История религии, описание, основы
История Ислама. История религии, описание, основы Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска
Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска Украшение и фантазия
Украшение и фантазия Пламенный Серафим
Пламенный Серафим Презентация на тему Потребности семьи
Презентация на тему Потребности семьи Презентация на тему Г.Г. Мясоедова "Косцы"
Презентация на тему Г.Г. Мясоедова "Косцы" Основы информационной безопасности
Основы информационной безопасности Способы убийства людей в концлагере Саласпилс
Способы убийства людей в концлагере Саласпилс Нужны ли комнатные растения зимой
Нужны ли комнатные растения зимой УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ
УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ Arvo-Tec RAS проект
Arvo-Tec RAS проект Витамины
Витамины Сравнительная статистика итогов работы компании Аэрофлот
Сравнительная статистика итогов работы компании Аэрофлот РДШ - старт в будущее
РДШ - старт в будущее Какой я
Какой я ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ
ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ Витамины
Витамины Отряды Насекомоядные и Рукокрылые
Отряды Насекомоядные и Рукокрылые snakes
snakes Сетевой проект-это интересно!
Сетевой проект-это интересно!