- Ионно-плазменное упрочнение

Содержание
- 2. С помощью методов вакуумной ионно-плазменной технологии можно выполнить: 1) модифицирование поверхностных слоев: ионно-диффузионное насыщение; (ионное азотирование,
- 3. Преимущества методов вакуумного ионно-плазменного упрочнения высокая адгезия покрытия к подложке; равномерность покрытия по толщине на большой
- 4. Ионное распыление Ионные распылители разделяют на две группы: плазмоионные, в которых мишень находится в газоразрядной плазме,
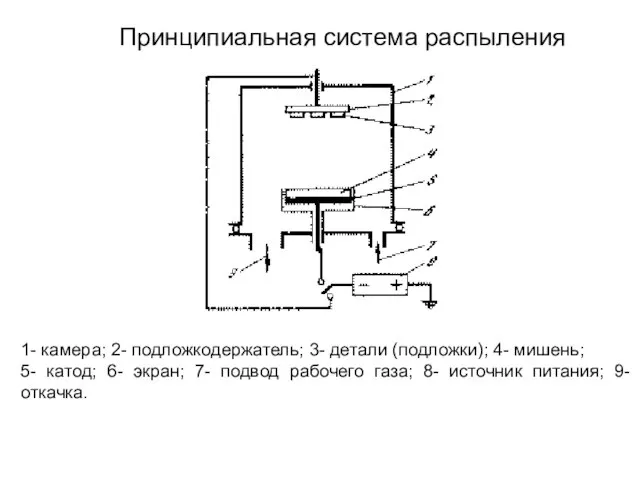
- 5. Принципиальная система распыления 1- камера; 2- подложкодержатель; 3- детали (подложки); 4- мишень; 5- катод; 6- экран;
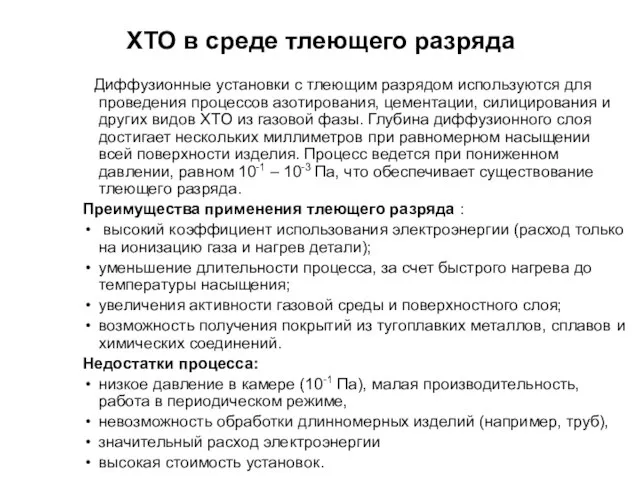
- 6. ХТО в среде тлеющего разряда Диффузионные установки с тлеющим разрядом используются для проведения процессов азотирования, цементации,
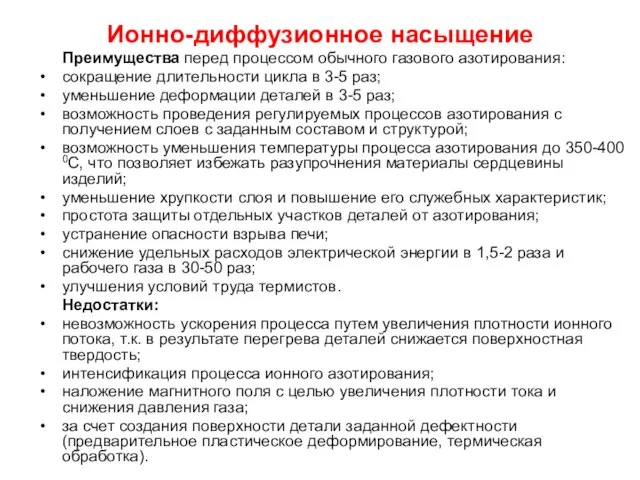
- 7. Ионно-диффузионное насыщение Преимущества перед процессом обычного газового азотирования: сокращение длительности цикла в 3-5 раз; уменьшение деформации
- 8. Установка ионной цементации ЭВТ 25
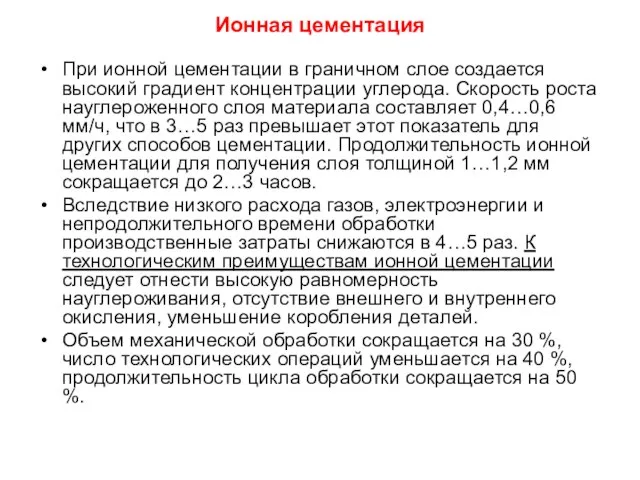
- 9. Ионная цементация При ионной цементации в граничном слое создается высокий градиент концентрации углерода. Скорость роста науглероженного
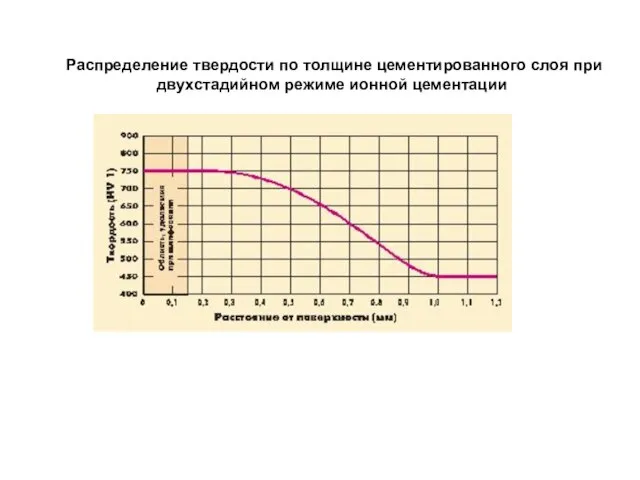
- 10. Распределение твердости по толщине цементированного слоя при двухстадийном режиме ионной цементации
- 11. Внешний вид установки для ионного азотирования
- 12. Процесс ионного азотирования
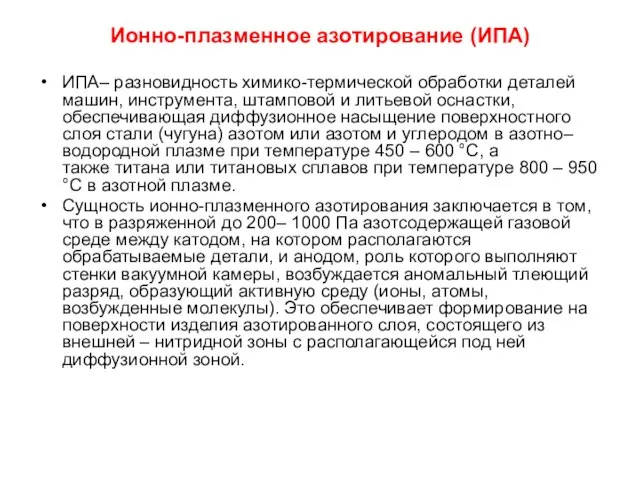
- 13. Ионно-плазменное азотирование (ИПА) ИПА– разновидность химико-термической обработки деталей машин, инструмента, штамповой и литьевой оснастки, обеспечивающая диффузионное
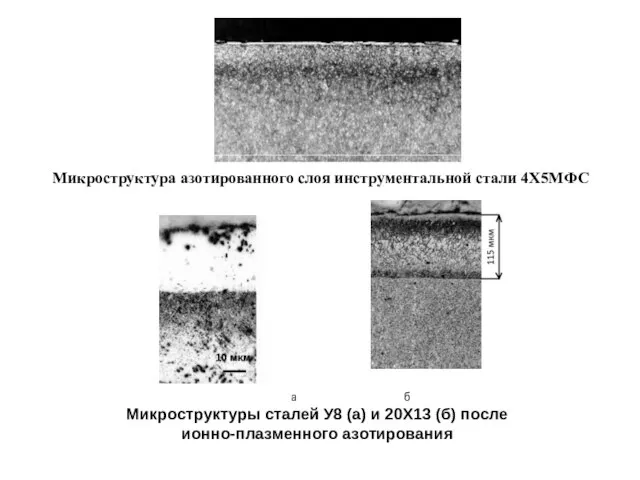
- 14. Микроструктура азотированного слоя инструментальной стали 4Х5МФС
- 15. Шестерни в камере установки
- 16. Установка УА-63-950/3400 с изменяемой геометрией рабочей камеры (высота 1,7 или 3,4 м)
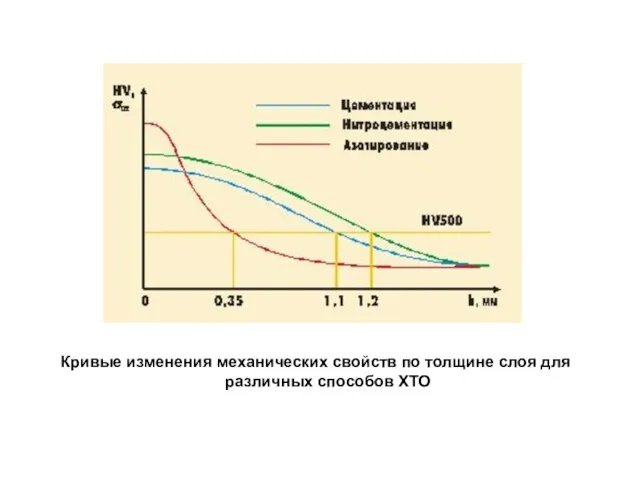
- 17. Кривые изменения механических свойств по толщине слоя для различных способов ХТО
- 18. Применение метода ионно-плазменного азотирования данным методом обрабатываются следующие изделия: форсунки для легковых автомобилей, несущие пластины автоматического
- 19. МЕТОДЫ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ И ИХ РЕАЛИЗАЦИЯ
- 20. Металлизация изделий по типу 1 производится в декоративных целях, для повышения твёрдости и износостойкости, для защиты
- 22. Скачать презентацию
Слайд 2С помощью методов вакуумной ионно-плазменной технологии можно выполнить:
1) модифицирование поверхностных слоев:
ионно-диффузионное
С помощью методов вакуумной ионно-плазменной технологии можно выполнить:
1) модифицирование поверхностных слоев:
ионно-диффузионное
Слайд 3Преимущества методов вакуумного ионно-плазменного упрочнения
высокая адгезия покрытия к подложке;
равномерность покрытия по толщине
Преимущества методов вакуумного ионно-плазменного упрочнения
высокая адгезия покрытия к подложке;
равномерность покрытия по толщине
Слайд 4Ионное распыление
Ионные распылители разделяют на две группы:
плазмоионные, в которых мишень находится
Ионное распыление
Ионные распылители разделяют на две группы:
плазмоионные, в которых мишень находится
Слайд 5Принципиальная система распыления
1- камера; 2- подложкодержатель; 3- детали (подложки); 4- мишень;
5-
Принципиальная система распыления
1- камера; 2- подложкодержатель; 3- детали (подложки); 4- мишень;
5-
Слайд 6ХТО в среде тлеющего разряда
Диффузионные установки с тлеющим разрядом используются для
ХТО в среде тлеющего разряда
Диффузионные установки с тлеющим разрядом используются для
Слайд 7Ионно-диффузионное насыщение
Преимущества перед процессом обычного газового азотирования:
сокращение длительности цикла в 3-5 раз;
уменьшение
Ионно-диффузионное насыщение
Преимущества перед процессом обычного газового азотирования:
сокращение длительности цикла в 3-5 раз;
уменьшение
Слайд 8Установка ионной цементации ЭВТ 25
Установка ионной цементации ЭВТ 25

Слайд 9Ионная цементация
При ионной цементации в граничном слое создается высокий градиент концентрации углерода.
Ионная цементация
При ионной цементации в граничном слое создается высокий градиент концентрации углерода.
Слайд 10
Распределение твердости по толщине цементированного слоя при двухстадийном режиме ионной цементации
Распределение твердости по толщине цементированного слоя при двухстадийном режиме ионной цементации
Слайд 11 Внешний вид установки для ионного азотирования
Внешний вид установки для ионного азотирования

Слайд 12
Процесс ионного азотирования
Процесс ионного азотирования

Слайд 13Ионно-плазменное азотирование (ИПА)
ИПА– разновидность химико-термической обработки деталей машин, инструмента, штамповой и литьевой
Ионно-плазменное азотирование (ИПА)
ИПА– разновидность химико-термической обработки деталей машин, инструмента, штамповой и литьевой
Слайд 14Микроструктура азотированного слоя инструментальной стали 4Х5МФС
Микроструктура азотированного слоя инструментальной стали 4Х5МФС
Слайд 15
Шестерни в камере установки
Шестерни в камере установки

Слайд 16Установка УА-63-950/3400 с изменяемой геометрией рабочей камеры (высота 1,7 или 3,4 м)
Установка УА-63-950/3400 с изменяемой геометрией рабочей камеры (высота 1,7 или 3,4 м)

Слайд 17
Кривые изменения механических свойств по толщине слоя для различных способов ХТО
Кривые изменения механических свойств по толщине слоя для различных способов ХТО
Слайд 18Применение метода ионно-плазменного азотирования
данным методом обрабатываются следующие изделия:
форсунки для легковых
Применение метода ионно-плазменного азотирования
данным методом обрабатываются следующие изделия:
форсунки для легковых
Слайд 19МЕТОДЫ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ И ИХ РЕАЛИЗАЦИЯ
МЕТОДЫ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ И ИХ РЕАЛИЗАЦИЯ
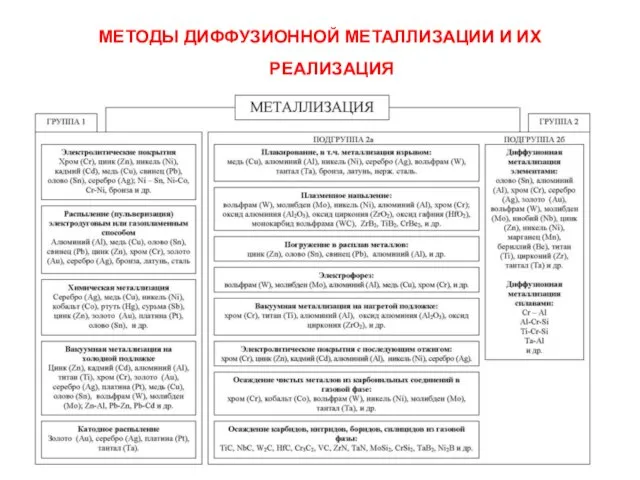
Слайд 20Металлизация изделий по типу 1 производится в декоративных целях, для повышения твёрдости
Металлизация изделий по типу 1 производится в декоративных целях, для повышения твёрдости
 Атомно-абсорбционный анализ
Атомно-абсорбционный анализ УНИДРУА: международный институт по унификации частного права
УНИДРУА: международный институт по унификации частного права 2. Водопад Виктория. 3. Высота и ширина водопада. 4. Как течет З
2. Водопад Виктория. 3. Высота и ширина водопада. 4. Как течет З Владимир Алексеевич Зернов - доктор технических наук, профессор, Ректор Российского нового университета, Председатель Совета Асс
Владимир Алексеевич Зернов - доктор технических наук, профессор, Ректор Российского нового университета, Председатель Совета Асс Водоросли
Водоросли Предмет юрислингвистики. Язык и право
Предмет юрислингвистики. Язык и право Массаж. Московский район Санкт-Петербурга
Массаж. Московский район Санкт-Петербурга PetroCup rules
PetroCup rules Презентация на тему Аборты. О вреде абортов
Презентация на тему Аборты. О вреде абортов  Умные тележки. Проект
Умные тележки. Проект В гостях у русской печки
В гостях у русской печки Презентация на тему Помощь при автодорожном происшествии
Презентация на тему Помощь при автодорожном происшествии Презентация на тему Древние археологические памятники Урала
Презентация на тему Древние археологические памятники Урала Введение в мир фракталов
Введение в мир фракталов Architecture of London
Architecture of London Металлическая посуда
Металлическая посуда О комплексе мер по модернизации системы общего образования Красноярского края
О комплексе мер по модернизации системы общего образования Красноярского края Active Vocabulary
Active Vocabulary Диагностическая модель в психологии социальной работы
Диагностическая модель в психологии социальной работы Информация для родителей будущих первоклассников 2021
Информация для родителей будущих первоклассников 2021 Презентация на тему Конденсаторы и электроёмкость
Презентация на тему Конденсаторы и электроёмкость Развитие представлений о Вселенной
Развитие представлений о Вселенной Практический семинарТЕМА:
Практический семинарТЕМА: Город-герой Киев (10 класс)
Город-герой Киев (10 класс) Быть или не быть, курить иль не курить
Быть или не быть, курить иль не курить Способы измерения влияния факторов в детерминированном анализе
Способы измерения влияния факторов в детерминированном анализе Модернизация региональных систем общего образования
Модернизация региональных систем общего образования Предлоги к, от
Предлоги к, от