- Ионно- диффузионные методы ХТО

Содержание
- 2. . Вакуумное ионно-плазменное упрочнение. Методы ионно-плазменной обработки: Ионное распыление. Ионное легирование (имплантация). Ионное осаждение покрытий. Ионно-диффузионное
- 3. Вакуумное ионно-плазменное упрочнение Основано на воздействии на поверхность детали потоков частиц и квантов с высокой энергией.
- 4. Генерация: корпускулярного потока вещества возможна его испарением (сублимацией) и распылением. Испарение: переход конденсированной фазы в пар
- 5. Достоинством данных методов является возможность создания высокого уровня физико-механических свойств материалов в тонких поверхностных слоях, нанесение
- 6. С помощью методов вакуумной ионно-плазменной технологии можно выполнить: 1) модифицирование поверхностных слоев: ионно-диффузионное насыщение; (ионное азотирование,
- 7. Ионное распыление 1 – камера; 2 – подложкодержатель; 3 – детали (подложки); 4 – мишень; 5
- 8. Ионная цементация Установка ионной цементации ЭВТ 25 При ионной цементации в граничном слое создается высокий градиент
- 9. Ионно-плазменное азотирование (ИПА) – это разновидность химико-термической обработки деталей машин, инструмента, штамповой и литьевой оснастки, обеспечивающая
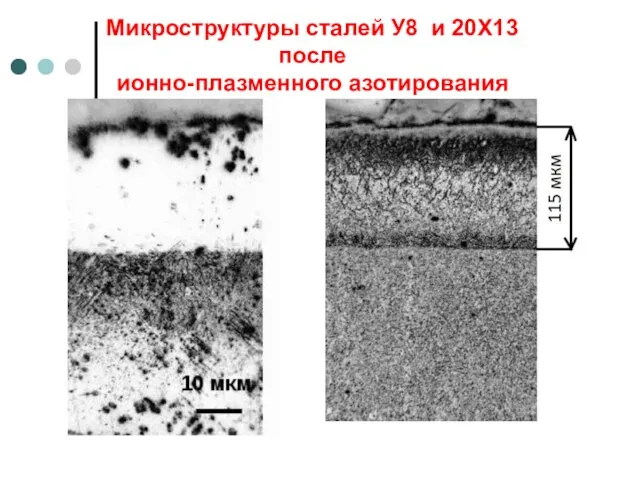
- 10. Микроструктуры сталей У8 и 20Х13 после ионно-плазменного азотирования
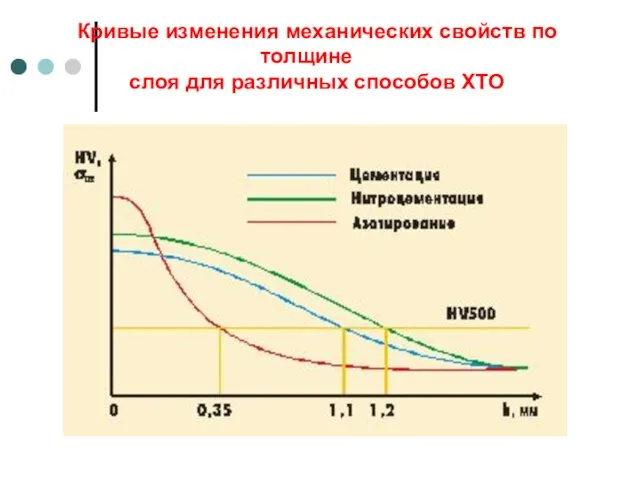
- 11. Кривые изменения механических свойств по толщине слоя для различных способов ХТО
- 12. . Ионное напыление
- 14. Скачать презентацию
Слайд 2
.
Вакуумное ионно-плазменное упрочнение.
Методы ионно-плазменной обработки:
Ионное распыление.
Ионное легирование (имплантация).
Ионное осаждение покрытий.
Ионно-диффузионное насыщение.
.
Вакуумное ионно-плазменное упрочнение.
Методы ионно-плазменной обработки:
Ионное распыление.
Ионное легирование (имплантация).
Ионное осаждение покрытий.
Ионно-диффузионное насыщение.
Слайд 3Вакуумное ионно-плазменное упрочнение
Основано на воздействии на поверхность детали потоков частиц и
Вакуумное ионно-плазменное упрочнение
Основано на воздействии на поверхность детали потоков частиц и
Слайд 4Генерация: корпускулярного потока вещества возможна его испарением (сублимацией) и распылением.
Испарение: переход
Генерация: корпускулярного потока вещества возможна его испарением (сублимацией) и распылением.
Испарение: переход
Слайд 5Достоинством данных методов является возможность создания высокого уровня физико-механических свойств материалов в
Достоинством данных методов является возможность создания высокого уровня физико-механических свойств материалов в
Слайд 6С помощью методов вакуумной ионно-плазменной технологии можно выполнить:
1) модифицирование поверхностных слоев:
ионно-диффузионное насыщение;
С помощью методов вакуумной ионно-плазменной технологии можно выполнить:
1) модифицирование поверхностных слоев:
ионно-диффузионное насыщение;
Слайд 7Ионное распыление
1 – камера; 2 – подложкодержатель; 3 – детали (подложки);
Ионное распыление
1 – камера; 2 – подложкодержатель; 3 – детали (подложки);

Слайд 8Ионная цементация
Установка ионной цементации ЭВТ 25
При ионной цементации в граничном слое
Ионная цементация
Установка ионной цементации ЭВТ 25
При ионной цементации в граничном слое

Слайд 9Ионно-плазменное азотирование (ИПА) – это разновидность химико-термической обработки деталей машин, инструмента, штамповой и
Ионно-плазменное азотирование (ИПА) – это разновидность химико-термической обработки деталей машин, инструмента, штамповой и
Слайд 10Микроструктуры сталей У8 и 20Х13 после
ионно-плазменного азотирования
Микроструктуры сталей У8 и 20Х13 после
ионно-плазменного азотирования
Слайд 11Кривые изменения механических свойств по толщине
слоя для различных способов ХТО
Кривые изменения механических свойств по толщине
слоя для различных способов ХТО
Слайд 12
.
Ионное напыление
.
Ионное напыление

 О вреде курения для детей
О вреде курения для детей Казанский государственный институт культуры
Казанский государственный институт культуры Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ
Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ Важные советы для ведения переговоров
Важные советы для ведения переговоров Таиланд
Таиланд Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries
Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries Организация деятельности отделения психологического обеспечения
Организация деятельности отделения психологического обеспечения Education in Great Britain
Education in Great Britain  Бюджет для граждан 2021 год
Бюджет для граждан 2021 год Готика (готический стиль). Конец 12 - 14 век
Готика (готический стиль). Конец 12 - 14 век Жесткий диск
Жесткий диск Юридические коллизии: понятие и способы их разрешения
Юридические коллизии: понятие и способы их разрешения Гипертония
Гипертония  Фенотипическая или модификационная изменчивость
Фенотипическая или модификационная изменчивость Архитектура первой половины XIX века
Архитектура первой половины XIX века искусство высокого возрождения
искусство высокого возрождения Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины
Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины 23 февраля – День Защитника Отечества
23 февраля – День Защитника Отечества Дороги, которые мы выбираем
Дороги, которые мы выбираем Шоколад-польза или вред?
Шоколад-польза или вред? Из истории вышивки
Из истории вышивки Презентация Нагрузки и воздействия
Презентация Нагрузки и воздействия A Day to Remember. The Past Simple Tense
A Day to Remember. The Past Simple Tense «Пословицы и поговорки на современный лад»
«Пословицы и поговорки на современный лад» Программно-аппаратный комплекс для построения среды электронного документооборота
Программно-аппаратный комплекс для построения среды электронного документооборота Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством
Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством Моделирование и конструирование
Моделирование и конструирование Бухгалтерский умный модуль
Бухгалтерский умный модуль