Использование принципов (инструментов) бережливого производства с целью повышения производительности труда
- Использование принципов (инструментов) бережливого производства с целью повышения производительности труда

Содержание
- 2. История развития Бережливого производства ГАРРИНГТОН ЭМЕРСОН Американский инженер в области повышения эффективности производства. Разработал принципы повышения
- 3. История развития Бережливого производства ФРЕДЕРИК УИНСЛОУ ТЕЙЛОР Основоположник методов научной организации труда и производственного менеждмента. Им
- 4. История развития Бережливого производства ГЕНРИ ФОРД 1914 г.- создал первую в мире модель производственного потока, в
- 5. История развития Бережливого производства Нижегородский автомобильный завод (НАЗ) вступил в строй 1 января 1932 и в
- 6. История развития Бережливого производства АЛЕКСЕЙ КАПИТОНОВИЧ ГАСТЕВ В СССР видным деятелем в области НОТ и производства
- 7. История развития Бережливого производства ПЛАТОН МИХАЙЛОВИЧ КЕРЖЕНЦЕВ Основатель концепции тайм-менеджмента Разработал методы хронометража рабочего времени, на
- 8. СВЕРТЫВАНИЕ АКТИВНОЙ ДЕЯТЕЛЬНОСТИ В ОБЛАСТИ НОТ История развития Бережливого производства 1926-1927 г Ставка на технический прогресс
- 9. История развития Бережливого производства ЗАМЕНА НОТ НА «СТАХАНОВСКОЕ ДВИЖЕНИЕ» Предварительная подготовка: Техническая реконструкция шахты Отбойные молотки,
- 10. История развития Бережливого производства АЛЕКСАНДР ХАРИТОНОВИЧ БУСЫГИН Александр Харитонович Бусыгин (1907-1985) Кузнец Горьковского автомобильного завода, зачинатель
- 11. История развития Бережливого производства ТАИТИ ОНО Таити Оно (1912-1990) Создал концепцию управления производственным предприятием, основанную на:
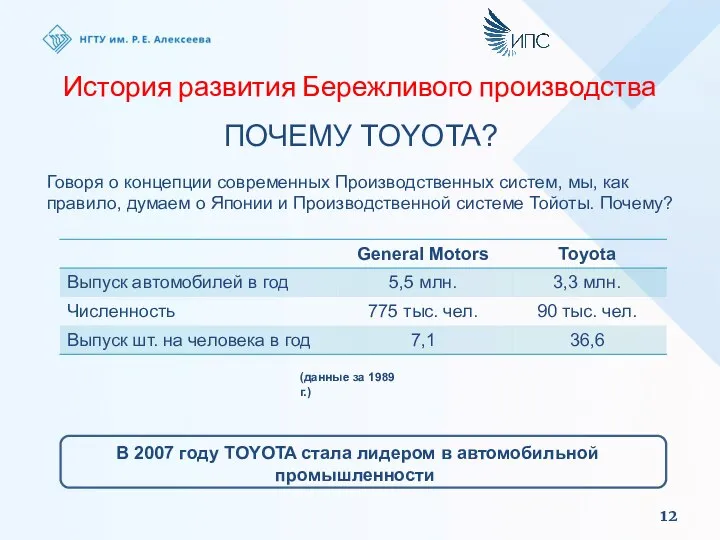
- 12. История развития Бережливого производства ПОЧЕМУ TOYOTA? Говоря о концепции современных Производственных систем, мы, как правило, думаем
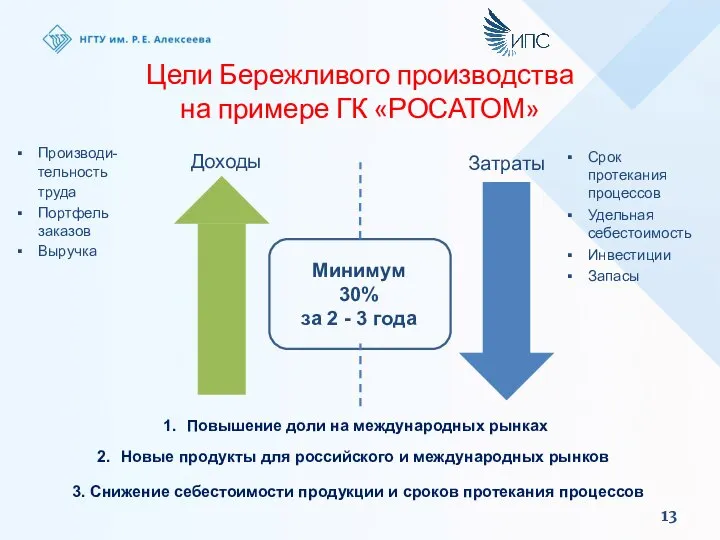
- 13. Цели Бережливого производства на примере ГК «РОСАТОМ» Производи-тельность труда Портфель заказов Выручка Минимум 30% за 2
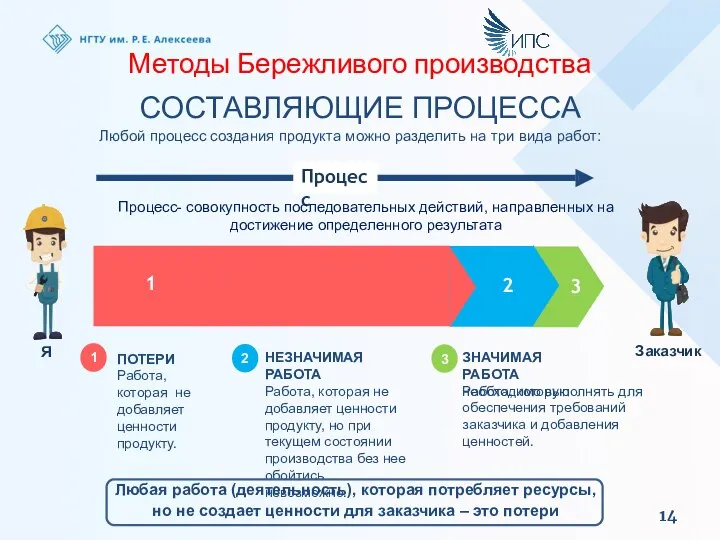
- 14. Методы Бережливого производства СОСТАВЛЯЮЩИЕ ПРОЦЕССА Любой процесс создания продукта можно разделить на три вида работ: Процесс
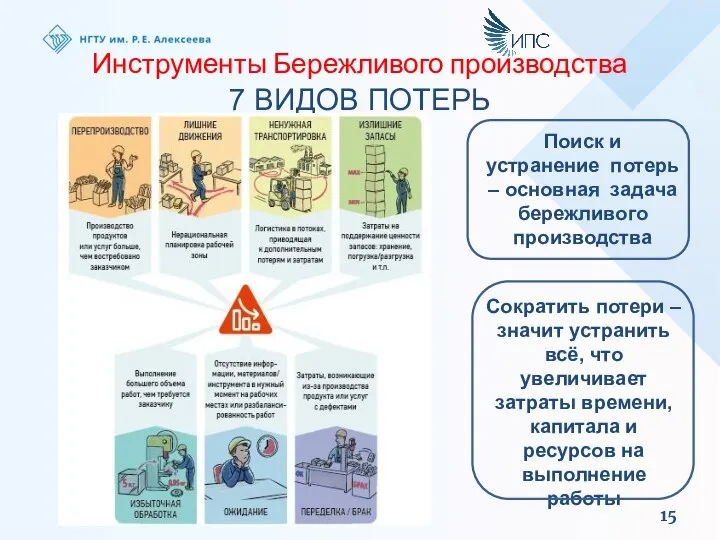
- 15. Инструменты Бережливого производства 7 ВИДОВ ПОТЕРЬ Поиск и устранение потерь – основная задача бережливого производства Сократить
- 16. Инструменты Бережливого производства ВИДЫ ПОТЕРЬ. ЛИШНИЕ ДВИЖЕНИЯ Вызваны дезорганизацией последовательности выполнения работ и нерациональной планировкой рабочей
- 17. Инструменты Бережливого производства ВИДЫ ПОТЕРЬ. ЛИШНЯЯ ТРАНСПОРТИРОВКА Результатом ненужных перевозок являются дополнительные затраты, повреждения, время на
- 18. Инструменты Бережливого производства ВИДЫ ПОТЕРЬ. ИЗЛИШНИЕ ЗАПАСЫ Запасы предполагают затраты ресурсов на поддержание их ценности: обслуживание
- 19. Инструменты Бережливого производства ВИДЫ ПОТЕРЬ. ИЗБЫТОЧНАЯ ОБРАБОТКА Выполнение большего объема работ, чем требуется для удовлетворения требований
- 20. Инструменты Бережливого производства ВИДЫ ПОТЕРЬ. ОЖИДАНИЕ Ожидание окончания работы машины, прибытия деталей/материалов, ожидание информации
- 21. Инструменты Бережливого производства ВИДЫ ПОТЕРЬ. ПЕРЕДЕЛКА / БРАК Ремонт или исправление брака не представляет ценности для
- 22. Инструменты Бережливого производства ВИДЫ ПОТЕРЬ. ПЕРЕПРОИЗВОДСТВО Вид потерь, который скрывает другие потери и проблемы. Существующий постоянный
- 23. Инструменты Бережливого производства
- 24. Инструменты Бережливого производства СИСТЕМА 5С 5С - система организации рабочего пространства, обеспечивающая безопасное и эффективное выполнение
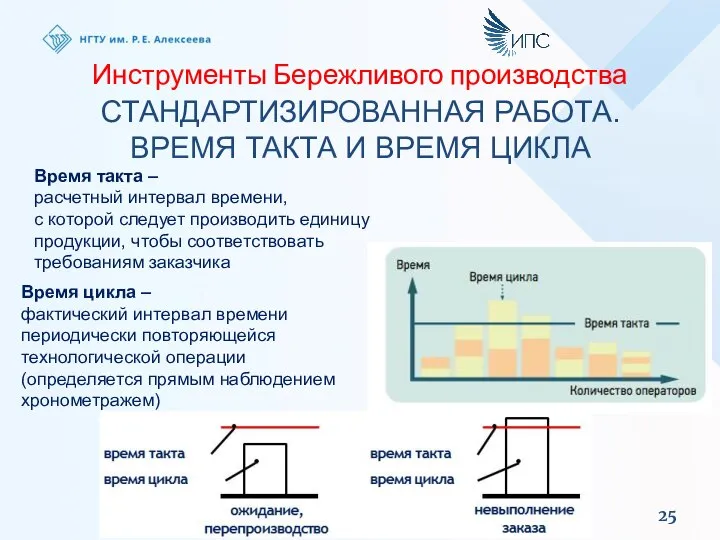
- 25. Инструменты Бережливого производства СТАНДАРТИЗИРОВАННАЯ РАБОТА. ВРЕМЯ ТАКТА И ВРЕМЯ ЦИКЛА Время такта – расчетный интервал времени,
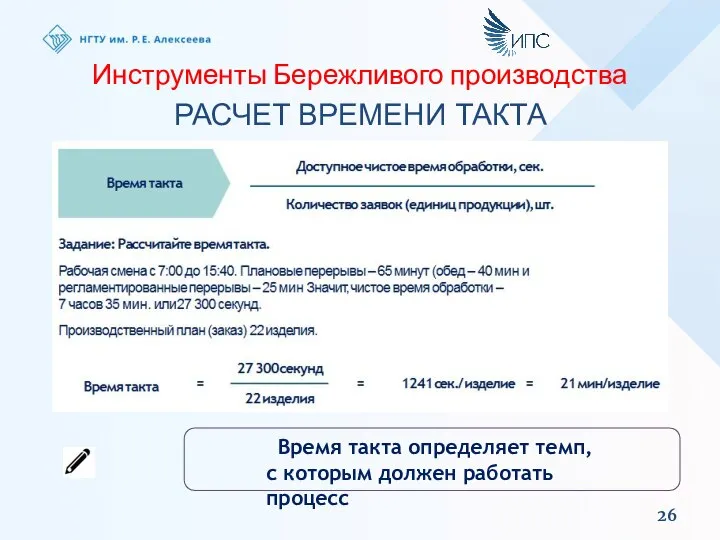
- 26. Инструменты Бережливого производства РАСЧЕТ ВРЕМЕНИ ТАКТА Время такта определяет темп, с которым должен работать процесс
- 27. Инструменты Бережливого производства БАЛАНСИРОВКА ПРОЦЕССА Балансировка процесса – выравнивание времени выполнения шагов процесса ПРОВЕСТИ ХРОНОМЕТРАЖ КАЖДОЙ
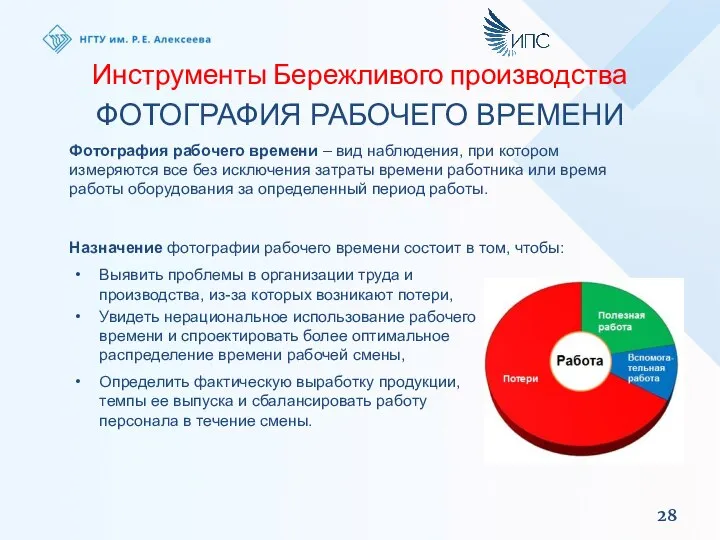
- 28. Инструменты Бережливого производства ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ Фотография рабочего времени – вид наблюдения, при котором измеряются все
- 29. Инструменты Бережливого производства ХРОНОМЕТРАЖ КАК МЕТОД ФОТОГРАФИИ РАБОЧЕГО ДНЯ Хронометраж – это инструмент, который помогает отследить,
- 30. Инструменты Бережливого производства ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ ЧЕРЕЗ СТЕНДЫ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ И АНАЛИЗА Стенд производственного контроля и анализа
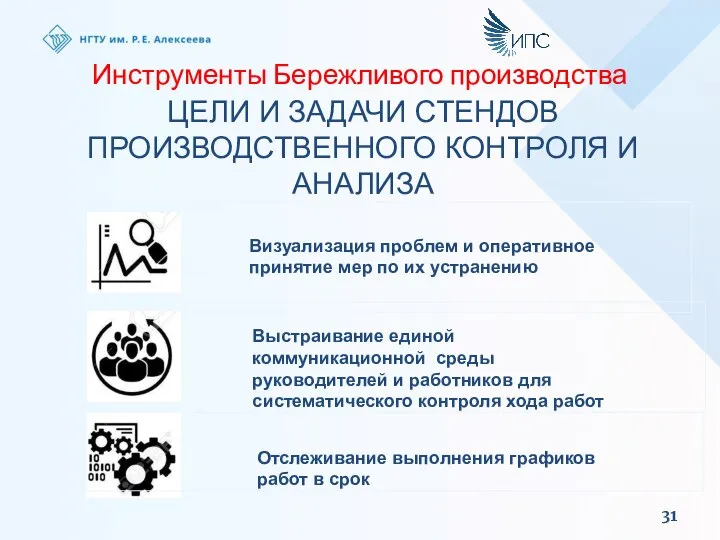
- 31. Инструменты Бережливого производства ЦЕЛИ И ЗАДАЧИ СТЕНДОВ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ И АНАЛИЗА Визуализация проблем и оперативное принятие
- 32. Инструменты Бережливого производства КАРТИРОВАНИЕ КАРТИРОВАНИЕ – инструмент визуализации и анализа материального и информационного потоков в процессе
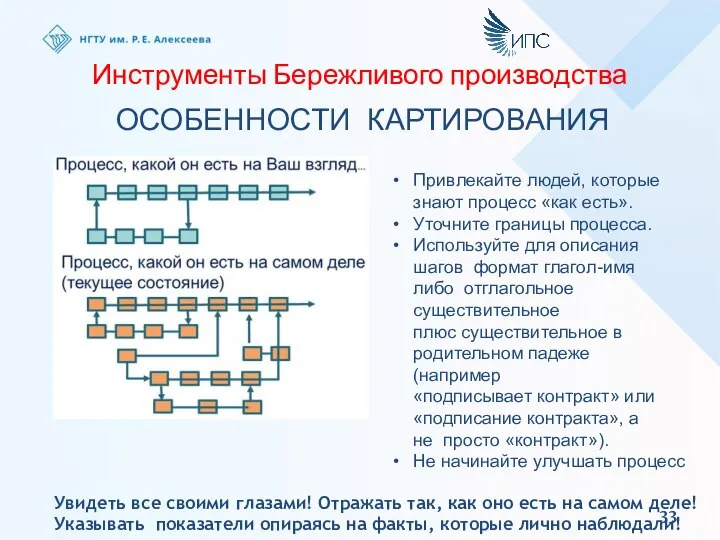
- 33. Инструменты Бережливого производства Привлекайте людей, которые знают процесс «как есть». Уточните границы процесса. Используйте для описания
- 34. Инструменты Бережливого производства КАРТЫ ПОТОКА СОЗДАНИЯ ЦЕННОСТИ Карты потока создания ценности применяются для отражения трёх состояний
- 35. Инструменты Бережливого производства КАРТИРОВАНИЕ Картирование процесса поможет понять: Процесс в целом. Как правило, сотрудники сосредоточены на
- 36. Инструменты Бережливого производства Перед началом картирования: Согласовать объект картирования (проект, продукт) с заказчиком и соисполнителями, Определить
- 37. Инструменты Бережливого производства КАРТИРОВАНИЕ - ПРОИЗВОДСТВО Основные условные обозначения для изображения карты ПСЦ
- 38. Инструменты Бережливого производства КАРТИРОВАНИЕ - ОФИС Основные условные обозначения для изображения карты ПСЦ
- 39. Инструменты Бережливого производства КАРТИРОВАНИЕ - ОФИС Основные условные обозначения для изображения карты ПСЦ
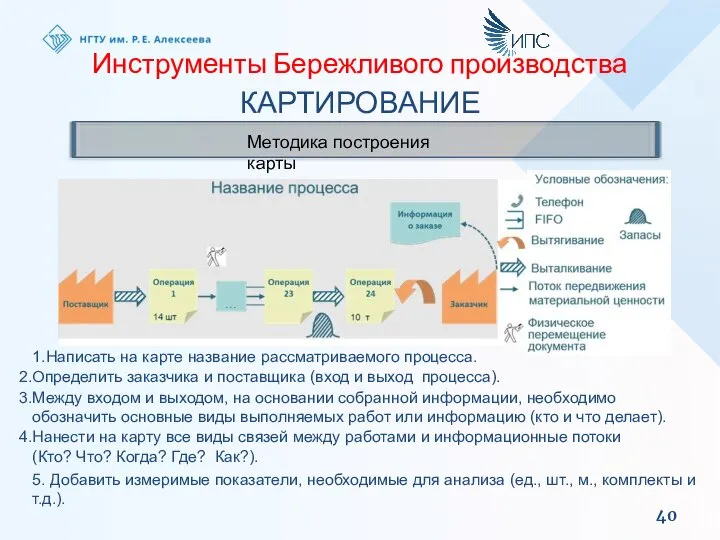
- 40. Инструменты Бережливого производства КАРТИРОВАНИЕ Методика построения карты 1.Написать на карте название рассматриваемого процесса. Определить заказчика и
- 41. Инструменты Бережливого производства КАРТИРОВАНИЕ Методика построения карты Добавить информацию о возникающем незавершенном производстве (запасах). Нанести на
- 42. Инструменты Бережливого производства КАРТИРОВАНИЕ Поиск потерь Цель – устранить все потери и свести всю незначимую работу
- 43. Инструменты Бережливого производства КАРТИРОВАНИЕ Методика построения карты Определить, к какой работе относится каждый этап: значимая, незначимая
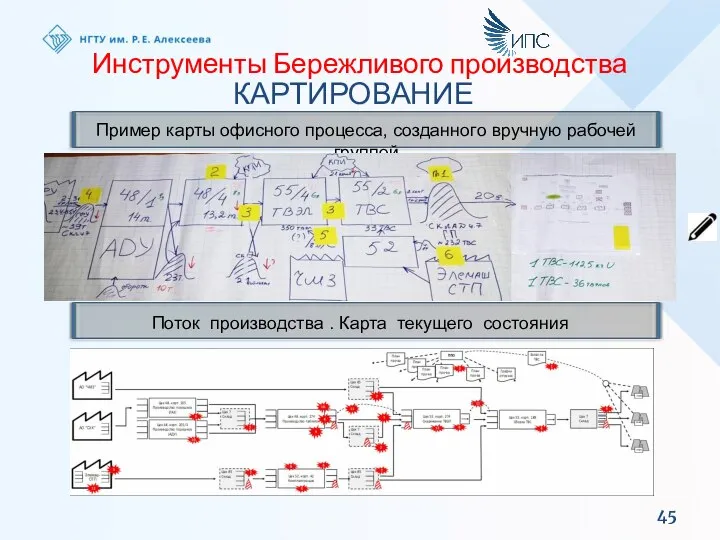
- 44. Инструменты Бережливого производства КАРТИРОВАНИЕ Пример карты офисного процесса, созданного вручную рабочей группой Электронный вид карты офисного
- 45. Инструменты Бережливого производства КАРТИРОВАНИЕ Пример карты офисного процесса, созданного вручную рабочей группой Поток производства . Карта
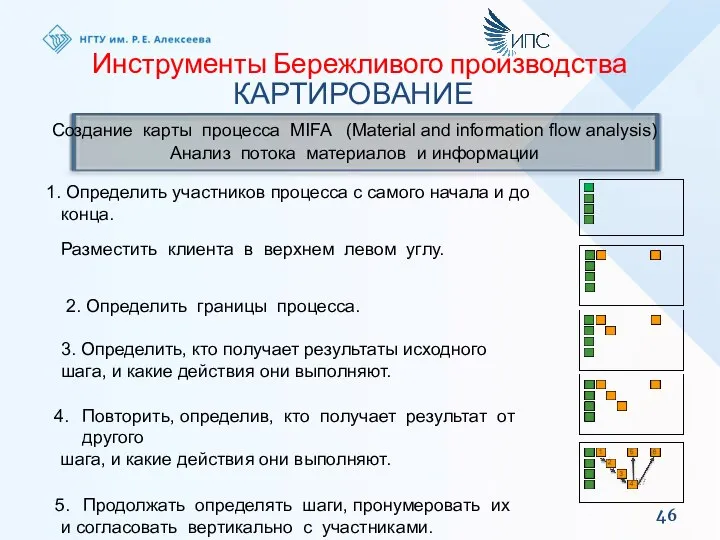
- 46. Инструменты Бережливого производства КАРТИРОВАНИЕ Создание карты процесса MIFA (Material and information flow analysis) Анализ потока материалов
- 47. Инструменты Бережливого производства РЕШЕНИЕ ПРОБЛЕМ
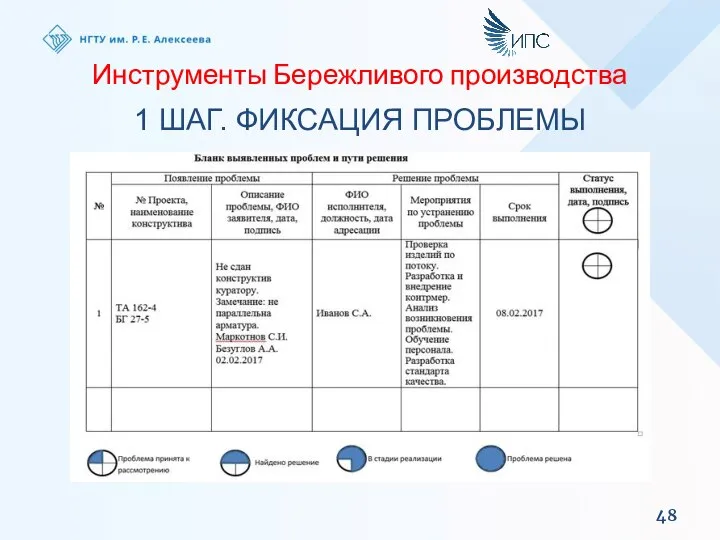
- 48. Инструменты Бережливого производства 1 ШАГ. ФИКСАЦИЯ ПРОБЛЕМЫ
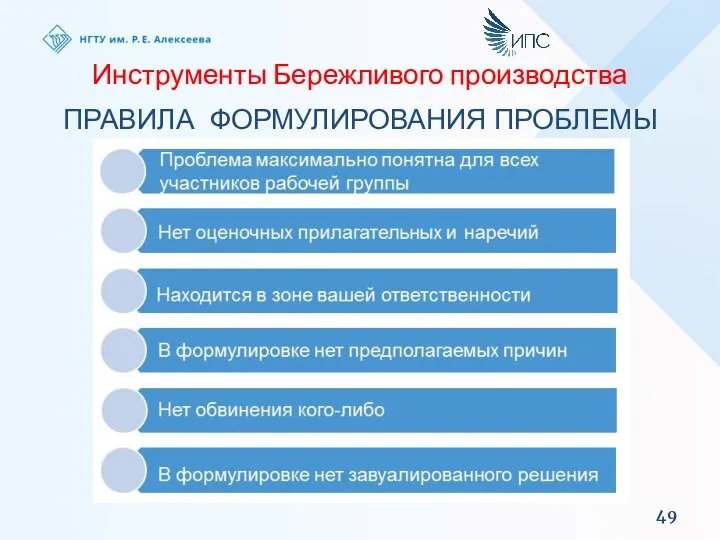
- 49. Инструменты Бережливого производства ПРАВИЛА ФОРМУЛИРОВАНИЯ ПРОБЛЕМЫ
- 50. Инструменты Бережливого производства 2 ШАГ. ОПИСАНИЕ ПРОБЛЕМЫ Чтобы выявить первопричину проблемы, необходимо ее правильно описать Примеры
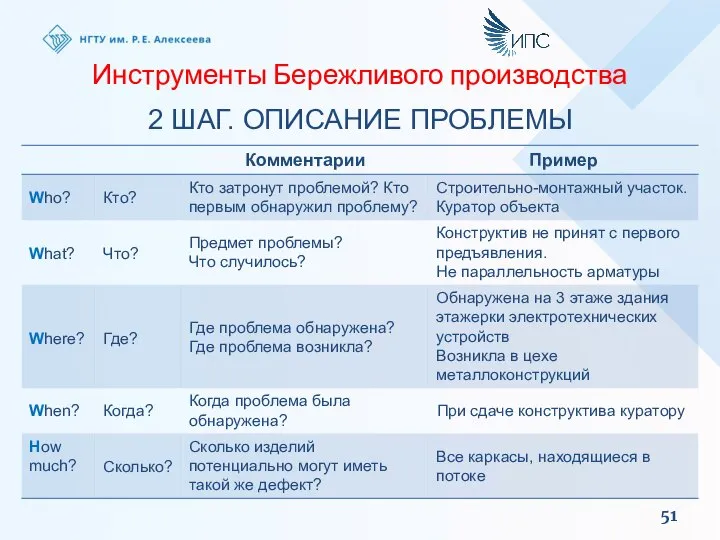
- 51. Инструменты Бережливого производства 2 ШАГ. ОПИСАНИЕ ПРОБЛЕМЫ
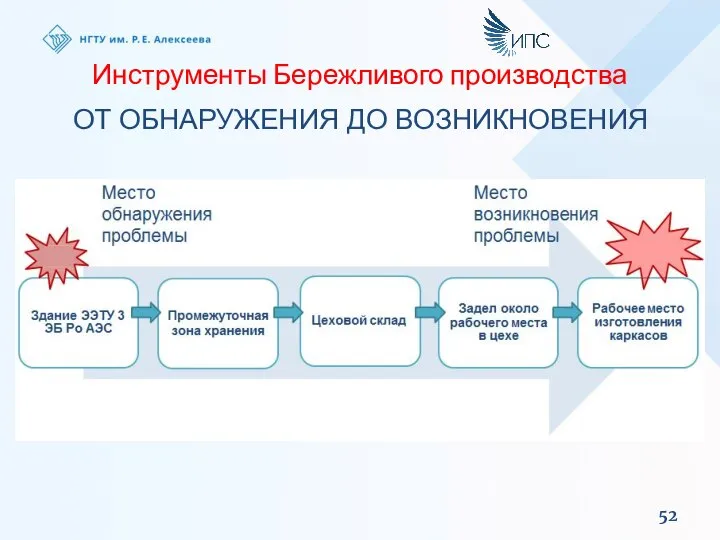
- 52. Инструменты Бережливого производства ОТ ОБНАРУЖЕНИЯ ДО ВОЗНИКНОВЕНИЯ
- 53. Инструменты Бережливого производства 3 ШАГ. ПОИСК КОРЕННОЙ ПРИЧИНЫ (ИСПОЛЬЗУЯ МЕТОД 5 ПОЧЕМУ)
- 54. Инструменты Бережливого производства 4 ШАГ. ВЫБОР СПОСОБА РЕШЕНИЯ ПРОБЛЕМЫ Замотать скотчем Прикрутить винтами КАК? Прибить гвоздями
- 55. Инструменты Бережливого производства 5 ШАГ. РАЗРАБОТКА И ВНЕДРЕНИЕ КОНТРМЕРЫ Разработать план действий Кто? Где? Когда? Как?
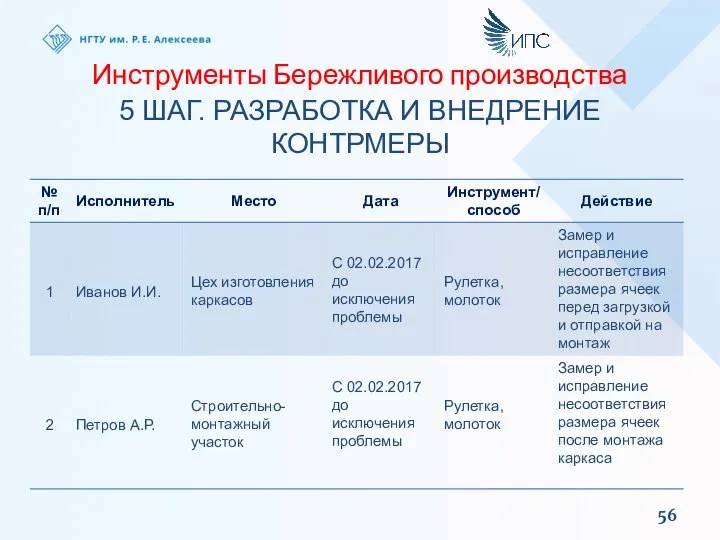
- 56. Инструменты Бережливого производства 5 ШАГ. РАЗРАБОТКА И ВНЕДРЕНИЕ КОНТРМЕРЫ
- 57. Инструменты Бережливого производства 6 ШАГ. ОТСЛЕЖИВАНИЕ РЕЗУЛЬТАТА Необходимо вести мониторинг возникновения этой проблемы в будущем
- 59. Скачать презентацию
Слайд 2
История развития Бережливого производства
ГАРРИНГТОН ЭМЕРСОН
Американский инженер в области повышения эффективности производства.
Разработал
История развития Бережливого производства
ГАРРИНГТОН ЭМЕРСОН
Американский инженер в области повышения эффективности производства.
Разработал
Слайд 3
История развития Бережливого производства
ФРЕДЕРИК УИНСЛОУ ТЕЙЛОР
Основоположник методов научной организации труда и
История развития Бережливого производства
ФРЕДЕРИК УИНСЛОУ ТЕЙЛОР
Основоположник методов научной организации труда и
Слайд 4
История развития Бережливого производства
ГЕНРИ ФОРД
1914 г.- создал первую в мире модель
История развития Бережливого производства
ГЕНРИ ФОРД
1914 г.- создал первую в мире модель
Слайд 5
История развития Бережливого производства
Нижегородский автомобильный завод (НАЗ) вступил в строй 1
История развития Бережливого производства
Нижегородский автомобильный завод (НАЗ) вступил в строй 1

Слайд 6
История развития Бережливого производства
АЛЕКСЕЙ КАПИТОНОВИЧ ГАСТЕВ
В СССР видным деятелем в области
История развития Бережливого производства
АЛЕКСЕЙ КАПИТОНОВИЧ ГАСТЕВ
В СССР видным деятелем в области

Слайд 7
История развития Бережливого производства
ПЛАТОН МИХАЙЛОВИЧ КЕРЖЕНЦЕВ
Основатель концепции тайм-менеджмента
Разработал методы хронометража
История развития Бережливого производства
ПЛАТОН МИХАЙЛОВИЧ КЕРЖЕНЦЕВ
Основатель концепции тайм-менеджмента
Разработал методы хронометража
Слайд 8
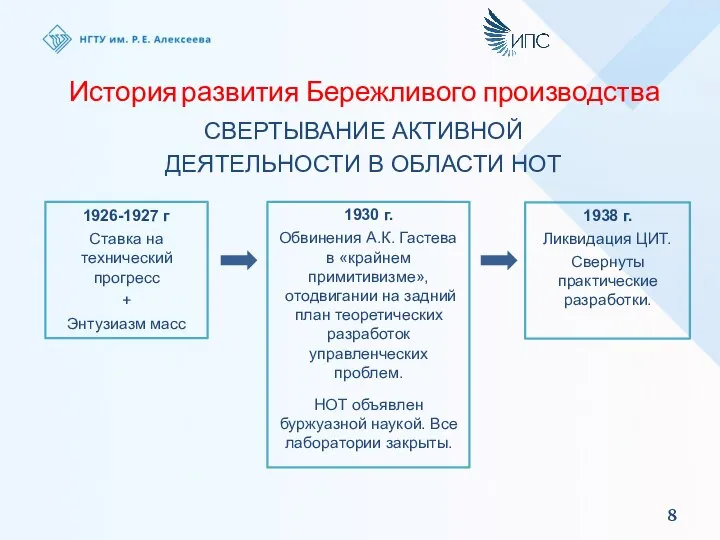
СВЕРТЫВАНИЕ АКТИВНОЙ
ДЕЯТЕЛЬНОСТИ В ОБЛАСТИ НОТ
История развития Бережливого производства
1926-1927 г
Ставка на
СВЕРТЫВАНИЕ АКТИВНОЙ
ДЕЯТЕЛЬНОСТИ В ОБЛАСТИ НОТ
История развития Бережливого производства
1926-1927 г
Ставка на
Слайд 9
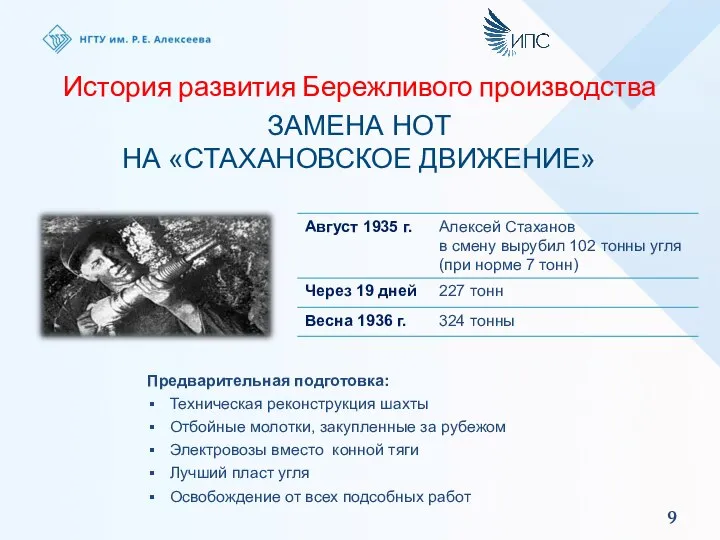
История развития Бережливого производства
ЗАМЕНА НОТ
НА «СТАХАНОВСКОЕ ДВИЖЕНИЕ»
Предварительная подготовка:
Техническая реконструкция шахты
Отбойные
История развития Бережливого производства
ЗАМЕНА НОТ
НА «СТАХАНОВСКОЕ ДВИЖЕНИЕ»
Предварительная подготовка:
Техническая реконструкция шахты
Отбойные
Слайд 10
История развития Бережливого производства
АЛЕКСАНДР ХАРИТОНОВИЧ БУСЫГИН
Александр Харитонович Бусыгин (1907-1985)
Кузнец Горьковского автомобильного
История развития Бережливого производства
АЛЕКСАНДР ХАРИТОНОВИЧ БУСЫГИН
Александр Харитонович Бусыгин (1907-1985)
Кузнец Горьковского автомобильного
Слайд 11
История развития Бережливого производства
ТАИТИ ОНО
Таити Оно (1912-1990)
Создал концепцию управления производственным
предприятием, основанную
История развития Бережливого производства
ТАИТИ ОНО
Таити Оно (1912-1990)
Создал концепцию управления производственным
предприятием, основанную
Слайд 12История развития Бережливого производства
ПОЧЕМУ TOYOTA?
Говоря о концепции современных Производственных систем, мы, как
История развития Бережливого производства
ПОЧЕМУ TOYOTA?
Говоря о концепции современных Производственных систем, мы, как
Слайд 13Цели Бережливого производства
на примере ГК «РОСАТОМ»
Производи-тельность труда
Портфель заказов
Выручка
Минимум
30%
за 2 - 3
Цели Бережливого производства
на примере ГК «РОСАТОМ»
Производи-тельность труда
Портфель заказов
Выручка
Минимум
30%
за 2 - 3
Слайд 14Методы Бережливого производства
СОСТАВЛЯЮЩИЕ ПРОЦЕССА
Любой процесс создания продукта можно разделить на
Методы Бережливого производства
СОСТАВЛЯЮЩИЕ ПРОЦЕССА
Любой процесс создания продукта можно разделить на
Слайд 15Инструменты Бережливого производства
7 ВИДОВ ПОТЕРЬ
Поиск и устранение потерь – основная задача
Инструменты Бережливого производства
7 ВИДОВ ПОТЕРЬ
Поиск и устранение потерь – основная задача
Слайд 16Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ЛИШНИЕ ДВИЖЕНИЯ
Вызваны дезорганизацией
последовательности выполнения работ и нерациональной
планировкой
Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ЛИШНИЕ ДВИЖЕНИЯ
Вызваны дезорганизацией
последовательности выполнения работ и нерациональной
планировкой

Слайд 17Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ.
ЛИШНЯЯ ТРАНСПОРТИРОВКА
Результатом ненужных перевозок являются дополнительные затраты,
Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ.
ЛИШНЯЯ ТРАНСПОРТИРОВКА
Результатом ненужных перевозок являются дополнительные затраты,

Слайд 18Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ИЗЛИШНИЕ ЗАПАСЫ
Запасы предполагают затраты ресурсов на
поддержание их
Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ИЗЛИШНИЕ ЗАПАСЫ
Запасы предполагают затраты ресурсов на
поддержание их
Слайд 19Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ИЗБЫТОЧНАЯ ОБРАБОТКА
Выполнение большего объема работ, чем
требуется для
удовлетворения
требований
Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ИЗБЫТОЧНАЯ ОБРАБОТКА
Выполнение большего объема работ, чем
требуется для
удовлетворения
требований

Слайд 20Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ОЖИДАНИЕ
Ожидание окончания
работы машины, прибытия
деталей/материалов,
ожидание информации
Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ОЖИДАНИЕ
Ожидание окончания
работы машины, прибытия
деталей/материалов,
ожидание информации
Слайд 21Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ПЕРЕДЕЛКА / БРАК
Ремонт или исправление
брака не представляет
ценности
Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ПЕРЕДЕЛКА / БРАК
Ремонт или исправление
брака не представляет
ценности
Слайд 22Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ПЕРЕПРОИЗВОДСТВО
Вид потерь, который скрывает другие потери и
Инструменты Бережливого производства
ВИДЫ ПОТЕРЬ. ПЕРЕПРОИЗВОДСТВО
Вид потерь, который скрывает другие потери и

Слайд 23Инструменты Бережливого производства
Инструменты Бережливого производства
Слайд 24Инструменты Бережливого производства
СИСТЕМА 5С
5С - система организации рабочего
пространства, обеспечивающая безопасное
и эффективное
Инструменты Бережливого производства
СИСТЕМА 5С
5С - система организации рабочего
пространства, обеспечивающая безопасное
и эффективное

Слайд 25Инструменты Бережливого производства
СТАНДАРТИЗИРОВАННАЯ РАБОТА. ВРЕМЯ ТАКТА И ВРЕМЯ ЦИКЛА
Время такта –
Инструменты Бережливого производства
СТАНДАРТИЗИРОВАННАЯ РАБОТА. ВРЕМЯ ТАКТА И ВРЕМЯ ЦИКЛА
Время такта –
Слайд 26Инструменты Бережливого производства
РАСЧЕТ ВРЕМЕНИ ТАКТА
Время такта определяет темп,
с которым должен работать
Инструменты Бережливого производства
РАСЧЕТ ВРЕМЕНИ ТАКТА
Время такта определяет темп,
с которым должен работать
Слайд 27Инструменты Бережливого производства
БАЛАНСИРОВКА ПРОЦЕССА
Балансировка процесса – выравнивание времени выполнения шагов процесса
ПРОВЕСТИ
Инструменты Бережливого производства
БАЛАНСИРОВКА ПРОЦЕССА
Балансировка процесса – выравнивание времени выполнения шагов процесса
ПРОВЕСТИ

Слайд 28Инструменты Бережливого производства
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
Фотография рабочего времени – вид наблюдения, при
Инструменты Бережливого производства
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
Фотография рабочего времени – вид наблюдения, при
Слайд 29Инструменты Бережливого производства
ХРОНОМЕТРАЖ КАК МЕТОД ФОТОГРАФИИ РАБОЧЕГО ДНЯ
Хронометраж – это инструмент,
Инструменты Бережливого производства
ХРОНОМЕТРАЖ КАК МЕТОД ФОТОГРАФИИ РАБОЧЕГО ДНЯ
Хронометраж – это инструмент,

Слайд 30Инструменты Бережливого производства
ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ
ЧЕРЕЗ СТЕНДЫ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ И АНАЛИЗА
Стенд производственного
Инструменты Бережливого производства
ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ
ЧЕРЕЗ СТЕНДЫ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ И АНАЛИЗА
Стенд производственного

Слайд 31Инструменты Бережливого производства
ЦЕЛИ И ЗАДАЧИ СТЕНДОВ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ И АНАЛИЗА
Визуализация
Инструменты Бережливого производства
ЦЕЛИ И ЗАДАЧИ СТЕНДОВ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ И АНАЛИЗА
Визуализация
Слайд 32Инструменты Бережливого производства
КАРТИРОВАНИЕ
КАРТИРОВАНИЕ – инструмент визуализации и анализа материального и информационного
Инструменты Бережливого производства
КАРТИРОВАНИЕ
КАРТИРОВАНИЕ – инструмент визуализации и анализа материального и информационного
Слайд 33Инструменты Бережливого производства
Привлекайте людей, которые
знают процесс «как есть».
Уточните границы процесса.
Используйте для
Инструменты Бережливого производства
Привлекайте людей, которые
знают процесс «как есть».
Уточните границы процесса.
Используйте для
Слайд 34Инструменты Бережливого производства
КАРТЫ ПОТОКА СОЗДАНИЯ ЦЕННОСТИ
Карты потока создания ценности применяются для
Инструменты Бережливого производства
КАРТЫ ПОТОКА СОЗДАНИЯ ЦЕННОСТИ
Карты потока создания ценности применяются для
Слайд 35Инструменты Бережливого производства
КАРТИРОВАНИЕ
Картирование процесса поможет понять:
Процесс в целом. Как правило, сотрудники
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Картирование процесса поможет понять:
Процесс в целом. Как правило, сотрудники
Слайд 36Инструменты Бережливого производства
Перед началом картирования:
Согласовать объект картирования (проект, продукт) с заказчиком
Инструменты Бережливого производства
Перед началом картирования:
Согласовать объект картирования (проект, продукт) с заказчиком
Слайд 37Инструменты Бережливого производства
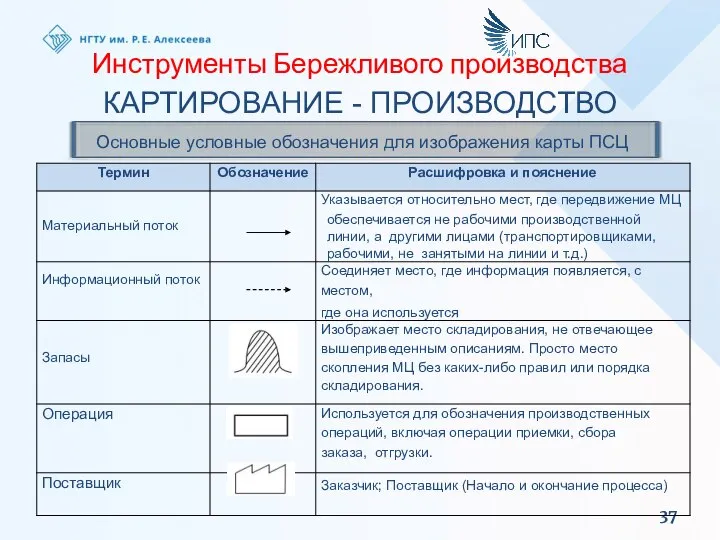
КАРТИРОВАНИЕ - ПРОИЗВОДСТВО
Основные условные обозначения для изображения карты ПСЦ
Инструменты Бережливого производства
КАРТИРОВАНИЕ - ПРОИЗВОДСТВО
Основные условные обозначения для изображения карты ПСЦ
Слайд 38Инструменты Бережливого производства
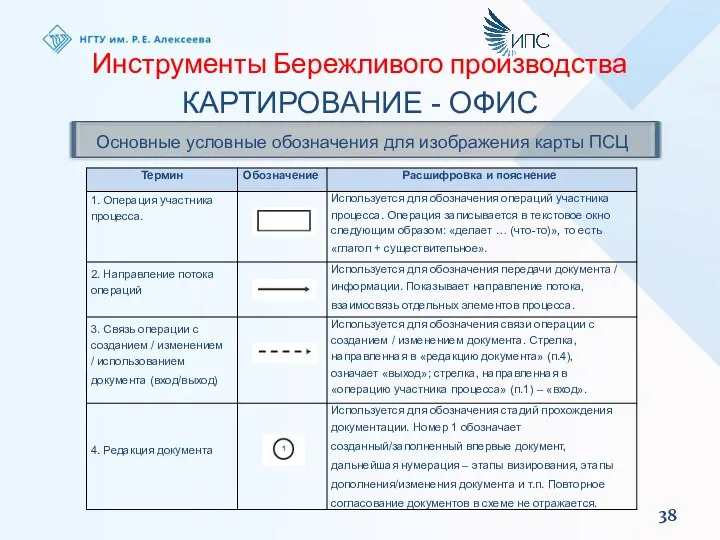
КАРТИРОВАНИЕ - ОФИС
Основные условные обозначения для изображения карты ПСЦ
Инструменты Бережливого производства
КАРТИРОВАНИЕ - ОФИС
Основные условные обозначения для изображения карты ПСЦ
Слайд 39Инструменты Бережливого производства
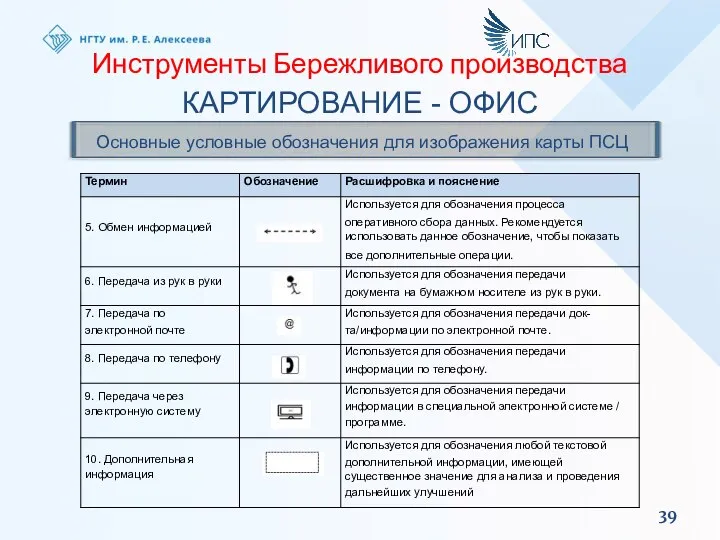
КАРТИРОВАНИЕ - ОФИС
Основные условные обозначения для изображения карты ПСЦ
Инструменты Бережливого производства
КАРТИРОВАНИЕ - ОФИС
Основные условные обозначения для изображения карты ПСЦ
Слайд 40Инструменты Бережливого производства
КАРТИРОВАНИЕ
Методика построения карты
1.Написать на карте название рассматриваемого процесса.
Определить
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Методика построения карты
1.Написать на карте название рассматриваемого процесса.
Определить
Слайд 41Инструменты Бережливого производства
КАРТИРОВАНИЕ
Методика построения карты
Добавить информацию о возникающем незавершенном производстве
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Методика построения карты
Добавить информацию о возникающем незавершенном производстве

Слайд 42Инструменты Бережливого производства
КАРТИРОВАНИЕ
Поиск потерь
Цель – устранить все потери и свести
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Поиск потерь
Цель – устранить все потери и свести

Слайд 43Инструменты Бережливого производства
КАРТИРОВАНИЕ
Методика построения карты
Определить, к какой работе относится каждый
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Методика построения карты
Определить, к какой работе относится каждый

Слайд 44Инструменты Бережливого производства
КАРТИРОВАНИЕ
Пример карты офисного процесса, созданного вручную рабочей группой
Электронный
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Пример карты офисного процесса, созданного вручную рабочей группой
Электронный

Слайд 45Инструменты Бережливого производства
КАРТИРОВАНИЕ
Пример карты офисного процесса, созданного вручную рабочей группой
Поток
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Пример карты офисного процесса, созданного вручную рабочей группой
Поток
Слайд 46Инструменты Бережливого производства
КАРТИРОВАНИЕ
Создание карты процесса MIFA (Material and information flow
Инструменты Бережливого производства
КАРТИРОВАНИЕ
Создание карты процесса MIFA (Material and information flow
Слайд 47Инструменты Бережливого производства
РЕШЕНИЕ ПРОБЛЕМ
Инструменты Бережливого производства
РЕШЕНИЕ ПРОБЛЕМ

Слайд 48Инструменты Бережливого производства
1 ШАГ. ФИКСАЦИЯ ПРОБЛЕМЫ
Инструменты Бережливого производства
1 ШАГ. ФИКСАЦИЯ ПРОБЛЕМЫ
Слайд 49Инструменты Бережливого производства
ПРАВИЛА ФОРМУЛИРОВАНИЯ ПРОБЛЕМЫ
Инструменты Бережливого производства
ПРАВИЛА ФОРМУЛИРОВАНИЯ ПРОБЛЕМЫ
Слайд 50Инструменты Бережливого производства
2 ШАГ. ОПИСАНИЕ ПРОБЛЕМЫ
Чтобы выявить
первопричину проблемы, необходимо ее правильно
Инструменты Бережливого производства
2 ШАГ. ОПИСАНИЕ ПРОБЛЕМЫ
Чтобы выявить
первопричину проблемы, необходимо ее правильно
Слайд 51Инструменты Бережливого производства
2 ШАГ. ОПИСАНИЕ ПРОБЛЕМЫ
Инструменты Бережливого производства
2 ШАГ. ОПИСАНИЕ ПРОБЛЕМЫ
Слайд 52Инструменты Бережливого производства
ОТ ОБНАРУЖЕНИЯ ДО ВОЗНИКНОВЕНИЯ
Инструменты Бережливого производства
ОТ ОБНАРУЖЕНИЯ ДО ВОЗНИКНОВЕНИЯ
Слайд 53Инструменты Бережливого производства
3 ШАГ. ПОИСК КОРЕННОЙ ПРИЧИНЫ
(ИСПОЛЬЗУЯ МЕТОД 5 ПОЧЕМУ)
Инструменты Бережливого производства
3 ШАГ. ПОИСК КОРЕННОЙ ПРИЧИНЫ
(ИСПОЛЬЗУЯ МЕТОД 5 ПОЧЕМУ)

Слайд 54Инструменты Бережливого производства
4 ШАГ. ВЫБОР СПОСОБА РЕШЕНИЯ ПРОБЛЕМЫ
Замотать скотчем
Прикрутить винтами
КАК?
Прибить гвоздями
Приклеить
Инструменты Бережливого производства
4 ШАГ. ВЫБОР СПОСОБА РЕШЕНИЯ ПРОБЛЕМЫ
Замотать скотчем
Прикрутить винтами
КАК?
Прибить гвоздями
Приклеить

Слайд 55Инструменты Бережливого производства
5 ШАГ. РАЗРАБОТКА И ВНЕДРЕНИЕ КОНТРМЕРЫ
Разработать план действий
Кто?
Где?
Когда?
Как?
Что делает?
Инструменты Бережливого производства
5 ШАГ. РАЗРАБОТКА И ВНЕДРЕНИЕ КОНТРМЕРЫ
Разработать план действий
Кто?
Где?
Когда?
Как?
Что делает?
Слайд 56Инструменты Бережливого производства
5 ШАГ. РАЗРАБОТКА И ВНЕДРЕНИЕ КОНТРМЕРЫ
Инструменты Бережливого производства
5 ШАГ. РАЗРАБОТКА И ВНЕДРЕНИЕ КОНТРМЕРЫ
Слайд 57Инструменты Бережливого производства
6 ШАГ. ОТСЛЕЖИВАНИЕ РЕЗУЛЬТАТА
Необходимо вести мониторинг возникновения этой проблемы
Инструменты Бережливого производства
6 ШАГ. ОТСЛЕЖИВАНИЕ РЕЗУЛЬТАТА
Необходимо вести мониторинг возникновения этой проблемы

 Неформальное МедиаОбразование в Украине. MediaNext Яна Атискова, Украина
Неформальное МедиаОбразование в Украине. MediaNext Яна Атискова, Украина Лес и его обитатели
Лес и его обитатели Очищение и кондиционирование. Предложение для клиента
Очищение и кондиционирование. Предложение для клиента Почему детям бывает трудно учиться?
Почему детям бывает трудно учиться? Развитие науки XVI - XVIII вв
Развитие науки XVI - XVIII вв 1 2 Общеучебные умения: Учебно-организационные Учебно-интеллектуальные Учебно-информационные Учебно-коммуникативные.
1 2 Общеучебные умения: Учебно-организационные Учебно-интеллектуальные Учебно-информационные Учебно-коммуникативные. Japanese table manners
Japanese table manners «Резьба по дереву»
«Резьба по дереву» Проекты ПАО НОВАТЭК
Проекты ПАО НОВАТЭК The world of good people
The world of good people hats
hats Отчет Совета студентов и аспирантов ВолГУ о проделанной работе за 2009-2010 учебный год.
Отчет Совета студентов и аспирантов ВолГУ о проделанной работе за 2009-2010 учебный год. ОСС-2000
ОСС-2000 Презентация по геометрии по теме «Конус»
Презентация по геометрии по теме «Конус» ОБ ИТОГАХ РАБОТЫ ФКУ «УПРАВЛЕНИЕ ГОСЭКСПЕРТИЗЫ И ЖИЛИЩНОГО ОБЕСПЕЧЕНИЯ МЧС РОССИИ» В 2011 ГОДУ
ОБ ИТОГАХ РАБОТЫ ФКУ «УПРАВЛЕНИЕ ГОСЭКСПЕРТИЗЫ И ЖИЛИЩНОГО ОБЕСПЕЧЕНИЯ МЧС РОССИИ» В 2011 ГОДУ День Конституции
День Конституции ГК ТехноПрогресс
ГК ТехноПрогресс Программа развития института частных судебных исполнителей на 2018 – 2025 годы
Программа развития института частных судебных исполнителей на 2018 – 2025 годы Рефлексия цикла ОУП 2020-2021. Воспроизводство и проектирование цикла ОУП 2021-2022
Рефлексия цикла ОУП 2020-2021. Воспроизводство и проектирование цикла ОУП 2021-2022 Эволюция современных организаций
Эволюция современных организаций Классификация рекламы по рекламодателям
Классификация рекламы по рекламодателям Решение линейных уравнений с параметрами
Решение линейных уравнений с параметрами Личность. Лекция 4
Личность. Лекция 4 Аппаратное обеспечение ПЭВМ
Аппаратное обеспечение ПЭВМ Формирование системы технического регулирования Таможенного союза
Формирование системы технического регулирования Таможенного союза Peinture sur le corps
Peinture sur le corps Тоннель
Тоннель "РИФМЫ"
"РИФМЫ"