- Исследование процессов сварки тонколистовых сталей, покрытых алюминием

Содержание
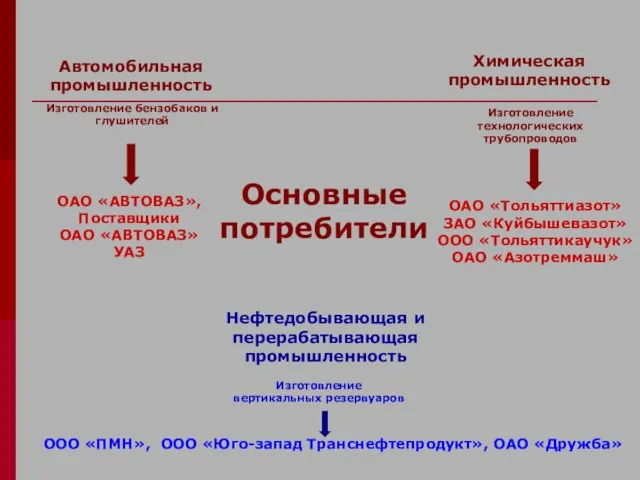
- 2. Автомобильная промышленность Изготовление бензобаков и глушителей ОАО «АВТОВАЗ», Поставщики ОАО «АВТОВАЗ» УАЗ Химическая промышленность Изготовление технологических
- 3. Проблемы сварки сталей, покрытых алюминием Высокое содержание алюминия в шве свыше 3 % Повышенная склонность к
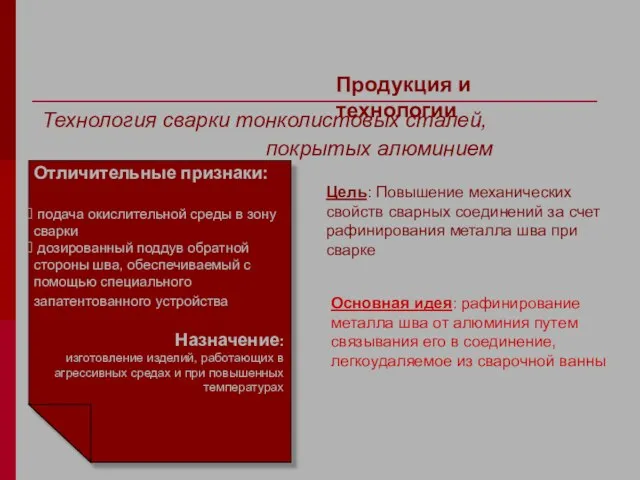
- 4. Продукция и технологии Технология сварки тонколистовых сталей, покрытых алюминием Цель: Повышение механических свойств сварных соединений за
- 5. Технические характеристики Возможность контроля и регулирования химического состава металла шва и механических свойств соединений Предел прочности
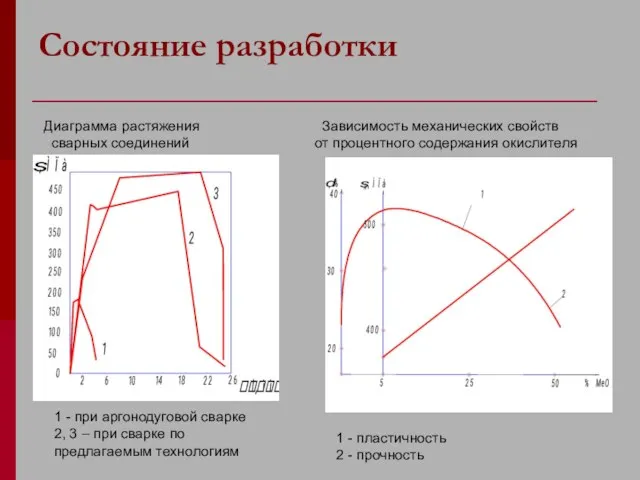
- 6. Состояние разработки Зависимость механических свойств от процентного содержания окислителя 1 - пластичность 2 - прочность Диаграмма
- 7. Потребительские свойства Возможность сварки во всех пространственных положениях Возможность сварки изделий различных форм Простота и невысокая
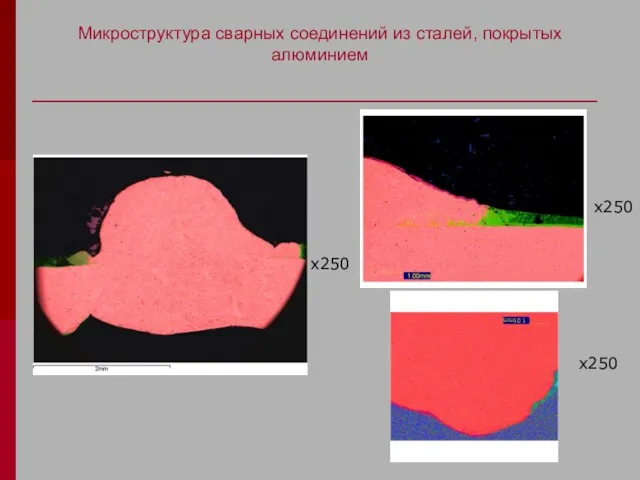
- 8. Микроструктура сварных соединений из сталей, покрытых алюминием х250 х250 х250
- 10. Скачать презентацию
Слайд 2Автомобильная
промышленность
Изготовление бензобаков и
глушителей
ОАО «АВТОВАЗ»,
Поставщики
ОАО «АВТОВАЗ»
УАЗ
Химическая
промышленность
Изготовление технологических трубопроводов
Автомобильная
промышленность
Изготовление бензобаков и
глушителей
ОАО «АВТОВАЗ»,
Поставщики
ОАО «АВТОВАЗ»
УАЗ
Химическая
промышленность
Изготовление технологических трубопроводов
Слайд 3Проблемы сварки сталей, покрытых алюминием
Высокое содержание алюминия в шве свыше 3 %
Повышенная
Проблемы сварки сталей, покрытых алюминием
Высокое содержание алюминия в шве свыше 3 %
Повышенная

Слайд 4Продукция и технологии
Технология сварки тонколистовых сталей,
покрытых алюминием
Цель: Повышение механических свойств
Продукция и технологии
Технология сварки тонколистовых сталей,
покрытых алюминием
Цель: Повышение механических свойств
Слайд 5Технические характеристики
Возможность контроля и регулирования химического состава металла шва и механических
Технические характеристики
Возможность контроля и регулирования химического состава металла шва и механических
Слайд 6Состояние разработки
Зависимость механических свойств
от процентного содержания окислителя
1 - пластичность
2
Состояние разработки
Зависимость механических свойств
от процентного содержания окислителя
1 - пластичность
2
Слайд 7Потребительские свойства
Возможность сварки во всех пространственных положениях
Возможность сварки изделий различных форм
Простота
Потребительские свойства
Возможность сварки во всех пространственных положениях
Возможность сварки изделий различных форм
Простота
Слайд 8Микроструктура сварных соединений из сталей, покрытых алюминием
х250
х250
х250
Микроструктура сварных соединений из сталей, покрытых алюминием
х250
х250
х250
 Традиции примирения Северных индейцев
Традиции примирения Северных индейцев Рейтинги университетов. Что это? Зачем они? Какие и сколько?
Рейтинги университетов. Что это? Зачем они? Какие и сколько? Глинка Михаил Иванович
Глинка Михаил Иванович The Four Seasons
The Four Seasons приходим в школу Подобрано педагогом - психологом Рябчиковой Н..А.,
приходим в школу Подобрано педагогом - психологом Рябчиковой Н..А., Европа 19 в
Европа 19 в Энергия связи атомных ядер
Энергия связи атомных ядер Роль ТРАСЕКА в развитии транспортно-транзитного потенциала Центрально-Азиатского и Каспийского регионов
Роль ТРАСЕКА в развитии транспортно-транзитного потенциала Центрально-Азиатского и Каспийского регионов МОУ «СОШ с. Новополеводино
МОУ «СОШ с. Новополеводино Презентация на тему НАРКОМАНИЯ
Презентация на тему НАРКОМАНИЯ  Культура как многоуровневая система
Культура как многоуровневая система Работы учащихся в процессе освоения OpenOffice.org Writer
Работы учащихся в процессе освоения OpenOffice.org Writer  Кроссворд
Кроссворд Маркетинг - план Faberlic. Новая скорость развития бизнеса
Маркетинг - план Faberlic. Новая скорость развития бизнеса солоне тісто
солоне тісто Растения Алтайского края.
Растения Алтайского края. Старинные меры длинны
Старинные меры длинны Сельскохозяйственное страхованиеРынок и направления развития агрострахования в СК «Альянс» (РОСНО)
Сельскохозяйственное страхованиеРынок и направления развития агрострахования в СК «Альянс» (РОСНО) Аргументация собственного мнения
Аргументация собственного мнения Стимулирование свободным временем
Стимулирование свободным временем Презентация на тему Англия – родина парламентаризма
Презентация на тему Англия – родина парламентаризма  Искусство XX века. Авангардизм
Искусство XX века. Авангардизм Коллаборация ТМ Экония и Spivakovska ART:EGO gallery
Коллаборация ТМ Экония и Spivakovska ART:EGO gallery Города русской земли. Золотое Кольцо России
Города русской земли. Золотое Кольцо России Орнаменты хохломской росписи
Орнаменты хохломской росписи Общий прайс Зажигалка Feudor. Москалюк Н. Я. 23.10.2016
Общий прайс Зажигалка Feudor. Москалюк Н. Я. 23.10.2016 3
3 Механическая энергия
Механическая энергия