- Ковка. Кузнечные операции

Содержание
- 2. Ковкой получают заготовки, называемые поковками, для последующей механической обработки при единичном и мелкосерийном производстве.
- 3. Большое разнообразие поковок единичного и мелкосерийного производства обуславливает применение универсального инструмента, определенный набор которого обеспечивает изготовление
- 4. ковочные приводные пневматические молоты
- 5. ковочные паровоздушные молоты
- 6. ковочные гидравлические прессы
- 7. На прессах куют преимущественно крупные слитки, а на молотах мелкие слитки и катаные профили (болванки и
- 8. При относительно низком коэффициенте использования металла и невысокой по сравнению со штамповкой производительностью труда свободная ковка
- 9. Ковка имеет также недостатки: Низкая производительность по сравнению со штамповкой. 2) Большие напуски и припуски на
- 10. КУЗНЕЧНЫЕ ОПЕРАЦИИ Процесс ковки состоит из нескольких этапов: нагрева металла, совершения кузнечных операций (как правило, на
- 11. Технологический процесс ковки подразделяется на: основные, вспомогательные, отделочные операции. К основным кузнечным операциям относятся: осадка, протяжка,
- 12. Осадка Осадка – это кузнечная операция, заключающаяся в увеличении площади поперечного сечения заготовки за счет уменьшения
- 13. Правила осадки 1. Высота исходной заготовки должна быть не более 2,5 ее диаметра (H/L 2. Заготовка
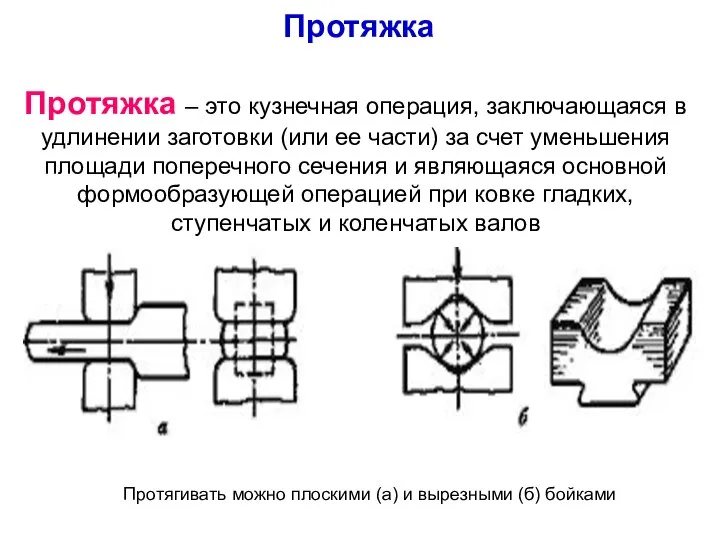
- 14. Протяжка Протяжка – это кузнечная операция, заключающаяся в удлинении заготовки (или ее части) за счет уменьшения
- 15. За каждое нажатие пресса или удар молота происходит уменьшение высоты заготовки на величину ∆Н = Н0
- 16. Отношение приращения ширины заготовки (∆B) к ее первоначальной ширине (В0) – относительным уширением. Отношение площади F0
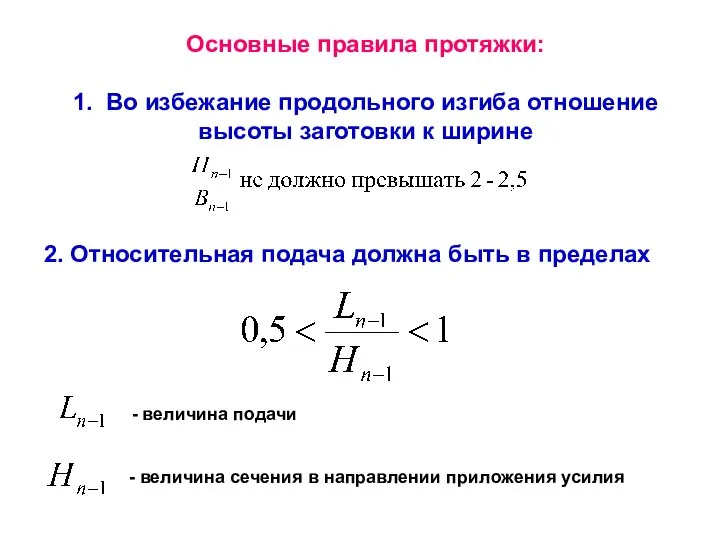
- 17. Основные правила протяжки: 1. Во избежание продольного изгиба отношение высоты заготовки к ширине 2. Относительная подача
- 18. 3. Границы подач следует смещать после каждого прохода. Более благоприятной является протяжка с последовательным обжатием по
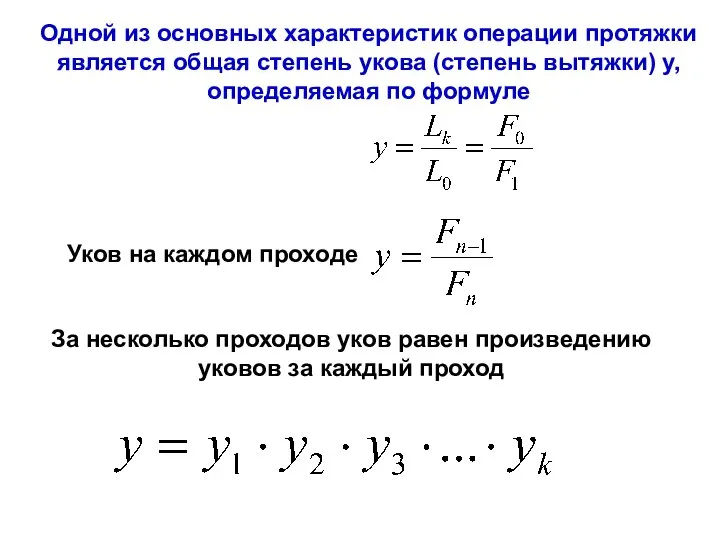
- 19. Уков на каждом проходе Одной из основных характеристик операции протяжки является общая степень укова (степень вытяжки)
- 20. Разновидности операций протяжки: Протяжка с оправкой применяется при ковке относительно длинных поковок типа цилиндров и труб.
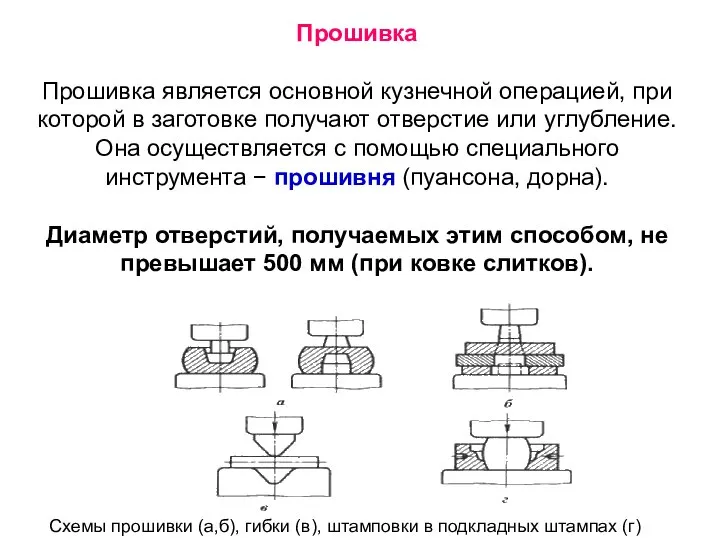
- 21. Прошивка Прошивка является основной кузнечной операцией, при которой в заготовке получают отверстие или углубление. Она осуществляется
- 22. При прошивке и пробивке отверстий возможны следующие дефекты поковок: – сильно затянутые края отверстий (дефект возникает,
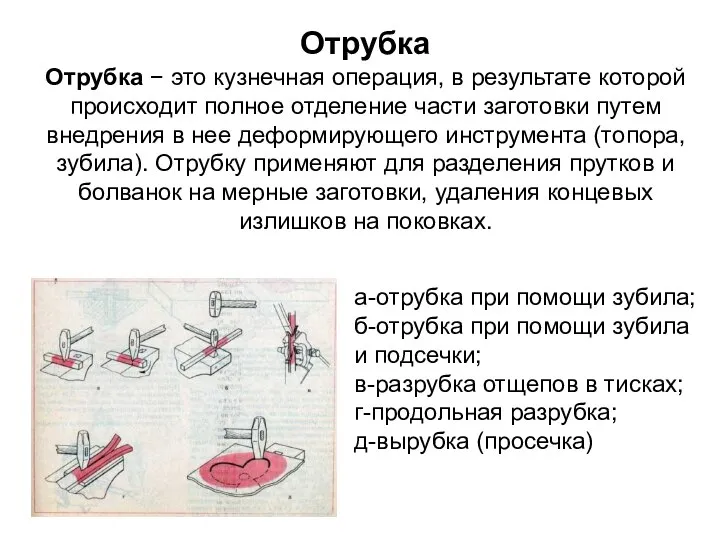
- 23. Отрубка Отрубка − это кузнечная операция, в результате которой происходит полное отделение части заготовки путем внедрения
- 24. Основными дефектами на отрубленных заготовках являются: заусенцы, трещины в месте разрубки. Заусенцы на торце особенно опасны,
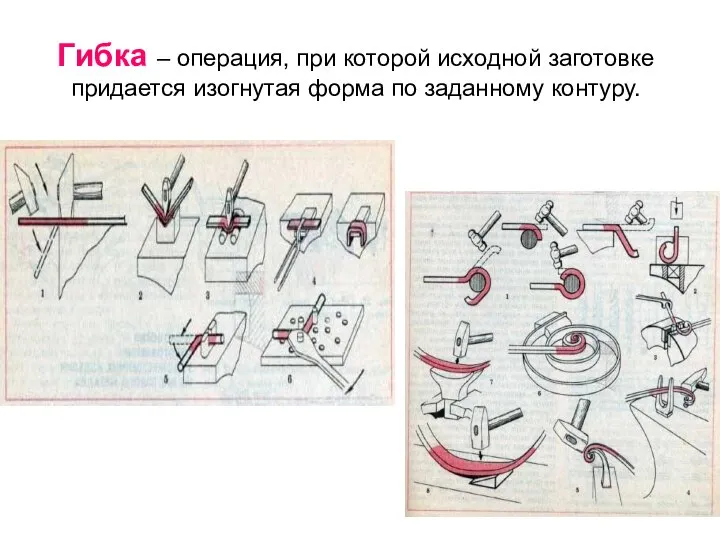
- 25. Гибка – операция, при которой исходной заготовке придается изогнутая форма по заданному контуру.
- 27. Скачать презентацию
Слайд 2Ковкой получают заготовки, называемые поковками,
для последующей механической обработки при единичном и
Ковкой получают заготовки, называемые поковками,
для последующей механической обработки при единичном и
Слайд 3Большое разнообразие поковок единичного и мелкосерийного производства обуславливает применение универсального инструмента, определенный
Большое разнообразие поковок единичного и мелкосерийного производства обуславливает применение универсального инструмента, определенный
Слайд 4ковочные приводные пневматические молоты
ковочные приводные пневматические молоты

Слайд 5ковочные паровоздушные молоты
ковочные паровоздушные молоты

Слайд 6ковочные гидравлические прессы
ковочные гидравлические прессы

Слайд 7На прессах куют преимущественно крупные слитки,
а на молотах мелкие слитки и
На прессах куют преимущественно крупные слитки,
а на молотах мелкие слитки и
Слайд 8При относительно низком коэффициенте использования металла и невысокой по сравнению со штамповкой
При относительно низком коэффициенте использования металла и невысокой по сравнению со штамповкой
Слайд 9Ковка имеет также недостатки:
Низкая производительность по сравнению со штамповкой.
2) Большие
Ковка имеет также недостатки:
Низкая производительность по сравнению со штамповкой.
2) Большие
Слайд 10КУЗНЕЧНЫЕ ОПЕРАЦИИ
Процесс ковки состоит из нескольких этапов:
нагрева металла, совершения кузнечных
КУЗНЕЧНЫЕ ОПЕРАЦИИ
Процесс ковки состоит из нескольких этапов:
нагрева металла, совершения кузнечных
Слайд 11Технологический процесс ковки подразделяется на:
основные,
вспомогательные,
отделочные операции.
К основным кузнечным операциям
Технологический процесс ковки подразделяется на:
основные,
вспомогательные,
отделочные операции.
К основным кузнечным операциям
Слайд 12 Осадка
Осадка – это кузнечная операция, заключающаяся в увеличении площади поперечного
Осадка
Осадка – это кузнечная операция, заключающаяся в увеличении площади поперечного

Слайд 13Правила осадки
1. Высота исходной заготовки должна быть не более 2,5 ее
Правила осадки
1. Высота исходной заготовки должна быть не более 2,5 ее
Слайд 14 Протяжка
Протяжка – это кузнечная операция, заключающаяся в удлинении заготовки (или
Протяжка
Протяжка – это кузнечная операция, заключающаяся в удлинении заготовки (или
Слайд 15За каждое нажатие пресса или удар молота происходит уменьшение высоты заготовки на
За каждое нажатие пресса или удар молота происходит уменьшение высоты заготовки на
Слайд 16Отношение приращения ширины заготовки (∆B) к ее первоначальной ширине (В0)
– относительным
Отношение приращения ширины заготовки (∆B) к ее первоначальной ширине (В0)
– относительным
Слайд 17Основные правила протяжки:
1. Во избежание продольного изгиба отношение высоты заготовки к
Основные правила протяжки:
1. Во избежание продольного изгиба отношение высоты заготовки к
Слайд 183. Границы подач следует смещать после каждого прохода. Более благоприятной является протяжка
3. Границы подач следует смещать после каждого прохода. Более благоприятной является протяжка
Слайд 19Уков на каждом проходе
Одной из основных характеристик операции протяжки является общая степень
Уков на каждом проходе
Одной из основных характеристик операции протяжки является общая степень
Слайд 20Разновидности операций протяжки:
Протяжка с оправкой применяется при ковке относительно длинных поковок
Разновидности операций протяжки:
Протяжка с оправкой применяется при ковке относительно длинных поковок
Слайд 21Прошивка
Прошивка является основной кузнечной операцией, при которой в заготовке получают отверстие
Прошивка
Прошивка является основной кузнечной операцией, при которой в заготовке получают отверстие
Слайд 22При прошивке и пробивке отверстий возможны следующие дефекты поковок:
– сильно затянутые
При прошивке и пробивке отверстий возможны следующие дефекты поковок:
– сильно затянутые
Слайд 23Отрубка
Отрубка − это кузнечная операция, в результате которой происходит полное отделение
Отрубка
Отрубка − это кузнечная операция, в результате которой происходит полное отделение
Слайд 24Основными дефектами на отрубленных заготовках являются:
заусенцы,
трещины в месте разрубки.
Заусенцы на
Основными дефектами на отрубленных заготовках являются:
заусенцы,
трещины в месте разрубки.
Заусенцы на
Слайд 25Гибка – операция, при которой исходной заготовке придается изогнутая форма по заданному
Гибка – операция, при которой исходной заготовке придается изогнутая форма по заданному
 Unusual traditions of birthday celebrations
Unusual traditions of birthday celebrations HOW TO WRITE A FRIENDLY LETTER
HOW TO WRITE A FRIENDLY LETTER Ассоциации. Карточная игра
Ассоциации. Карточная игра Беспозвоночные и позвоночные организмы
Беспозвоночные и позвоночные организмы Екатерина 2
Екатерина 2 Подключение к Интернету
Подключение к Интернету Система расчетов с населением за коммунальные услуги
Система расчетов с населением за коммунальные услуги Командный менеджмент
Командный менеджмент рус.яз., 6кл., 23.09
рус.яз., 6кл., 23.09 Применение производной к решению задач
Применение производной к решению задач Измельчение мусора. Компания TiCon
Измельчение мусора. Компания TiCon Иван Сергеевич Тургенев
Иван Сергеевич Тургенев П а с х а . Воскресение Христово.
П а с х а . Воскресение Христово. 20140429_biosfera
20140429_biosfera Шаблон презентации
Шаблон презентации Факторы, влияющие на формирование имиджа современного педагога в сельской местности
Факторы, влияющие на формирование имиджа современного педагога в сельской местности Создание проектов в интернет. Разработка сайтов. Лекция 4.
Создание проектов в интернет. Разработка сайтов. Лекция 4. Меры государственной поддержки на 2021 год
Меры государственной поддержки на 2021 год Каталог детских шапочек. Осень-весна 2020-2021
Каталог детских шапочек. Осень-весна 2020-2021 Ландшафтоид
Ландшафтоид Люди – творцы культуры
Люди – творцы культуры Местечко Ажерово и его обитатели
Местечко Ажерово и его обитатели Космическая теплица. Этапы работы над проектом
Космическая теплица. Этапы работы над проектом Виды Дверей
Виды Дверей Начальник Департамента МВД России генерал-полковник милиции МИРОШНИКОВ Борис Николаевич
Начальник Департамента МВД России генерал-полковник милиции МИРОШНИКОВ Борис Николаевич Детская страничка. Черная кошка
Детская страничка. Черная кошка Понятие и структура обучающего тренинга
Понятие и структура обучающего тренинга Литературная гостиная. Поэты не рождаются случайно
Литературная гостиная. Поэты не рождаются случайно