- l_sapr_1-7

Содержание
- 2. Литература Кондаков А.И. САПР технологических процессов. М., Издательский центр «Академия», 2010, 272 с. С.А. ВОЛКОВ СИСТЕМЫ
- 3. Лекция 1 Цель и задачи курса. Основные понятия и определения.
- 4. Цель курса – изучение основ построения отечественных и зарубежных САПР ТП и практическое освоение наиболее продвинутых
- 5. Основные понятия и определения Проектирование – процесс составления описания, необходимого для создания в заданных условиях еще
- 6. Основные понятия и определения . CAD – Computer Aided Design – компьютерное конструирование CAE – Computer
- 7. Основные понятия и определения CRM (Customer Relationship Management) - система управления взаимоотношениями с клиентами SCM (Supply
- 8. Основные понятия и определения PDM-система (Product Data Management) — система управления данными об изделии PLM -
- 9. Эволюция машиностроительного производства «Индустрия 1.0»: механизация: замена мускульной силы на энергию пара 1784 г. «Индустрия 2.0»:
- 10. Эволюция бизнеса цифрового производства Уровень цифрового проникновения Высокий Низкий 1970 Производство Проектирование Автоматизация проектирования и производства
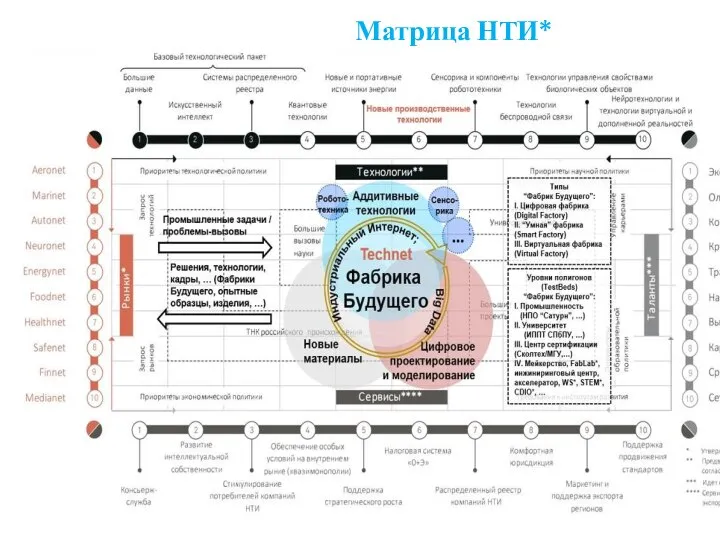
- 11. Матрица НТИ*
- 12. Составные части Фабрик Будущего* Планирование производства Production Planning
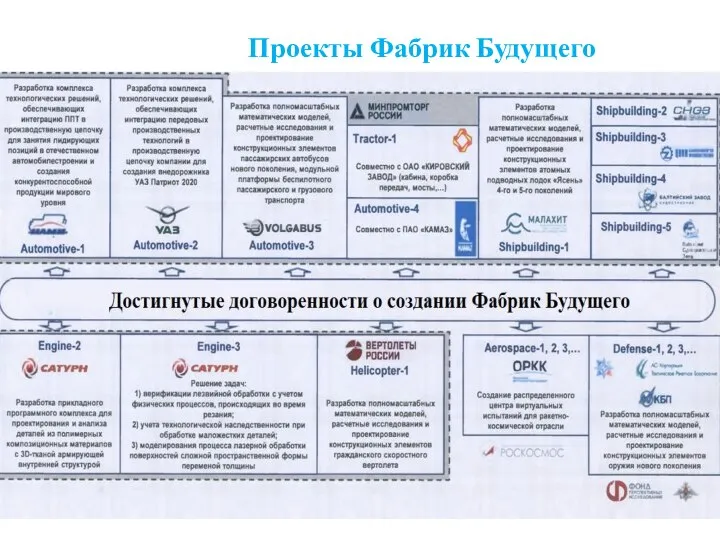
- 13. Проекты Фабрик Будущего
- 14. Этапы жизненного цикла изделия и их компьютерная поддержка
- 15. Задачи САПР ТП создание всего технологического процесса или отдельных операций и переходов; поиск и выбор режущего
- 16. Назначение САПР ТПП В целом задача автоматизации подготовки производства заключается в том, чтобы обеспечить создание цифровых
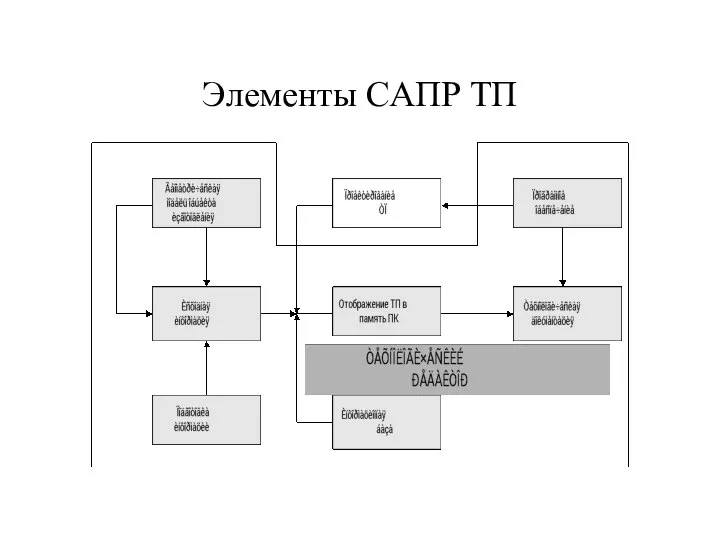
- 17. Элементы САПР ТП
- 18. Основные мировые фирмы по САПР ТП
- 19. Основные российские фирмы по САПР ТП
- 20. Лекция 3 ТЕХНОЛОГИЧЕСКАЯ УНИФИКАЦИЯ. РАЗНОВИДНОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ФУНКЦИОНАЛЬНАЯ СХЕМА САПР ТП
- 21. ТЕХНОЛОГИЧЕСКАЯ УНИФИКАЦИЯ Типовые решения являются основой автоматизированного проектирования ТП При проектировании ТП используются три уровня технологической
- 22. Разновидности технологического проектирования Технологическое проектирование подразделяется на три основные части: - изготовления заготовки; - обработки заготовки;
- 23. Проектирование ТП изготовления заготовки 1.Анализ исходной информации 2. Выбор вида заготовки 3. Выбор метода изготовления 4.
- 24. Проектирование единичных ТП обработки заготовки Анализ исходной информации Установление маршрута обработки отдельных поверхностей Разработка принципиальной схемы
- 25. Проектирование унифицированных ТП обработки заготовки Анализ исходной информации Классификация и группирование деталей Проектирование маршрута обработки Проектирование
- 26. Проектирование ТП сборки изделия Анализ исходной информации Разработка схемы сборки Проектирование маршрута сборки Проектирование операций Проектирование
- 27. Процесс автоматизированного проектирования Для организации автоматизированного проектирования ТП с помощью ЭВМ необходимо: - разработать метод формализованного
- 28. Схема проектирования ТП
- 29. Варианты обработки информации Первый – ручная обработка информации. В этом случае все решения технолог принимает сам,
- 30. ИСХОДНАЯ ИНФОРМАЦИЯ О ДЕТАЛИ Исходная информация для проектирования ТП отражает данные о объекте изготовления, директивную программу
- 31. Геометрические модели деталей в процессе преобразования конструкторской информации в технологическую. Под геометрической моделью Мгеом, понимают пару
- 32. Признаки современных САПР ТП Объектно-ориентированное взаимодействие человека и ЭВМ. Пользователь манипулирует изображениями заготовок, деталей, чертежей в
- 33. Виды обеспечений САПР техническое – совокупность технических средств для автоматизированного проектирования (ЭВМ, периферийное оборудование и устройства)
- 34. Лекция 4 ПРОЕКТИРОВАНИЕ ТП НА ОСНОВЕ ТИПИЗАЦИИ
- 35. Типовые ТП Идея типизации заключается в классификации деталей по конструктивно–технологическим признакам: форме, размерам, точности и т.д.
- 36. Групповой метод обработки представляет собой такой способ унификации технологии, при котором для обработки группы деталей устанавливается
- 37. Разработка автоматизированной системы на основе типизации Разработка автоматизированной системы (АС) на основе типизации выполняется в следующем
- 38. Формирование комплексной детали
- 39. Разработка автоматизированной системы на основе типизации (продолжение) После разработки чертежа комплексной детали составляется унифицированный ТП для
- 40. Типовые решения в САПР ТП Главные особенности проектирования ТП: многовариантность проектных решений слабая формализация многих проектных
- 41. На основе паспортных данных станков сформировано множество их типовых решений с условиями применимости (Таблица ). Таблица
- 42. Комплекс условий применимости (КУП) типовых решений (станков): 1 условие. Размещаемость детали в рабочей зоне станка. Регламентируются
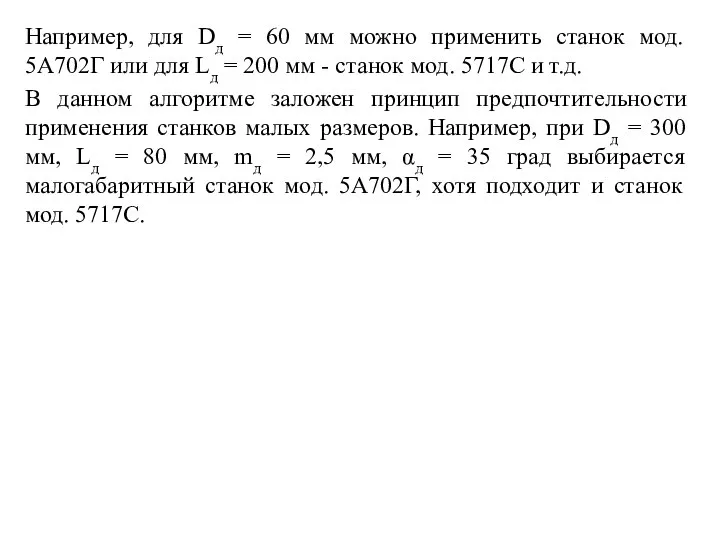
- 44. Например, для Dд = 60 мм можно применить станок мод. 5А702Г или для Lд = 200
- 45. Лекция 5 МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРИ АВТОМАТИЗИРОВАННОМ ПРОЕКТИРОВАНИИ ТЕХПРОЦЕССОВ
- 46. Матмодель ТП – это система математических объектов (чисел, переменных, множеств, графов, матриц) и отношений между ними,
- 47. Пример. При обработке группы деталей d1, d2, d3 последовательность обработки их поверхностей можно задать с помощью
- 48. На рис.6.2 представлены табличные модели в виде графов взаимосвязей переходов при обработке деталей d1, d2, d3.
- 49. Для представления данных об обработке деталей на языке, удобном для программирования, информация может быть удобно описана
- 50. Сетевые модели Структура элементов сетевой модели описывается ориентированным графом, не имеющим циклов. В модели может содержаться
- 51. На рис. показан граф взаимосвязи операторов (технологических операций) по возможной последовательности их выполнения.
- 52. Перестановочные модели Перестановочная модель описывает множество структур ТП, отличающихся количеством и (или) составом элементов при изменении
- 53. Сетевые и перестановочные модели используют для получения различных ТП. Наличие в них вариантов позволяет производить оптимизацию
- 54. Лекция 6 Системное проектирование ТП
- 55. Системное проектирование ТП основано на 2-х принципах. Принцип 1. Применение системного подхода, который основан на: ТП
- 57. Принцип 2. Использование при проектировании ТП рационального сочетания «ручных» методов проектирования и теории множеств, теории графов,
- 58. Стратегии проектирования ТП Правильная стратегия проектирования ТП определяет методику его проектирования и эффективность САПР: линейная стратегия
- 60. разветвленная стратегия позволяет сократить сроки проектирования за счет параллельных этапов (Рис.5.5)
- 61. В адаптивных стратегиях проектирования выбор каждого последующего действия зависит от результатов предыдущего (Рис.5.6). Самая разумная стратегия,
- 62. Стратегия проектирования может уточняться на последующих уровнях проектирования. На некоторых этапах приходится вводить методы управления стратегией
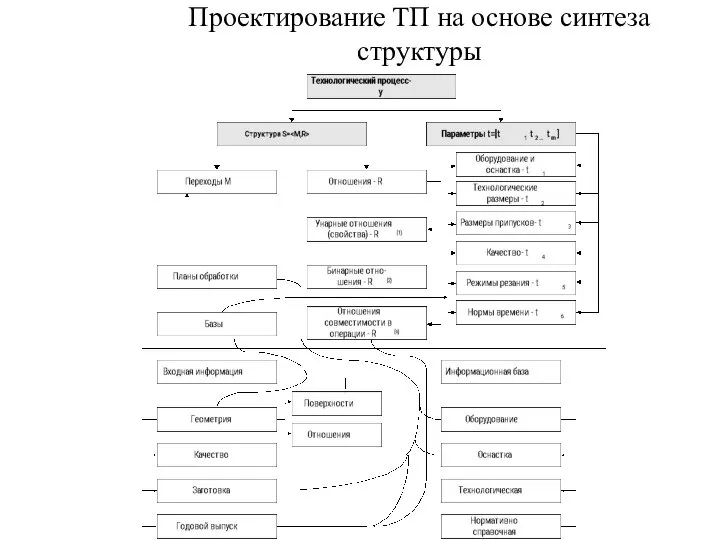
- 63. Проектирование ТП на основе синтеза структуры
- 64. Алгоритм синтеза ТП Алгоритм синтеза технологического процесса ориентирован на решение задач выбора структуры S и расчета
- 65. Определение структуры ТП Последовательность выполнения технологических переходов в значительной степени определяет структуру технологического процесса. Установление этой
- 66. Выбор структуры ТП Если в технологической модели детали содержатся различные возможности обработки поверхности с различных технологических
- 67. Лекция 7 Расчет параметров и построение структур технологического процесса при автоматизированном проектировании
- 68. Расчет режимов резания Требуется определить множество переменных х процесса резания так, чтобы при заданных условиях р
- 69. Рассматриваемые ограничения ограничения, определяющие диапазон изменения режимов резания в соответствии с возможностями оборудования и величиной снимаемого
- 70. Нормирование ТП
- 71. Нормирование В общем виде длительность производственного цикла определяется по формуле: Тц = Тврп + Твпр, где
- 72. Выбор структуры ТП на основе деталей аналогов Выбор структуры S = при автоматизированном проектировании ТП является
- 73. Выбор структуры ТП на основе деталей аналогов Таким образом, при проектировании маршрутных и маршрутно-операционных ТП структура
- 75. Этапы проектирования ТП Процесс автоматизированного проектирования ТП на основе унификации с использованием перечисленных вариантов содержит следующие
- 77. Скачать презентацию
Слайд 2Литература
Кондаков А.И. САПР технологических процессов. М., Издательский центр «Академия», 2010, 272 с.
С.А.
Литература
Кондаков А.И. САПР технологических процессов. М., Издательский центр «Академия», 2010, 272 с.
С.А.
Слайд 3Лекция 1
Цель и задачи курса.
Основные понятия и определения.
Лекция 1
Цель и задачи курса.
Основные понятия и определения.
Слайд 4Цель курса – изучение основ построения отечественных и зарубежных САПР ТП и
Цель курса – изучение основ построения отечественных и зарубежных САПР ТП и
Слайд 5Основные понятия и определения
Проектирование – процесс составления описания, необходимого для создания в
Основные понятия и определения
Проектирование – процесс составления описания, необходимого для создания в
Слайд 6
Основные понятия и определения
.
CAD – Computer Aided Design – компьютерное конструирование
CAE
Основные понятия и определения
.
CAD – Computer Aided Design – компьютерное конструирование
CAE
Слайд 7Основные понятия и определения
CRM (Customer Relationship Management) - система управления взаимоотношениями с клиентами
SCM (Supply
Основные понятия и определения
CRM (Customer Relationship Management) - система управления взаимоотношениями с клиентами
SCM (Supply
Слайд 8Основные понятия и определения
PDM-система (Product Data Management) — система управления данными об
Основные понятия и определения
PDM-система (Product Data Management) — система управления данными об
Слайд 9Эволюция машиностроительного производства
«Индустрия 1.0»:
механизация:
замена мускульной силы на энергию пара
1784 г.
«Индустрия 2.0»:
электрификация:
внедрение конвейерного
Эволюция машиностроительного производства
«Индустрия 1.0»:
механизация:
замена мускульной силы на энергию пара
1784 г.
«Индустрия 2.0»:
электрификация:
внедрение конвейерного

Слайд 10Эволюция бизнеса цифрового производства
Уровень цифрового проникновения
Высокий
Низкий
1970
Производство
Проектирование
Автоматизация
проектирования и производства
1980
1990
2000
2010
2020
Снабжение
Производство
Проектирование
Автоматизированное конструирование и
Эволюция бизнеса цифрового производства
Уровень цифрового проникновения
Высокий
Низкий
1970
Производство
Проектирование
Автоматизация
проектирования и производства
1980
1990
2000
2010
2020
Снабжение
Производство
Проектирование
Автоматизированное конструирование и

Слайд 11Матрица НТИ*
Матрица НТИ*
Слайд 12Составные части Фабрик Будущего*
Планирование производства
Production Planning
Составные части Фабрик Будущего*
Планирование производства
Production Planning

Слайд 13Проекты Фабрик Будущего
Проекты Фабрик Будущего
Слайд 14Этапы жизненного цикла изделия и их компьютерная поддержка
Этапы жизненного цикла изделия и их компьютерная поддержка

Слайд 15Задачи САПР ТП
создание всего технологического процесса или отдельных операций и переходов;
поиск и
Задачи САПР ТП
создание всего технологического процесса или отдельных операций и переходов;
поиск и
Слайд 16Назначение САПР ТПП
В целом задача автоматизации подготовки производства заключается в том, чтобы
Назначение САПР ТПП
В целом задача автоматизации подготовки производства заключается в том, чтобы
Слайд 17Элементы САПР ТП
Элементы САПР ТП
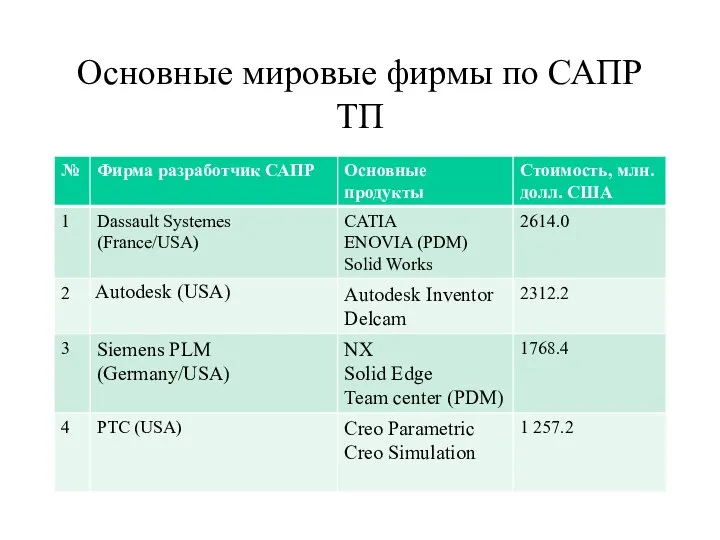
Слайд 18Основные мировые фирмы по САПР ТП
Основные мировые фирмы по САПР ТП
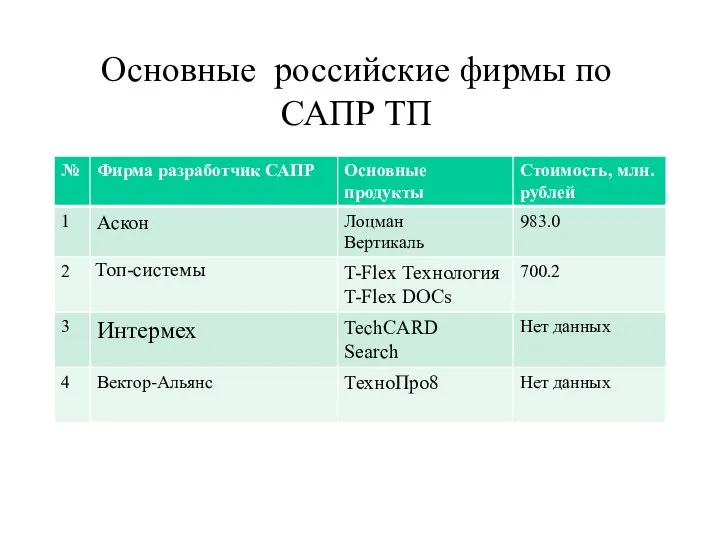
Слайд 19Основные российские фирмы по САПР ТП
Основные российские фирмы по САПР ТП
Слайд 20Лекция 3
ТЕХНОЛОГИЧЕСКАЯ УНИФИКАЦИЯ.
РАЗНОВИДНОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ФУНКЦИОНАЛЬНАЯ СХЕМА САПР ТП
Лекция 3
ТЕХНОЛОГИЧЕСКАЯ УНИФИКАЦИЯ.
РАЗНОВИДНОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ФУНКЦИОНАЛЬНАЯ СХЕМА САПР ТП
Слайд 21ТЕХНОЛОГИЧЕСКАЯ УНИФИКАЦИЯ
Типовые решения являются основой автоматизированного проектирования ТП
При проектировании ТП используются три
ТЕХНОЛОГИЧЕСКАЯ УНИФИКАЦИЯ
Типовые решения являются основой автоматизированного проектирования ТП
При проектировании ТП используются три
Слайд 22
Разновидности технологического проектирования
Технологическое проектирование подразделяется на три основные части:
- изготовления заготовки;
- обработки
Разновидности технологического проектирования
Технологическое проектирование подразделяется на три основные части:
- изготовления заготовки;
- обработки
Слайд 23
Проектирование ТП изготовления заготовки
1.Анализ исходной информации
2. Выбор вида заготовки
3. Выбор метода изготовления
4.
Проектирование ТП изготовления заготовки
1.Анализ исходной информации
2. Выбор вида заготовки
3. Выбор метода изготовления
4.
Слайд 24Проектирование единичных ТП обработки заготовки
Анализ исходной информации
Установление маршрута обработки отдельных поверхностей
Разработка принципиальной
Проектирование единичных ТП обработки заготовки
Анализ исходной информации
Установление маршрута обработки отдельных поверхностей
Разработка принципиальной
Слайд 25Проектирование унифицированных ТП обработки заготовки
Анализ исходной информации
Классификация и группирование деталей
Проектирование маршрута
Проектирование унифицированных ТП обработки заготовки
Анализ исходной информации
Классификация и группирование деталей
Проектирование маршрута
Слайд 26Проектирование ТП сборки изделия
Анализ исходной информации
Разработка схемы сборки
Проектирование маршрута сборки
Проектирование операций
Проектирование
Проектирование ТП сборки изделия
Анализ исходной информации
Разработка схемы сборки
Проектирование маршрута сборки
Проектирование операций
Проектирование
Слайд 27Процесс автоматизированного проектирования
Для организации автоматизированного проектирования ТП с помощью ЭВМ необходимо:
- разработать
Процесс автоматизированного проектирования
Для организации автоматизированного проектирования ТП с помощью ЭВМ необходимо:
- разработать
Слайд 28Схема проектирования ТП
Схема проектирования ТП

Слайд 29Варианты обработки информации
Первый – ручная обработка информации. В этом случае все решения
Варианты обработки информации
Первый – ручная обработка информации. В этом случае все решения
Слайд 30
ИСХОДНАЯ ИНФОРМАЦИЯ О ДЕТАЛИ
Исходная информация для проектирования ТП отражает данные о объекте
ИСХОДНАЯ ИНФОРМАЦИЯ О ДЕТАЛИ
Исходная информация для проектирования ТП отражает данные о объекте
Слайд 31
Геометрические модели деталей в процессе преобразования конструкторской информации в технологическую.
Под геометрической моделью
Геометрические модели деталей в процессе преобразования конструкторской информации в технологическую.
Под геометрической моделью
Слайд 32Признаки современных САПР ТП
Объектно-ориентированное взаимодействие человека и ЭВМ. Пользователь манипулирует изображениями заготовок,
Признаки современных САПР ТП
Объектно-ориентированное взаимодействие человека и ЭВМ. Пользователь манипулирует изображениями заготовок,
Слайд 33Виды обеспечений САПР
техническое – совокупность технических средств для автоматизированного проектирования (ЭВМ, периферийное
Виды обеспечений САПР
техническое – совокупность технических средств для автоматизированного проектирования (ЭВМ, периферийное
Слайд 34Лекция 4
ПРОЕКТИРОВАНИЕ ТП НА ОСНОВЕ ТИПИЗАЦИИ
Лекция 4
ПРОЕКТИРОВАНИЕ ТП НА ОСНОВЕ ТИПИЗАЦИИ
Слайд 35 Типовые ТП
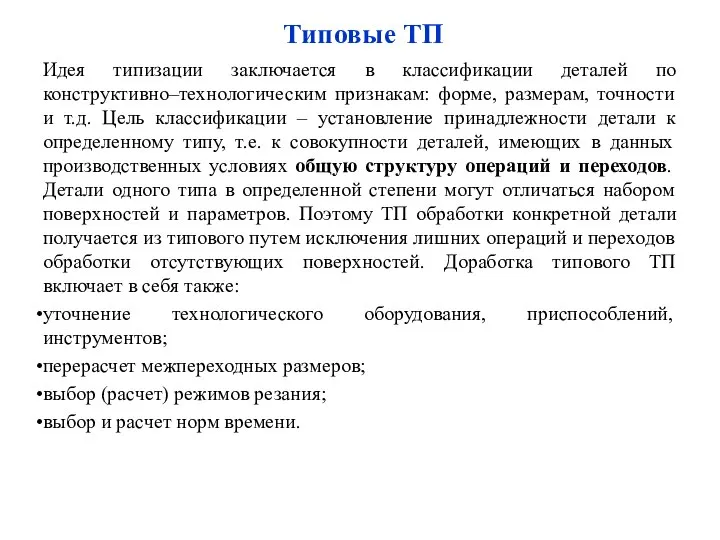
Идея типизации заключается в классификации деталей по конструктивно–технологическим признакам: форме,
Типовые ТП
Идея типизации заключается в классификации деталей по конструктивно–технологическим признакам: форме,
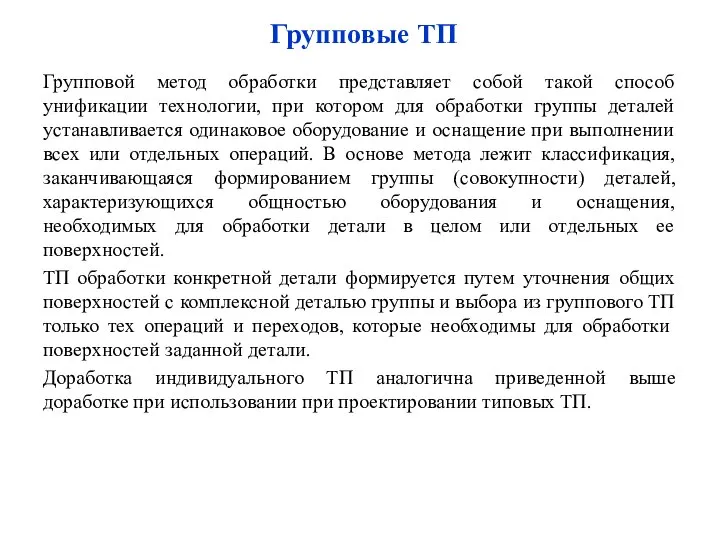
Слайд 36Групповой метод обработки представляет собой такой способ унификации технологии, при котором для
Групповой метод обработки представляет собой такой способ унификации технологии, при котором для
Слайд 37
Разработка автоматизированной системы на основе типизации
Разработка автоматизированной системы (АС) на основе типизации
Разработка автоматизированной системы на основе типизации
Разработка автоматизированной системы (АС) на основе типизации
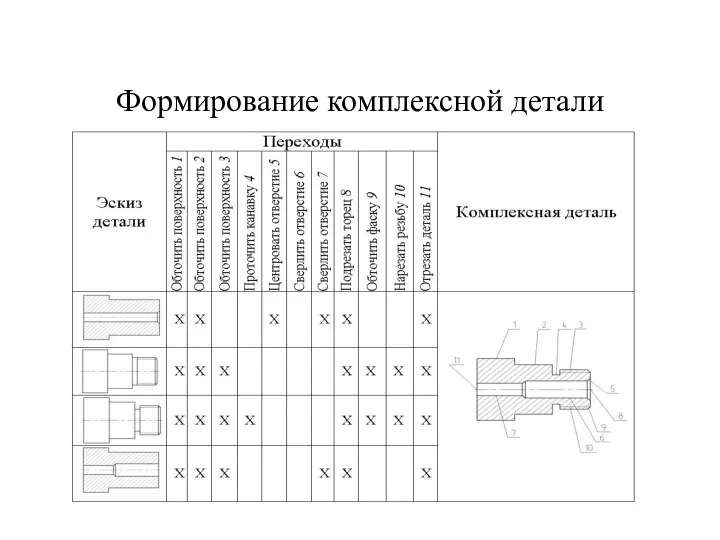
Слайд 38Формирование комплексной детали
Формирование комплексной детали
Слайд 39Разработка автоматизированной системы на основе типизации (продолжение)
После разработки чертежа комплексной детали составляется
Разработка автоматизированной системы на основе типизации (продолжение)
После разработки чертежа комплексной детали составляется
Слайд 40
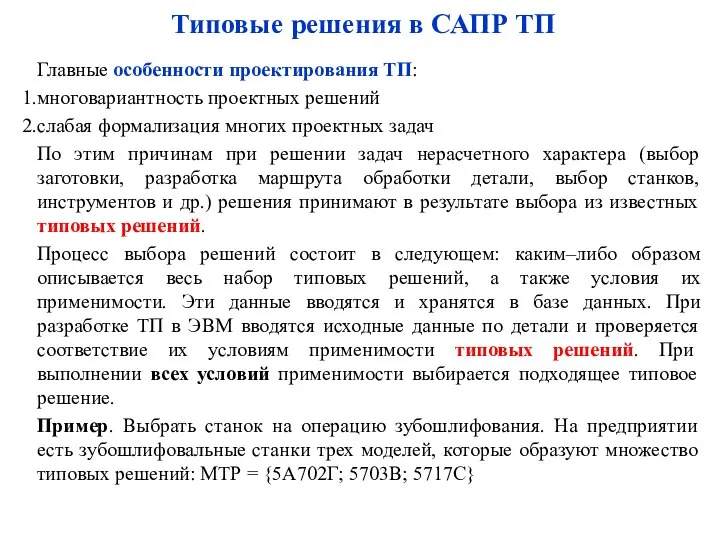
Типовые решения в САПР ТП
Главные особенности проектирования ТП:
многовариантность проектных решений
слабая формализация
Типовые решения в САПР ТП
Главные особенности проектирования ТП:
многовариантность проектных решений
слабая формализация
Слайд 41На основе паспортных данных станков сформировано множество их типовых решений с условиями
На основе паспортных данных станков сформировано множество их типовых решений с условиями
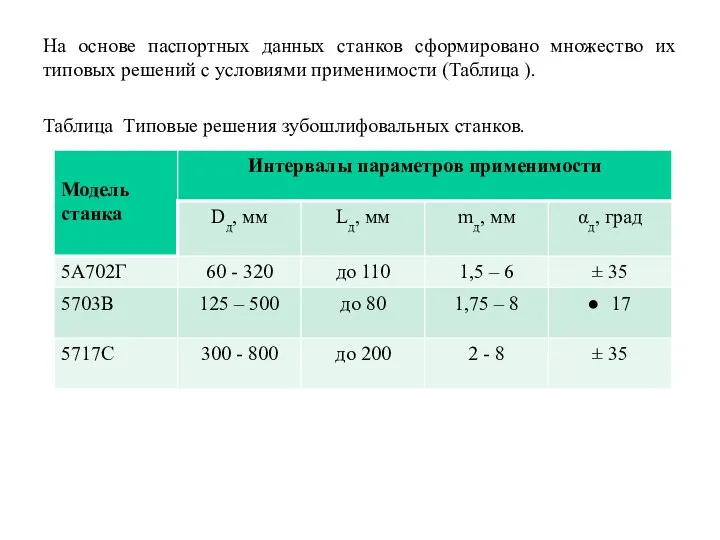
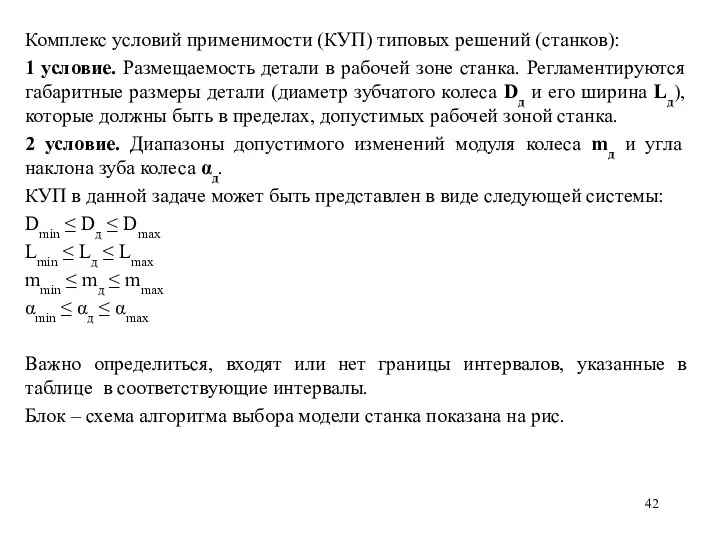
Слайд 42Комплекс условий применимости (КУП) типовых решений (станков):
1 условие. Размещаемость детали в рабочей
Комплекс условий применимости (КУП) типовых решений (станков):
1 условие. Размещаемость детали в рабочей
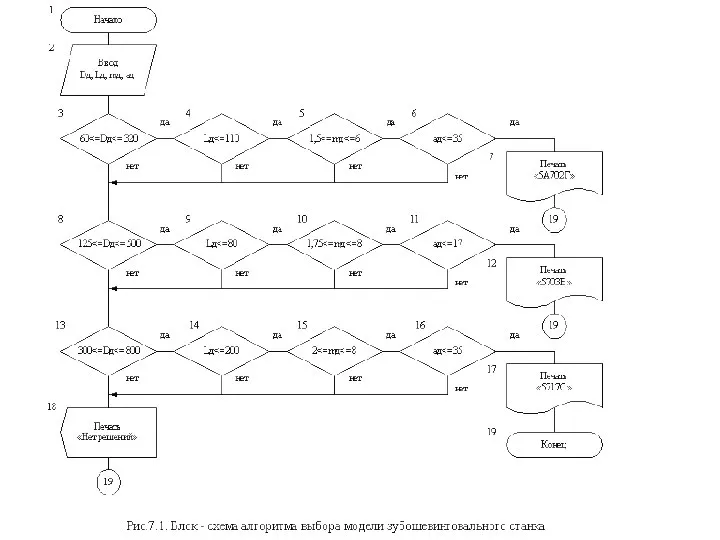
Слайд 44Например, для Dд = 60 мм можно применить станок мод. 5А702Г или
Например, для Dд = 60 мм можно применить станок мод. 5А702Г или
Слайд 45Лекция 5
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРИ АВТОМАТИЗИРОВАННОМ ПРОЕКТИРОВАНИИ ТЕХПРОЦЕССОВ
Лекция 5
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРИ АВТОМАТИЗИРОВАННОМ ПРОЕКТИРОВАНИИ ТЕХПРОЦЕССОВ
Слайд 46Матмодель ТП – это система математических объектов (чисел, переменных, множеств, графов, матриц)
Матмодель ТП – это система математических объектов (чисел, переменных, множеств, графов, матриц)
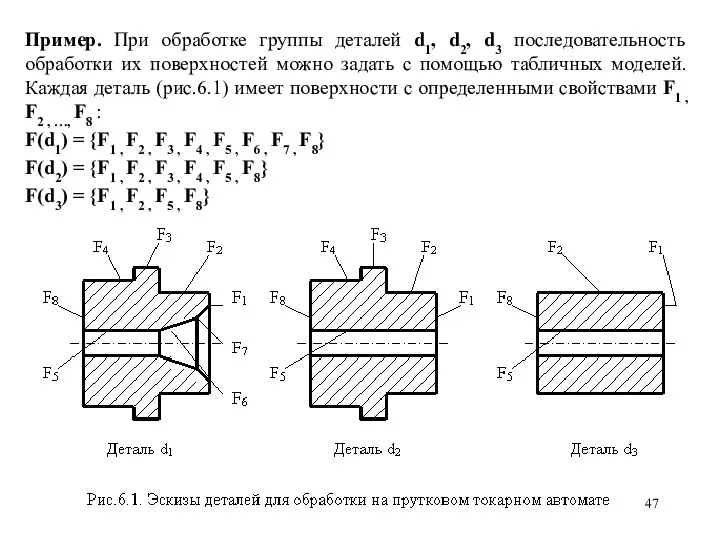
Слайд 47Пример. При обработке группы деталей d1, d2, d3 последовательность обработки их поверхностей
Пример. При обработке группы деталей d1, d2, d3 последовательность обработки их поверхностей
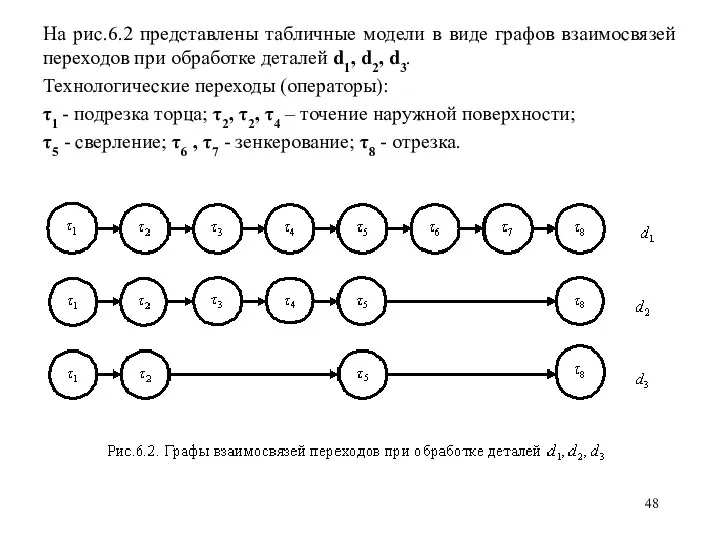
Слайд 48На рис.6.2 представлены табличные модели в виде графов взаимосвязей переходов при обработке
На рис.6.2 представлены табличные модели в виде графов взаимосвязей переходов при обработке
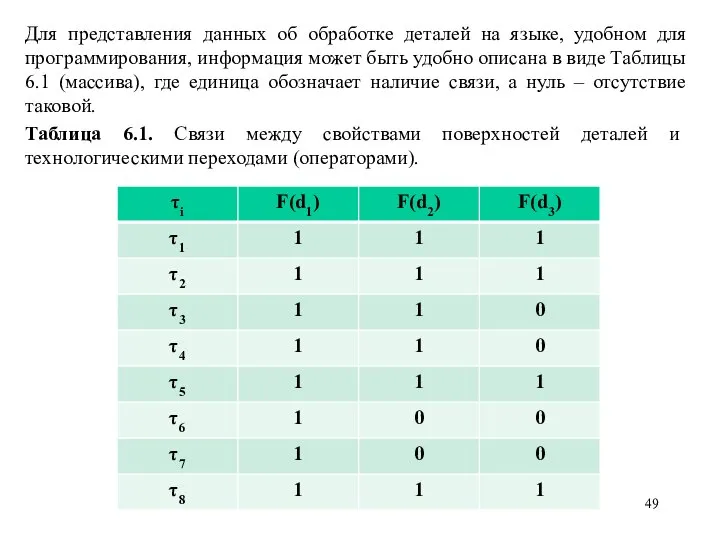
Слайд 49Для представления данных об обработке деталей на языке, удобном для программирования, информация
Для представления данных об обработке деталей на языке, удобном для программирования, информация
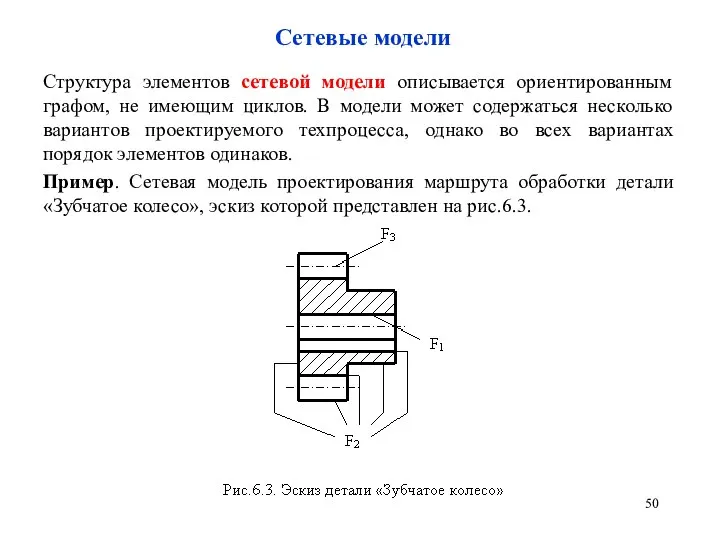
Слайд 50 Сетевые модели
Структура элементов сетевой модели описывается ориентированным графом, не имеющим циклов.
Сетевые модели
Структура элементов сетевой модели описывается ориентированным графом, не имеющим циклов.
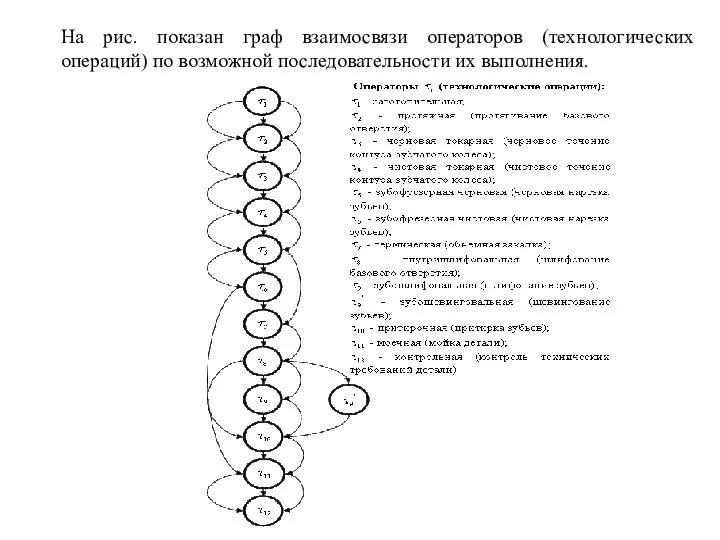
Слайд 51На рис. показан граф взаимосвязи операторов (технологических операций) по возможной последовательности их
На рис. показан граф взаимосвязи операторов (технологических операций) по возможной последовательности их
Слайд 52 Перестановочные модели
Перестановочная модель описывает множество структур ТП, отличающихся количеством и (или)
Перестановочные модели
Перестановочная модель описывает множество структур ТП, отличающихся количеством и (или)
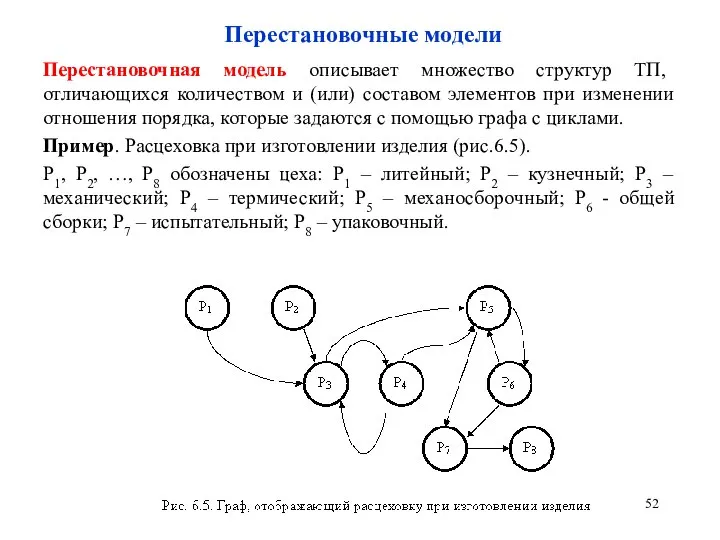
Слайд 53Сетевые и перестановочные модели используют для получения различных ТП. Наличие в них
Сетевые и перестановочные модели используют для получения различных ТП. Наличие в них
Слайд 54Лекция 6
Системное проектирование ТП
Лекция 6
Системное проектирование ТП
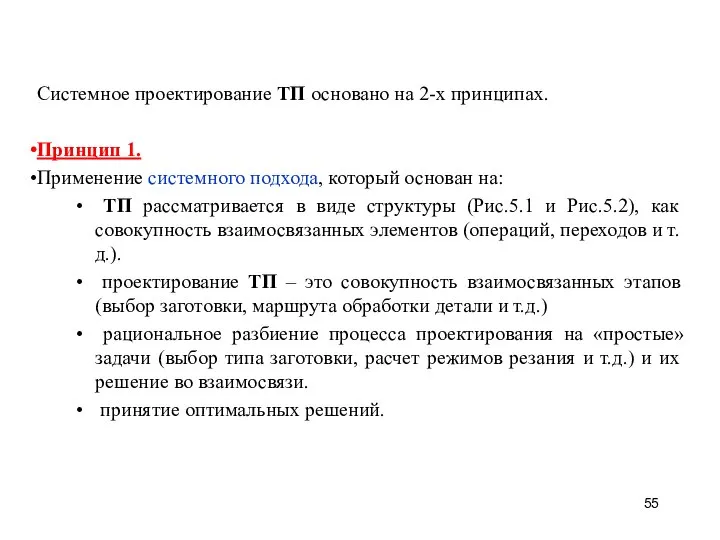
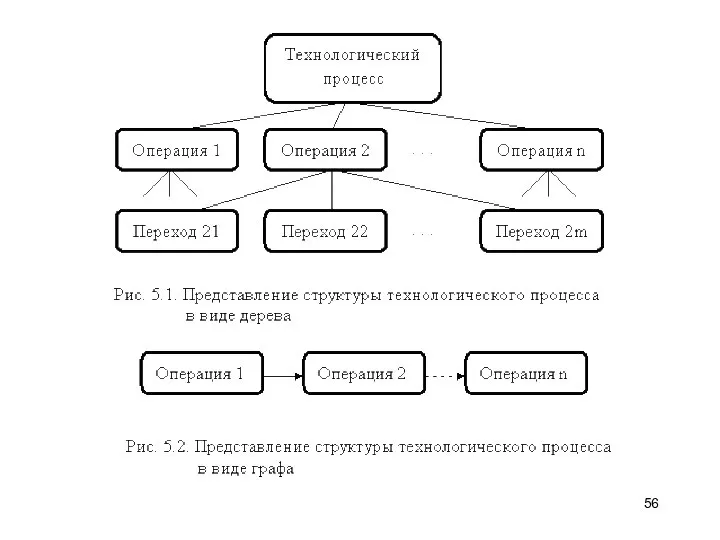
Слайд 55Системное проектирование ТП основано на 2-х принципах.
Принцип 1.
Применение системного подхода, который основан
Системное проектирование ТП основано на 2-х принципах.
Принцип 1.
Применение системного подхода, который основан
Слайд 57Принцип 2.
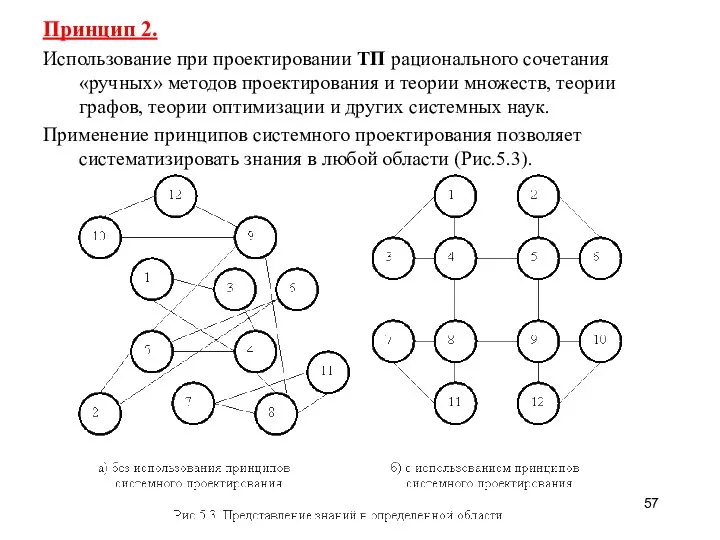
Использование при проектировании ТП рационального сочетания «ручных» методов проектирования и теории
Принцип 2.
Использование при проектировании ТП рационального сочетания «ручных» методов проектирования и теории
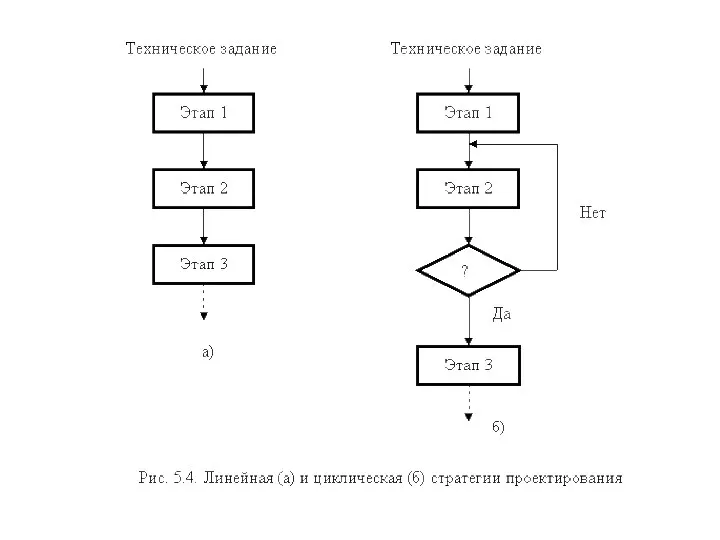
Слайд 58 Стратегии проектирования ТП
Правильная стратегия проектирования ТП определяет методику его проектирования и
Стратегии проектирования ТП
Правильная стратегия проектирования ТП определяет методику его проектирования и
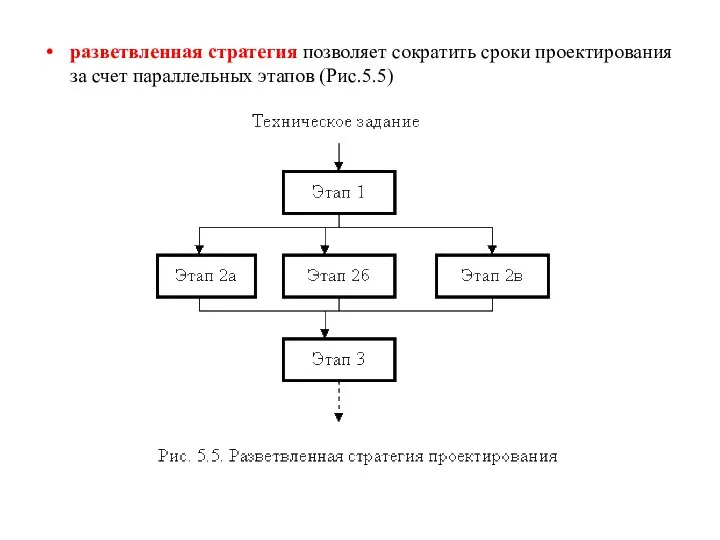
Слайд 60разветвленная стратегия позволяет сократить сроки проектирования за счет параллельных этапов (Рис.5.5)
разветвленная стратегия позволяет сократить сроки проектирования за счет параллельных этапов (Рис.5.5)
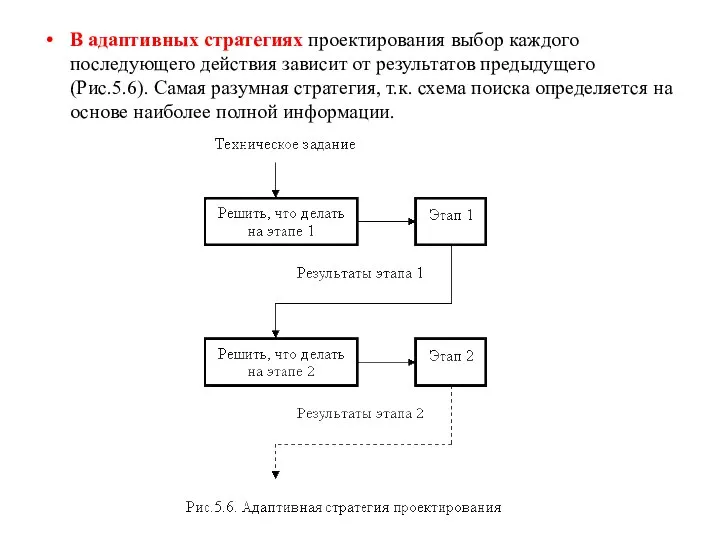
Слайд 61В адаптивных стратегиях проектирования выбор каждого последующего действия зависит от результатов предыдущего
В адаптивных стратегиях проектирования выбор каждого последующего действия зависит от результатов предыдущего
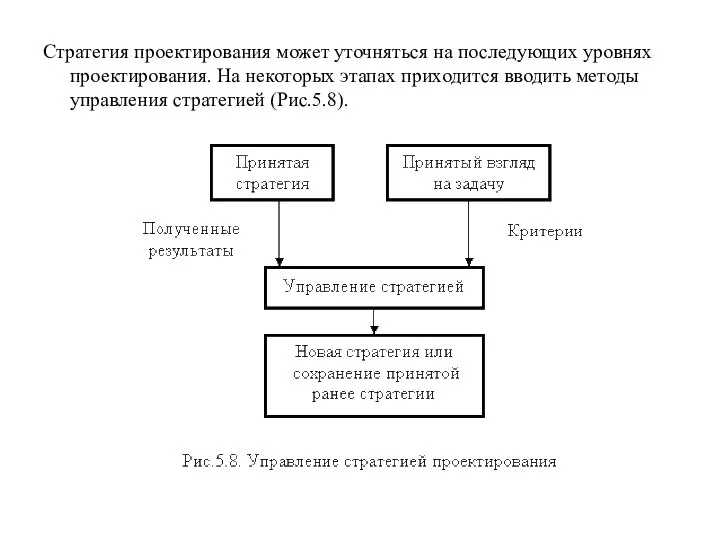
Слайд 62Стратегия проектирования может уточняться на последующих уровнях проектирования. На некоторых этапах приходится
Стратегия проектирования может уточняться на последующих уровнях проектирования. На некоторых этапах приходится
Слайд 63Проектирование ТП на основе синтеза структуры
Проектирование ТП на основе синтеза структуры
Слайд 64Алгоритм синтеза ТП
Алгоритм синтеза технологического процесса ориентирован на решение задач выбора структуры
Алгоритм синтеза ТП
Алгоритм синтеза технологического процесса ориентирован на решение задач выбора структуры
Слайд 65Определение структуры ТП
Последовательность выполнения технологических переходов в значительной степени определяет структуру технологического
Определение структуры ТП
Последовательность выполнения технологических переходов в значительной степени определяет структуру технологического
Слайд 66Выбор структуры ТП
Если в технологической модели детали содержатся различные возможности обработки поверхности
Выбор структуры ТП
Если в технологической модели детали содержатся различные возможности обработки поверхности
Слайд 67Лекция 7
Расчет параметров и построение структур технологического процесса при автоматизированном проектировании
Лекция 7
Расчет параметров и построение структур технологического процесса при автоматизированном проектировании
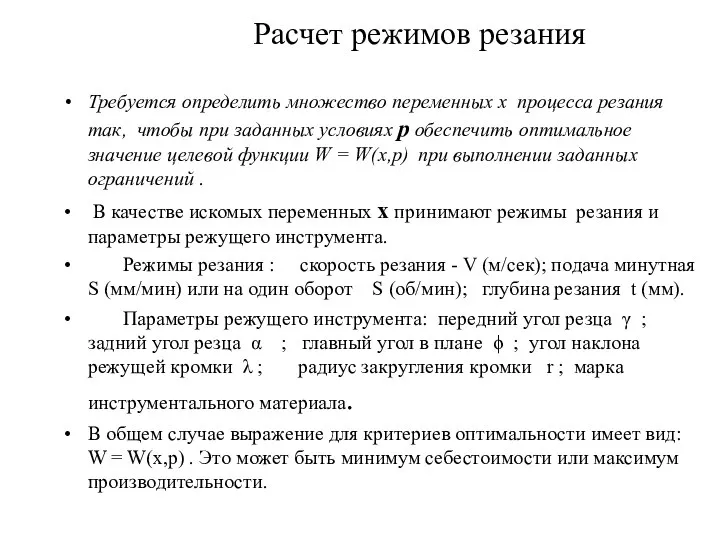
Слайд 68Расчет режимов резания
Требуется определить множество переменных х процесса резания так, чтобы при
Расчет режимов резания
Требуется определить множество переменных х процесса резания так, чтобы при
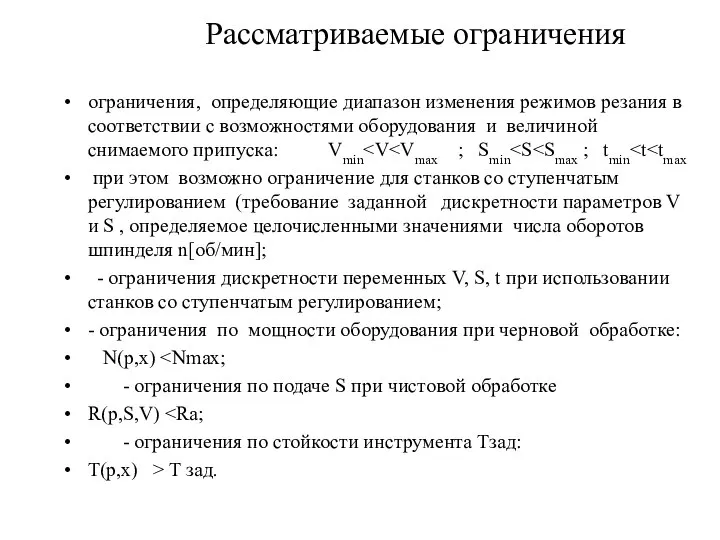
Слайд 69Рассматриваемые ограничения
ограничения, определяющие диапазон изменения режимов резания в соответствии с возможностями оборудования
Рассматриваемые ограничения
ограничения, определяющие диапазон изменения режимов резания в соответствии с возможностями оборудования
Слайд 70Нормирование ТП
Нормирование ТП
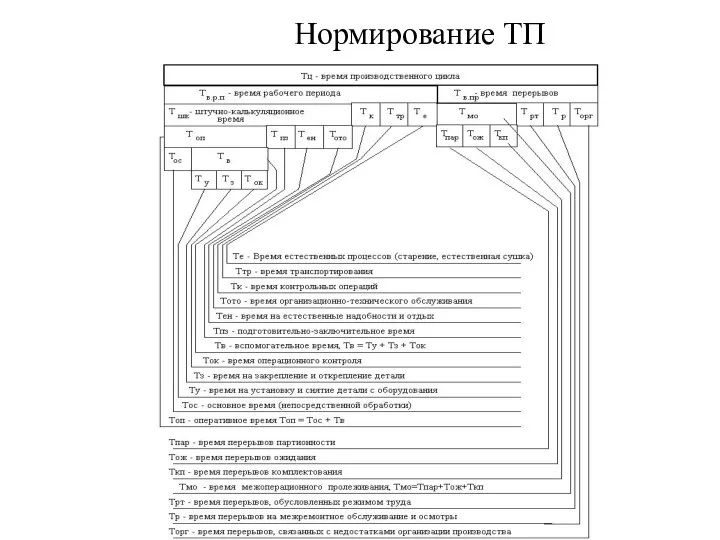
Слайд 71Нормирование
В общем виде длительность производственного цикла определяется по формуле:
Тц = Тврп +
Нормирование
В общем виде длительность производственного цикла определяется по формуле:
Тц = Тврп +
Слайд 72Выбор структуры ТП на основе деталей аналогов
Выбор структуры S =
Выбор структуры ТП на основе деталей аналогов
Выбор структуры S =
Слайд 73Выбор структуры ТП на основе деталей аналогов
Таким образом, при проектировании маршрутных и
Выбор структуры ТП на основе деталей аналогов
Таким образом, при проектировании маршрутных и
Слайд 75Этапы проектирования ТП
Процесс автоматизированного проектирования ТП на основе унификации с использованием перечисленных
Этапы проектирования ТП
Процесс автоматизированного проектирования ТП на основе унификации с использованием перечисленных
 Программа статистического обследования предприятий общественного питания
Программа статистического обследования предприятий общественного питания Презентация на тему Неравенства и их решения
Презентация на тему Неравенства и их решения  Факторы, влияющие на скорость химической реакции
Факторы, влияющие на скорость химической реакции Жизнь и творчество Федора Михайловича Достоевского
Жизнь и творчество Федора Михайловича Достоевского Основные понятия системологии
Основные понятия системологии Экономика СССР в годы Великой Отечественной войны
Экономика СССР в годы Великой Отечественной войны Порядок судебного разбирательства и приговор суда. Лекция 20
Порядок судебного разбирательства и приговор суда. Лекция 20 Педагогические чтения по теме : « Школа-центр духовно-нравственного становления личности» Работу выполнила учитель русского я
Педагогические чтения по теме : « Школа-центр духовно-нравственного становления личности» Работу выполнила учитель русского я ГЕОГРАФИЯ – ЭТО КОМПЛЕКС НАУК, ИЗУЧАЮЩИЙ ВЗАИМОДЕЙСТВИЕ ПРИРОДЫ И ОБЩЕСТВА В ПРОЦЕССЕ ПРОИЗВОДСТВА МАТЕРИАЛЬНЫХ БЛАГ И УСЛУГ.
ГЕОГРАФИЯ – ЭТО КОМПЛЕКС НАУК, ИЗУЧАЮЩИЙ ВЗАИМОДЕЙСТВИЕ ПРИРОДЫ И ОБЩЕСТВА В ПРОЦЕССЕ ПРОИЗВОДСТВА МАТЕРИАЛЬНЫХ БЛАГ И УСЛУГ. Проект детальных инженерно-геологических изысканий на площадке строительства кранового узла №824
Проект детальных инженерно-геологических изысканий на площадке строительства кранового узла №824 Dance-Modern шоу-балет
Dance-Modern шоу-балет Контекстная реклама: выбор форматов и оценка эффективности
Контекстная реклама: выбор форматов и оценка эффективности Взаимосвязь мотивации и уровня стресса
Взаимосвязь мотивации и уровня стресса Как найти клиентов?
Как найти клиентов? Затылованные фрезы. Основы проектирования режущих инструментов. Часть 2
Затылованные фрезы. Основы проектирования режущих инструментов. Часть 2 Осень. Люблю природу русскую. 2 класс
Осень. Люблю природу русскую. 2 класс 123
123 Презентация на тему Фридрих Шиллер
Презентация на тему Фридрих Шиллер широков
широков Transport for London (TfL) London Underground Project
Transport for London (TfL) London Underground Project EXPO-58, Брюссель
EXPO-58, Брюссель Текст как форма представления информации
Текст как форма представления информации Пищевые добавки
Пищевые добавки Максимальный размер микрозайма 1 000 000 рублей Максимальный срок 12 месяцев Процентная ставка 8% годовых (на 01.06.2012) (ст
Максимальный размер микрозайма 1 000 000 рублей Максимальный срок 12 месяцев Процентная ставка 8% годовых (на 01.06.2012) (ст Право в системе регулирования общественных отношений. Правовая основа физической культуры и спорта
Право в системе регулирования общественных отношений. Правовая основа физической культуры и спорта Современное декоративное искусство
Современное декоративное искусство Мои права и обязанности
Мои права и обязанности Презентация на тему Движение крови по сосудам
Презентация на тему Движение крови по сосудам