- Модернизация и развитие участка волочения тугоплавких металлов и сплавов

Содержание
- 2. АКТУАЛЬНОСТЬ данной темы заключается в широком применении волочильного оборудования и стремлении усовершенствования и модернизации стана для
- 3. ЗАДАЧИ РАБОТЫ: Провести аналитический и патентный обзор методов нагрева материала перед волочением: Физические основы Оборудование для
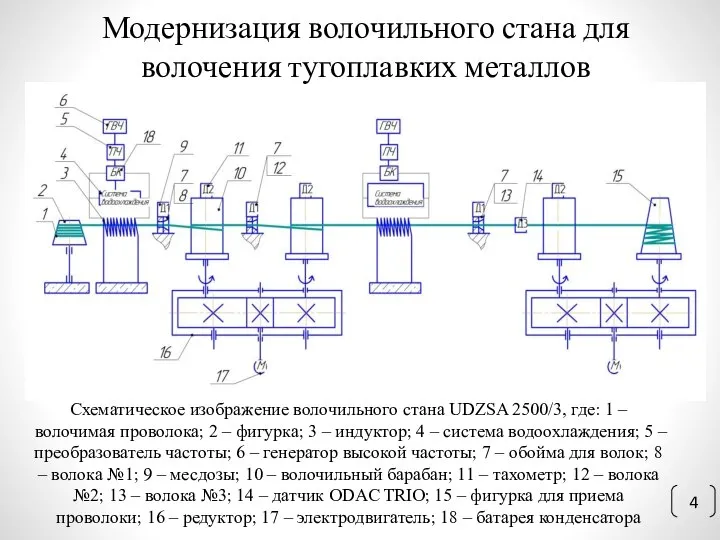
- 4. Модернизация волочильного стана для волочения тугоплавких металлов Схематическое изображение волочильного стана UDZSA 2500/3, где: 1 –
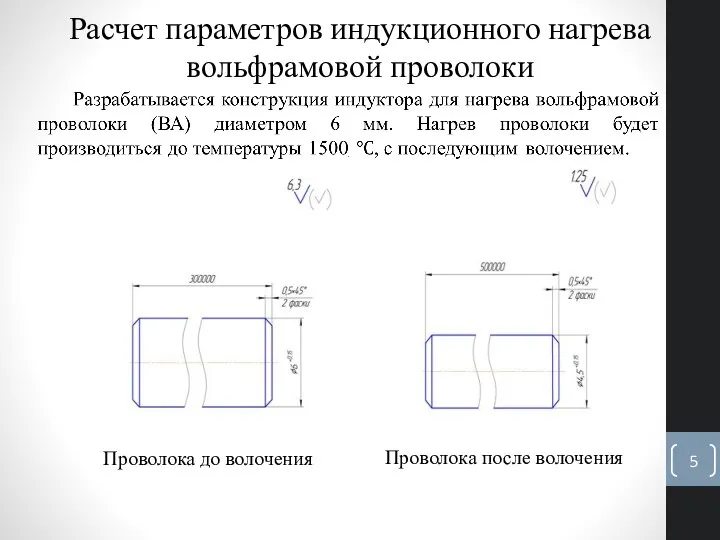
- 5. Расчет параметров индукционного нагрева вольфрамовой проволоки Проволока до волочения Проволока после волочения
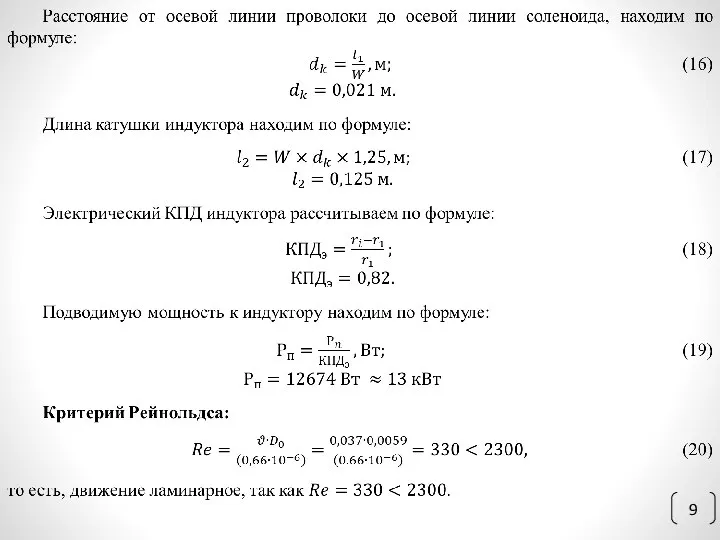
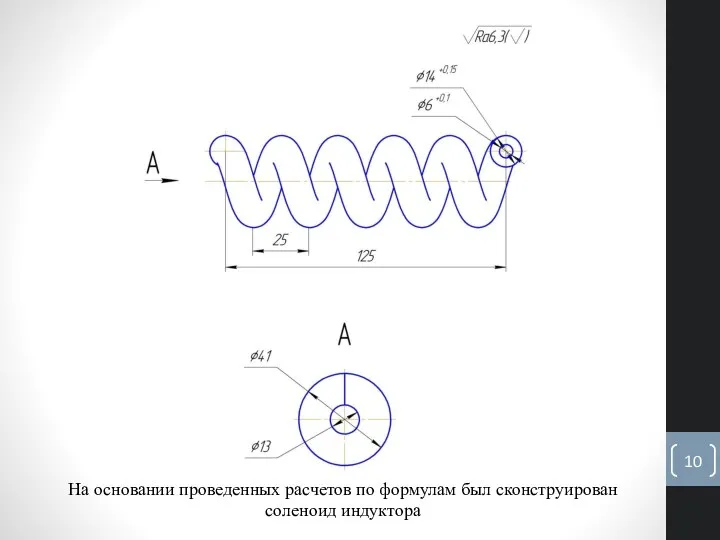
- 10. На основании проведенных расчетов по формулам был сконструирован соленоид индуктора
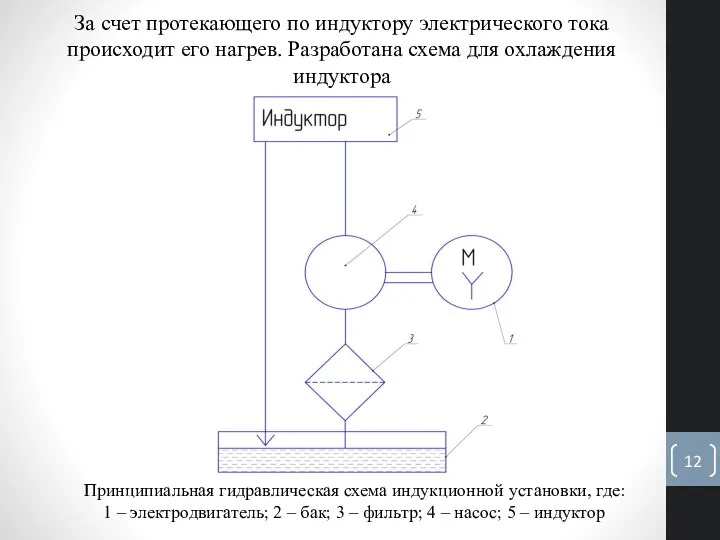
- 12. За счет протекающего по индуктору электрического тока происходит его нагрев. Разработана схема для охлаждения индуктора Принципиальная
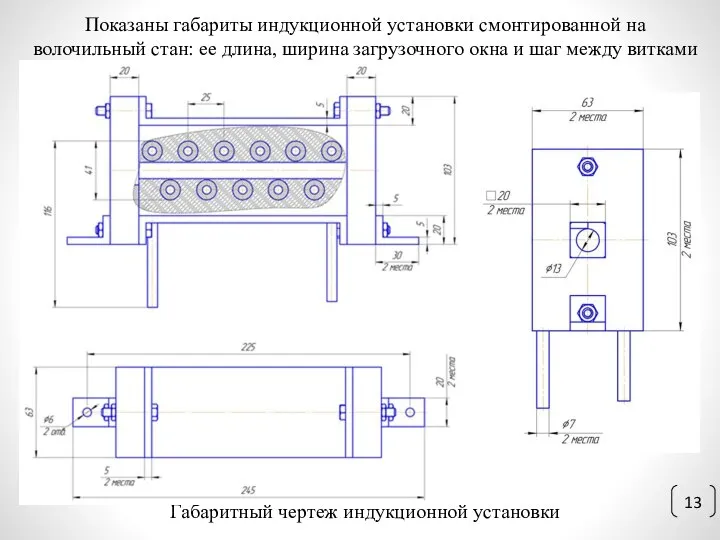
- 13. Габаритный чертеж индукционной установки Показаны габариты индукционной установки смонтированной на волочильный стан: ее длина, ширина загрузочного
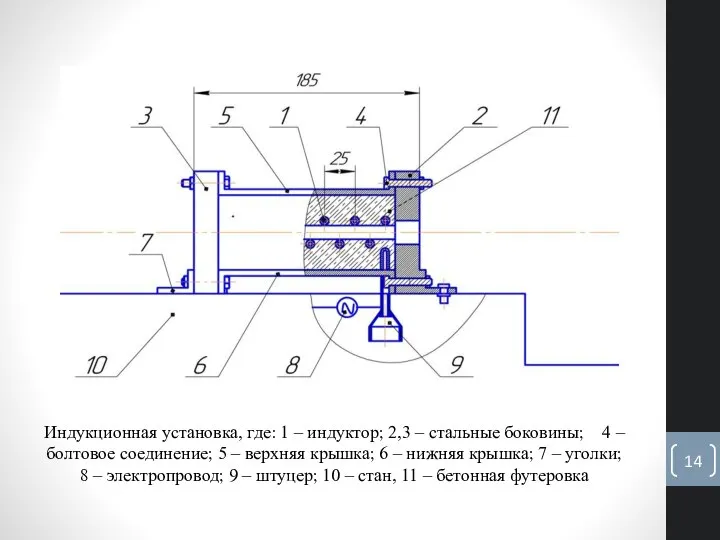
- 14. Индукционная установка, где: 1 – индуктор; 2,3 – стальные боковины; 4 – болтовое соединение; 5 –
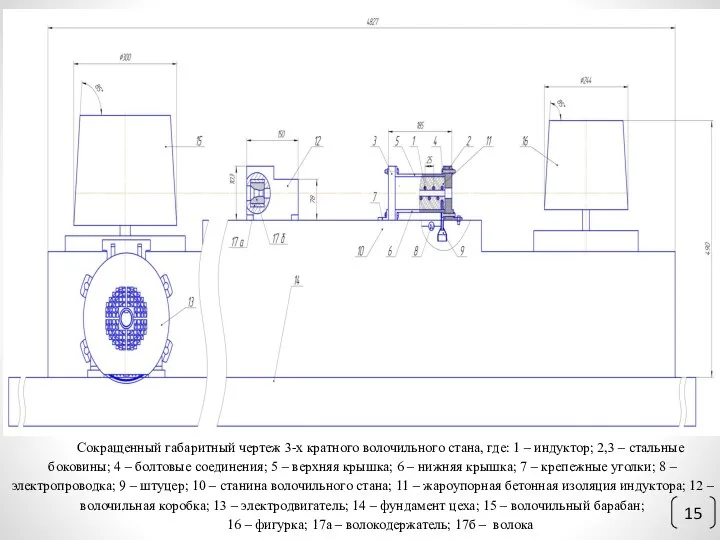
- 15. Сокращенный габаритный чертеж 3-х кратного волочильного стана, где: 1 – индуктор; 2,3 – стальные боковины; 4
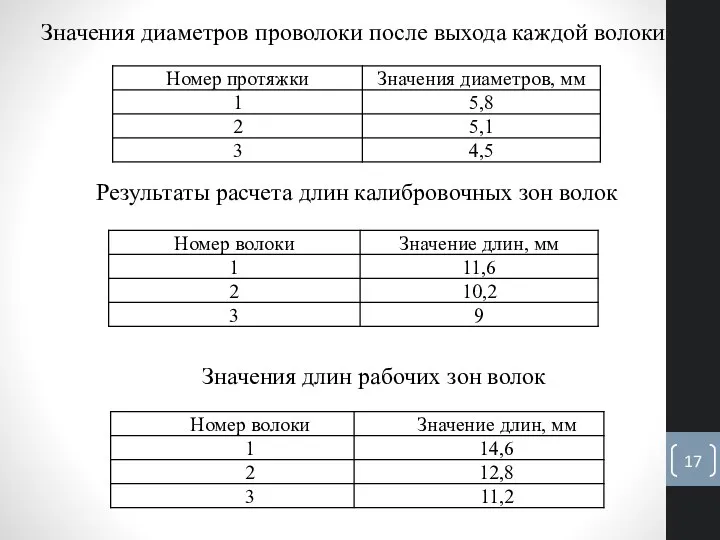
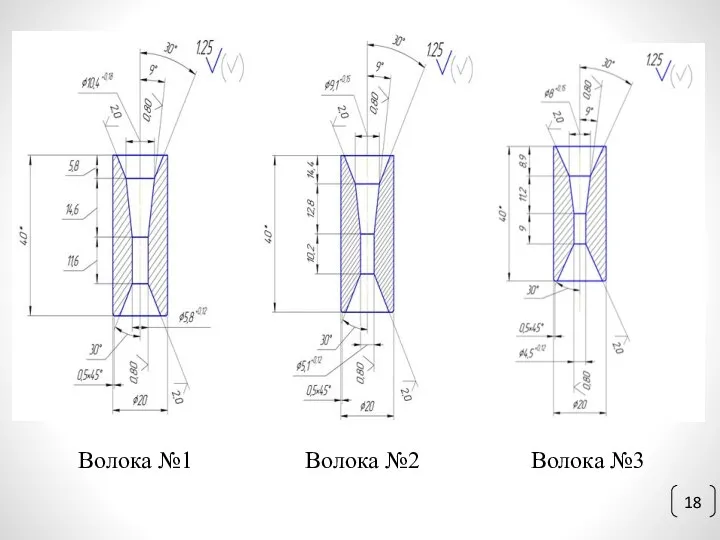
- 17. Значения диаметров проволоки после выхода каждой волоки Результаты расчета длин калибровочных зон волок Значения длин рабочих
- 18. Волока №1 Волока №2 Волока №3
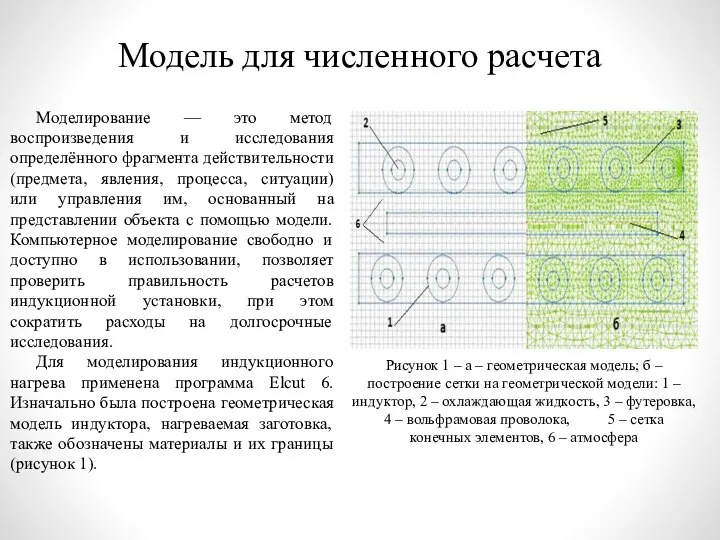
- 19. Модель для численного расчета Рисунок 1 – а – геометрическая модель; б – построение сетки на
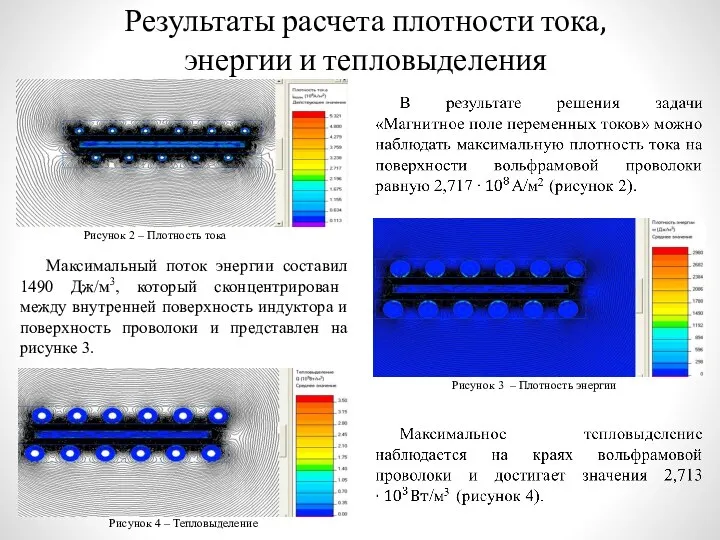
- 20. Результаты расчета плотности тока, энергии и тепловыделения Рисунок 2 – Плотность тока Максимальный поток энергии составил
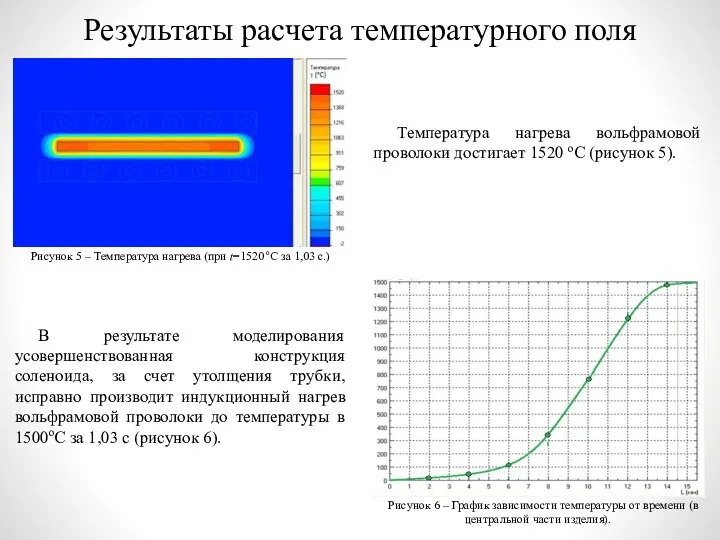
- 21. Результаты расчета температурного поля Температура нагрева вольфрамовой проволоки достигает 1520 оС (рисунок 5). Рисунок 5 –
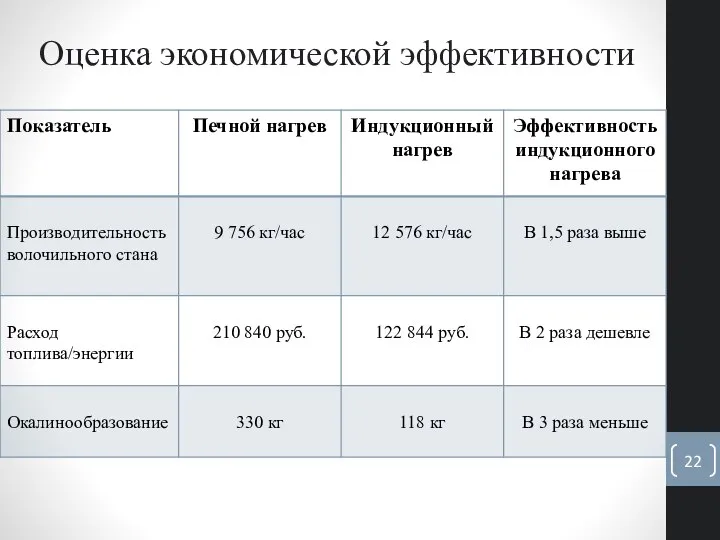
- 22. Оценка экономической эффективности
- 23. Безопасность технологического процесса. Основные опасные факторы: падение бунтов проволоки при транспортировке поражение электрическим током излучение, исходящее
- 24. Заключение В данной работе была разработана технология горячего волочения вольфрамовой проволоки, были найдены значения диаметров после
- 26. Скачать презентацию
Слайд 2АКТУАЛЬНОСТЬ данной темы заключается в широком применении волочильного оборудования и стремлении усовершенствования
АКТУАЛЬНОСТЬ данной темы заключается в широком применении волочильного оборудования и стремлении усовершенствования
Слайд 3ЗАДАЧИ РАБОТЫ:
Провести аналитический и патентный обзор методов нагрева материала перед волочением:
Физические основы
Оборудование
ЗАДАЧИ РАБОТЫ:
Провести аналитический и патентный обзор методов нагрева материала перед волочением:
Физические основы
Оборудование
Слайд 4Модернизация волочильного стана для волочения тугоплавких металлов
Схематическое изображение волочильного стана UDZSA 2500/3,
Модернизация волочильного стана для волочения тугоплавких металлов
Схематическое изображение волочильного стана UDZSA 2500/3,
Слайд 5
Расчет параметров индукционного нагрева вольфрамовой проволоки
Проволока до волочения
Проволока после волочения
Расчет параметров индукционного нагрева вольфрамовой проволоки
Проволока до волочения
Проволока после волочения


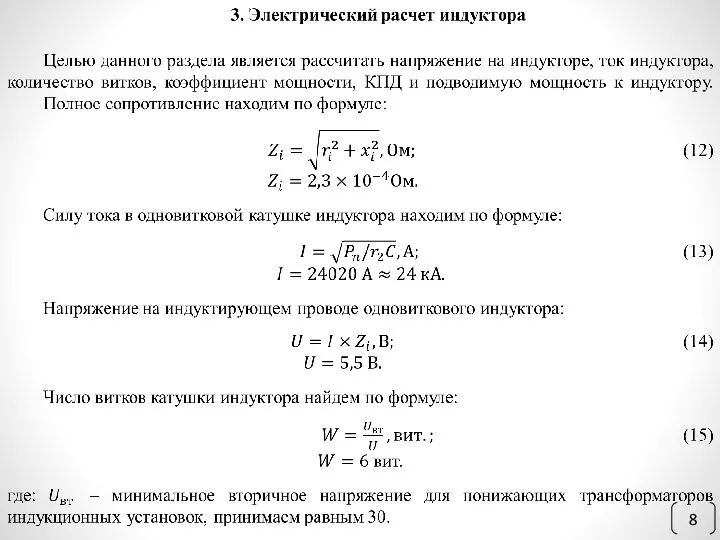
Слайд 10На основании проведенных расчетов по формулам был сконструирован соленоид индуктора
На основании проведенных расчетов по формулам был сконструирован соленоид индуктора

Слайд 12За счет протекающего по индуктору электрического тока происходит его нагрев. Разработана схема
За счет протекающего по индуктору электрического тока происходит его нагрев. Разработана схема
Слайд 13Габаритный чертеж индукционной установки
Показаны габариты индукционной установки смонтированной на волочильный стан: ее
Габаритный чертеж индукционной установки
Показаны габариты индукционной установки смонтированной на волочильный стан: ее
Слайд 14Индукционная установка, где: 1 – индуктор; 2,3 – стальные боковины; 4 –
Индукционная установка, где: 1 – индуктор; 2,3 – стальные боковины; 4 –
Слайд 15Сокращенный габаритный чертеж 3-х кратного волочильного стана, где: 1 – индуктор; 2,3
Сокращенный габаритный чертеж 3-х кратного волочильного стана, где: 1 – индуктор; 2,3

Слайд 17Значения диаметров проволоки после выхода каждой волоки
Результаты расчета длин калибровочных зон волок
Значения
Значения диаметров проволоки после выхода каждой волоки
Результаты расчета длин калибровочных зон волок
Значения
Слайд 18Волока №1
Волока №2
Волока №3
Волока №1
Волока №2
Волока №3
Слайд 19Модель для численного расчета
Рисунок 1 – а – геометрическая модель; б –
Модель для численного расчета
Рисунок 1 – а – геометрическая модель; б –
Слайд 20Результаты расчета плотности тока, энергии и тепловыделения
Рисунок 2 – Плотность тока
Максимальный поток
Результаты расчета плотности тока, энергии и тепловыделения
Рисунок 2 – Плотность тока
Максимальный поток
Слайд 21Результаты расчета температурного поля
Температура нагрева вольфрамовой проволоки достигает 1520 оС (рисунок 5).
Рисунок
Результаты расчета температурного поля
Температура нагрева вольфрамовой проволоки достигает 1520 оС (рисунок 5).
Рисунок
Слайд 22Оценка экономической эффективности
Оценка экономической эффективности
Слайд 23Безопасность технологического процесса.
Основные опасные факторы:
падение бунтов проволоки при транспортировке
поражение электрическим током
излучение, исходящее
Безопасность технологического процесса.
Основные опасные факторы:
падение бунтов проволоки при транспортировке
поражение электрическим током
излучение, исходящее
Слайд 24Заключение
В данной работе была разработана технология горячего волочения вольфрамовой проволоки, были найдены
Заключение
В данной работе была разработана технология горячего волочения вольфрамовой проволоки, были найдены
 [Panda MeetUP] Кто все эти люди_
[Panda MeetUP] Кто все эти люди_ Артериальная гипертония.
Артериальная гипертония. В гостях у любимой сказки
В гостях у любимой сказки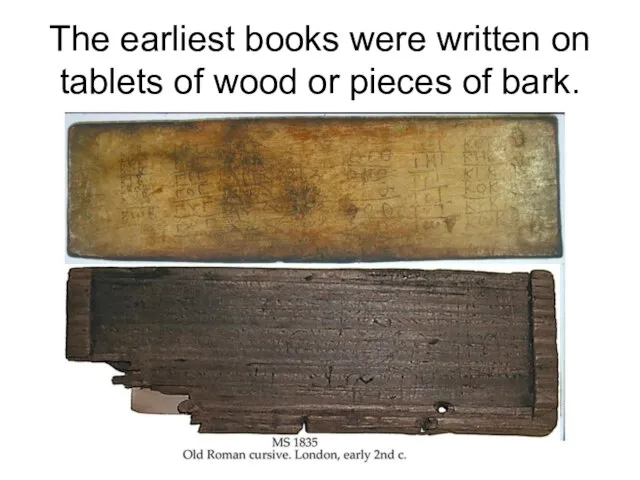 The printed word
The printed word МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об
МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об مدیریت مراکز فرهنگی
مدیریت مراکز فرهنگی Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3 Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз
Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз Спрос предложение и равновесная цена
Спрос предложение и равновесная цена Этрусское искусство
Этрусское искусство Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу
Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу The Article
The Article Стандарт электронной услуги (СЭУ)
Стандарт электронной услуги (СЭУ) Коммерческое предложение на органические удобрения
Коммерческое предложение на органические удобрения Электрический ток в газах (10 класс)
Электрический ток в газах (10 класс) Основные типы узлов. Назначение узлов
Основные типы узлов. Назначение узлов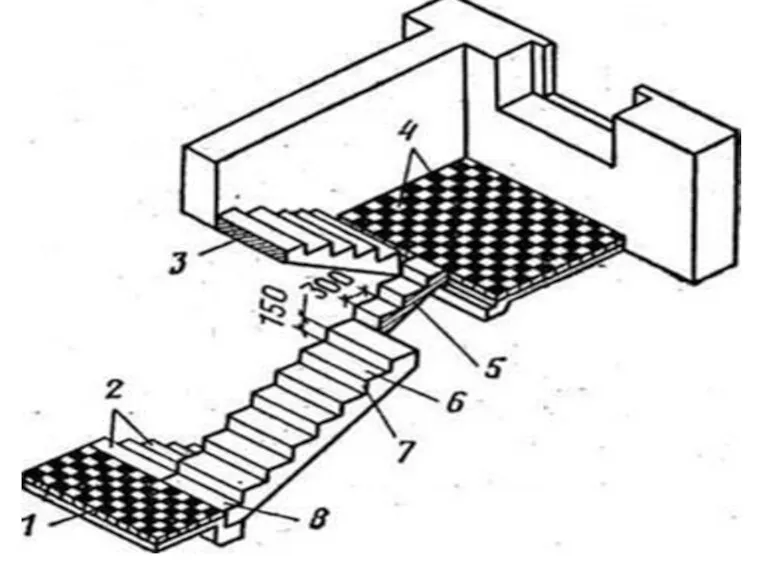 Лестница. Элементы лестницы
Лестница. Элементы лестницы Динамометр DynaforTM LLX1
Динамометр DynaforTM LLX1 Презентация тренинга«Работа с возражениями и сопротивлениями»
Презентация тренинга«Работа с возражениями и сопротивлениями» как_помочь_себе_когда_батарейка_на_нуле
как_помочь_себе_когда_батарейка_на_нуле Кожа. Надежная защита организма
Кожа. Надежная защита организма Вечер памяти Александра Вампилова
Вечер памяти Александра Вампилова Гостиница Khortitsa palace
Гостиница Khortitsa palace Презентация на тему Глобализация
Презентация на тему Глобализация Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира
Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира Оказываем аутсорсинг бухгалтерских услуг для ооо и ип
Оказываем аутсорсинг бухгалтерских услуг для ооо и ип Предпосылки Великой Отечественной Войны
Предпосылки Великой Отечественной Войны СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС
СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС