- Модульно-кейсовая технология активизации самостоятельной познавательной деятельности учащихся

Содержание
- 2. Введение Предприниматель Н. организовал производство мебели из дерева. Благодаря высокой механической прочности , лёгкой обрабатываемости, небольшому
- 3. Задача. Проанализировать причины снижения качества при изготовлении мебели и предложить свои варианты устранения ошибок. Уточнение задания:
- 4. Дополнительная информация В современном деревообрабатывающем производстве требуются детали и сборочные единицы такой точности, чтобы их можно
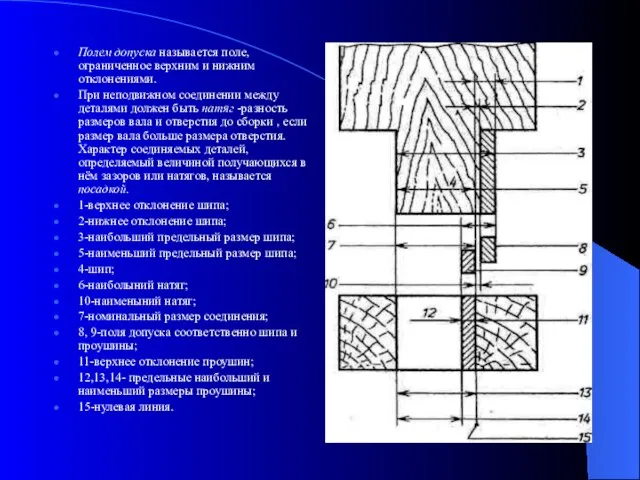
- 5. Полем допуска называется поле, ограниченное верхним и нижним отклонениями. При неподвижном соединении между деталями должен быть
- 6. Технические измерения Метрология в современном понимании - наука об измерениях, методах и средствах обеспечения их единства
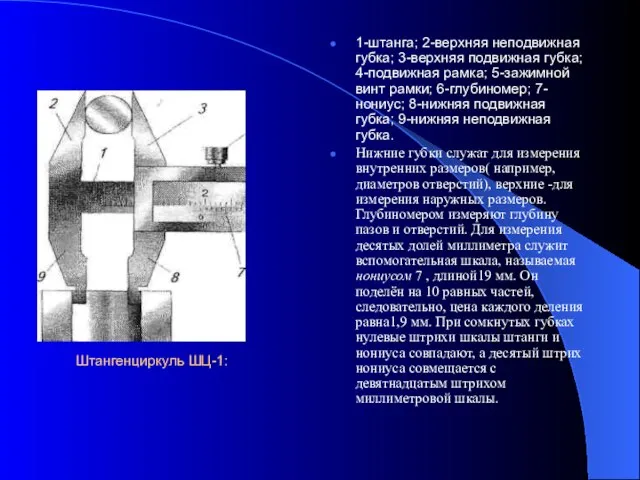
- 7. Штангенциркуль ШЦ-1: 1-штанга; 2-верхняя неподвижная губка; 3-верхняя подвижная губка; 4-подвижная рамка; 5-зажимной винт рамки; 6-глубиномер; 7-нониус;
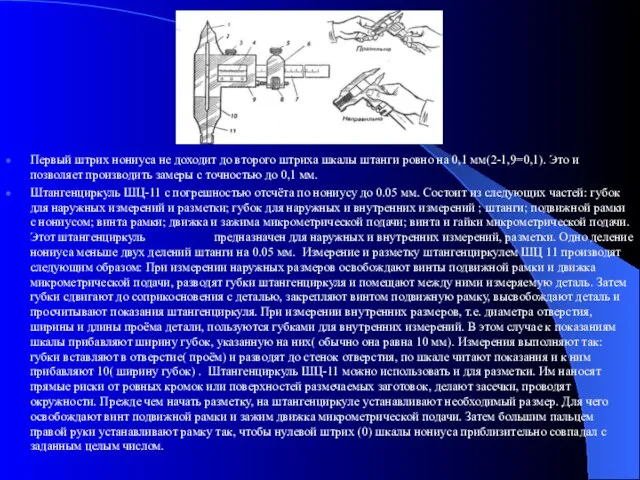
- 8. Первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм(2-1,9=0,1). Это и
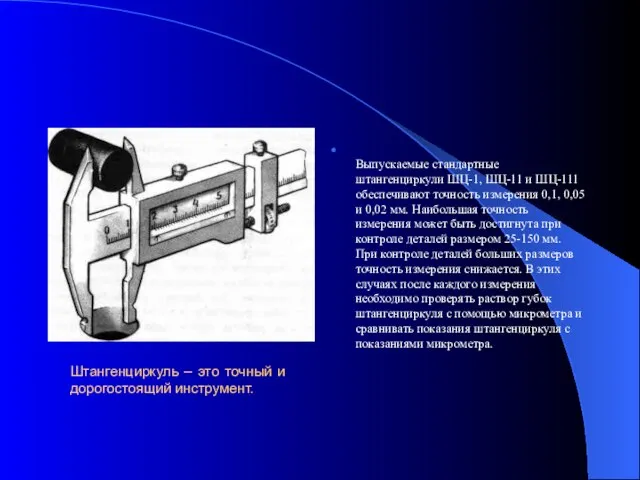
- 9. Штангенциркуль – это точный и дорогостоящий инструмент. Выпускаемые стандартные штангенциркули ШЦ-1, ШЦ-11 и ШЦ-111 обеспечивают точность
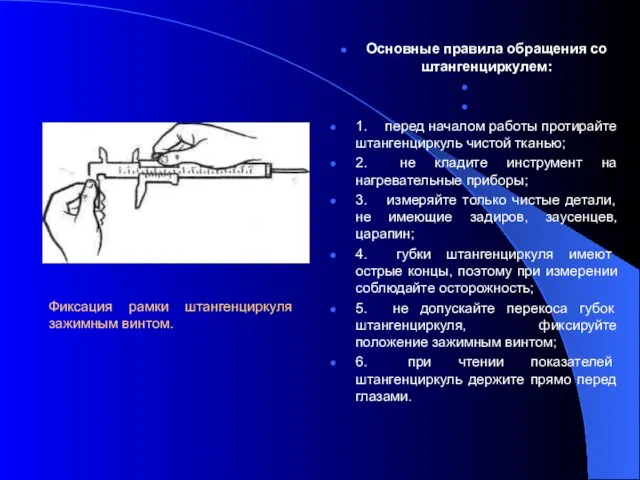
- 10. Фиксация рамки штангенциркуля зажимным винтом. Основные правила обращения со штангенциркулем: 1. перед началом работы протирайте штангенциркуль
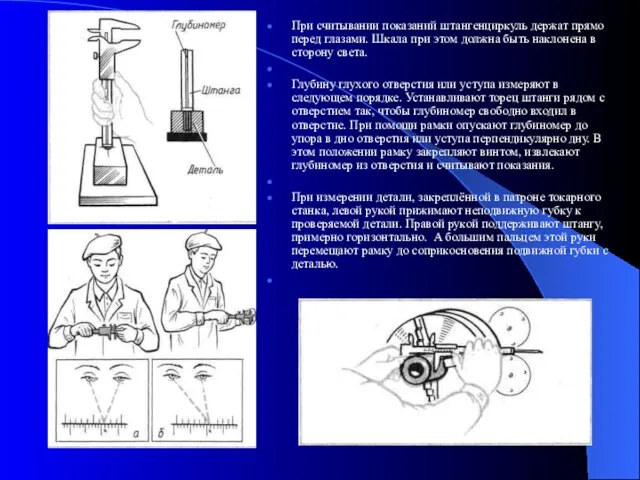
- 11. При считывании показаний штангенциркуль держат прямо перед глазами. Шкала при этом должна быть наклонена в сторону
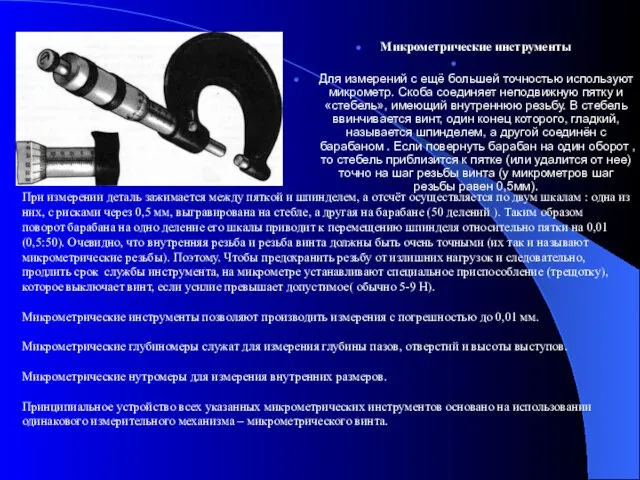
- 12. Микрометрические инструменты Для измерений с ещё большей точностью используют микрометр. Скоба соединяет неподвижную пятку и «стебель»,
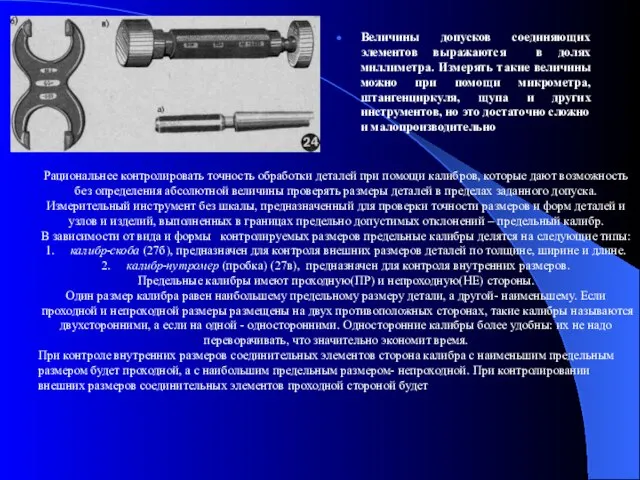
- 13. Величины допусков соединяющих элементов выражаются в долях миллиметра. Измерять такие величины можно при помощи микрометра, штангенциркуля,
- 14. сторона с наибольшим и непроходной-с наименьшим предельными размерами. Контролируя детали, калибры надвигают на них плавно .
- 15. Глоссарий Штангенциркуль - (от нем.. «штанге» - шест, жердь. Стержень и лат. «циркулус» - круг) -
- 16. Тест 1.Вопрос: Что называется ценой деления шкалы? А – разность значений величин, соответствующих первой и последней
- 17. Самостоятельная работа с мини кейс – заданиями ( подбери из нижеприведённых ответов правильное обоснование и предложение
- 18. 4. Рабочий – мебельщик, выполняющий операцию по контролю точности изготовления деталей больших размеров штангенциркулем, заметил, что
- 19. Правильные ответы к тесту. 1.Б 2.Б 3Б. 4А. Выберите правильный ответ к соответствующему мини кейсу. А
- 20. Измерение следует производить штангенциркулем ШЦ -1 с погрешностью измерения 0.1 мм. Измерение следует производить штангенциркулем ШЦ
- 22. Скачать презентацию
Слайд 2Введение
Предприниматель Н. организовал производство мебели из дерева. Благодаря высокой механической прочности
Введение
Предприниматель Н. организовал производство мебели из дерева. Благодаря высокой механической прочности
Слайд 3Задача.
Проанализировать причины снижения качества при изготовлении мебели и предложить свои варианты устранения
Задача. Проанализировать причины снижения качества при изготовлении мебели и предложить свои варианты устранения
Слайд 4Дополнительная информация
В современном деревообрабатывающем производстве требуются детали и сборочные единицы такой точности,
Дополнительная информация В современном деревообрабатывающем производстве требуются детали и сборочные единицы такой точности,
Слайд 5Полем допуска называется поле, ограниченное верхним и нижним отклонениями.
При неподвижном соединении между
Полем допуска называется поле, ограниченное верхним и нижним отклонениями.
При неподвижном соединении между
Слайд 6Технические измерения
Метрология в современном понимании - наука об измерениях, методах и средствах
Технические измерения Метрология в современном понимании - наука об измерениях, методах и средствах
Слайд 7Штангенциркуль ШЦ-1:
1-штанга; 2-верхняя неподвижная губка; 3-верхняя подвижная губка; 4-подвижная рамка; 5-зажимной винт
Штангенциркуль ШЦ-1:
1-штанга; 2-верхняя неподвижная губка; 3-верхняя подвижная губка; 4-подвижная рамка; 5-зажимной винт
Слайд 8Первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на
Первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на
Слайд 9
Штангенциркуль – это точный и дорогостоящий инструмент.
Выпускаемые стандартные штангенциркули ШЦ-1, ШЦ-11
Штангенциркуль – это точный и дорогостоящий инструмент.
Выпускаемые стандартные штангенциркули ШЦ-1, ШЦ-11
Слайд 10Фиксация рамки штангенциркуля зажимным винтом.
Основные правила обращения со штангенциркулем:
1. перед началом
Фиксация рамки штангенциркуля зажимным винтом.
Основные правила обращения со штангенциркулем:
1. перед началом
Слайд 11При считывании показаний штангенциркуль держат прямо перед глазами. Шкала при этом должна
При считывании показаний штангенциркуль держат прямо перед глазами. Шкала при этом должна
Слайд 12Микрометрические инструменты
Для измерений с ещё большей точностью используют микрометр. Скоба соединяет неподвижную
Микрометрические инструменты
Для измерений с ещё большей точностью используют микрометр. Скоба соединяет неподвижную
Слайд 13Величины допусков соединяющих элементов выражаются в долях миллиметра. Измерять такие величины можно
Величины допусков соединяющих элементов выражаются в долях миллиметра. Измерять такие величины можно
Слайд 14сторона с наибольшим и непроходной-с наименьшим предельными размерами. Контролируя детали, калибры надвигают
сторона с наибольшим и непроходной-с наименьшим предельными размерами. Контролируя детали, калибры надвигают
Слайд 15Глоссарий
Штангенциркуль - (от нем.. «штанге» - шест, жердь. Стержень и лат. «циркулус»
Глоссарий
Штангенциркуль - (от нем.. «штанге» - шест, жердь. Стержень и лат. «циркулус»
Слайд 16Тест
1.Вопрос: Что называется ценой деления шкалы?
А – разность значений величин, соответствующих первой
Тест
1.Вопрос: Что называется ценой деления шкалы?
А – разность значений величин, соответствующих первой
Слайд 17Самостоятельная работа с мини кейс – заданиями
( подбери из нижеприведённых ответов правильное
Самостоятельная работа с мини кейс – заданиями
( подбери из нижеприведённых ответов правильное
Слайд 184. Рабочий – мебельщик, выполняющий операцию по контролю точности изготовления деталей больших
4. Рабочий – мебельщик, выполняющий операцию по контролю точности изготовления деталей больших
Слайд 19Правильные ответы к тесту.
1.Б 2.Б 3Б. 4А.
Выберите правильный ответ к соответствующему мини
Правильные ответы к тесту.
1.Б 2.Б 3Б. 4А.
Выберите правильный ответ к соответствующему мини
Слайд 20Измерение следует производить штангенциркулем ШЦ -1 с погрешностью измерения 0.1 мм.
Измерение следует
Измерение следует производить штангенциркулем ШЦ -1 с погрешностью измерения 0.1 мм.
Измерение следует
 Клуб молодого педагога
Клуб молодого педагога Литьё под давлением
Литьё под давлением Причины и последствия конфликтов между учениками младших классов
Причины и последствия конфликтов между учениками младших классов Электромаммограф - РС
Электромаммограф - РС Мы в ответе за свою жизнь
Мы в ответе за свою жизнь Они сражались за Родину
Они сражались за Родину ГАЛЕРЕЯ ЭКСКЛЮЗИВНЫХ АКСЕССУАРОВ «БУРЖУЙ»
ГАЛЕРЕЯ ЭКСКЛЮЗИВНЫХ АКСЕССУАРОВ «БУРЖУЙ» Том Диксон
Том Диксон Презентация на тему Рисуем жирафа
Презентация на тему Рисуем жирафа Метод определения перспективной высоты уровня взгляда художника
Метод определения перспективной высоты уровня взгляда художника Интернет полезен!
Интернет полезен! Визуальное обследование и оценка технического состояния жилого дома
Визуальное обследование и оценка технического состояния жилого дома Алгоритмы биоинформатики
Алгоритмы биоинформатики Системная среда Windows
Системная среда Windows Обирай майбутнє без тютюну
Обирай майбутнє без тютюну Предупреждение чрезвычайных ситуаций
Предупреждение чрезвычайных ситуаций Физкультура - наше все!
Физкультура - наше все! Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир)
Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир) Презентация проекта _Загадки космоса НЛО_
Презентация проекта _Загадки космоса НЛО_ Угрожающие нарушения ритма и проводимости
Угрожающие нарушения ритма и проводимости Корректоры для лица
Корректоры для лица Фасады магазинов
Фасады магазинов Презентация на тему Арифметическая и геометрическая прогрессии
Презентация на тему Арифметическая и геометрическая прогрессии  УЧЕБНОЕ ЗАНЯТИЕдля учеников старших классов
УЧЕБНОЕ ЗАНЯТИЕдля учеников старших классов Классификация углеводородов
Классификация углеводородов ENGLISH TENSES Времена английского глагола Present Simple
ENGLISH TENSES Времена английского глагола Present Simple Информационные технологии в журналистикеИнтернет – телевидение(IPTV)
Информационные технологии в журналистикеИнтернет – телевидение(IPTV) Иллюстрации Орби Бердслея к драме Саломея
Иллюстрации Орби Бердслея к драме Саломея