- Наладка станков с ЧПУ

Содержание
- 2. Наладка — подготовка технологического оборудования и технологической оснастки к выполнению технологической операции. Подналадка — дополнительная регулировка
- 3. В единичном и мелкосерийном производстве, когда требуемая точность обработки достигается методом пробных ходов и измере-ний, задачами
- 4. При обработке деталей на станках с ЧПУ точность размеров обеспечивается относительно начала отсчета системы координат станка.
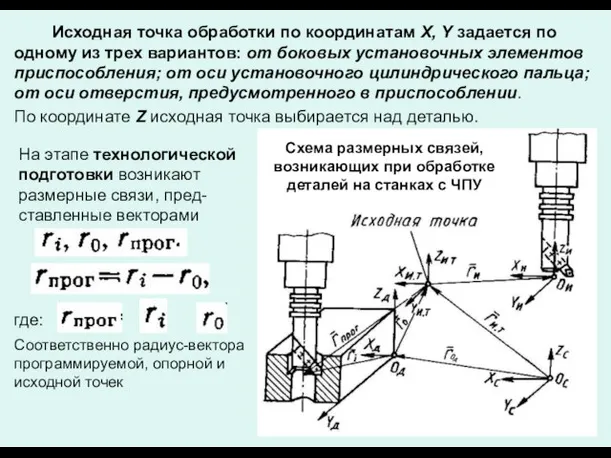
- 5. Исходная точка обработки по координатам X, Y задается по одному из трех вариантов: от боковых установочных
- 6. ОД) На этапе наладки станка устанавливаются размерные связи между системой его координат, относительно которой ведется отсчет
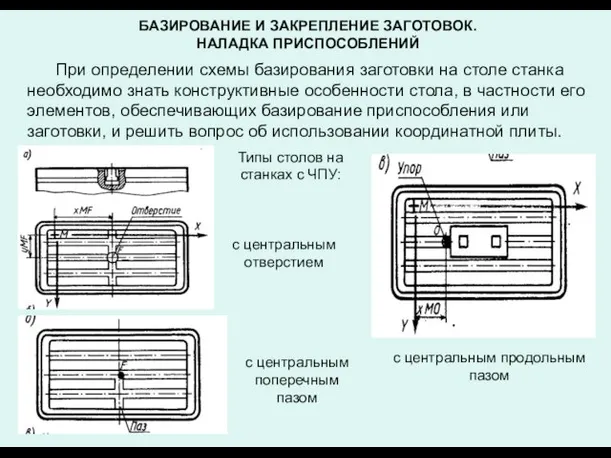
- 7. БАЗИРОВАНИЕ И ЗАКРЕПЛЕНИЕ ЗАГОТОВОК. НАЛАДКА ПРИСПОСОБЛЕНИЙ При определении схемы базирования заготовки на столе станка необходимо знать
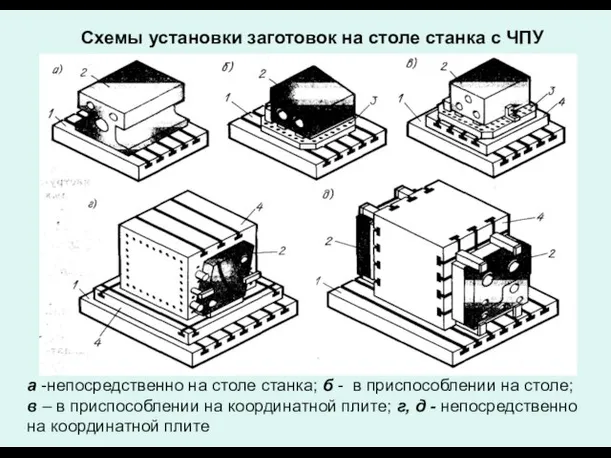
- 8. Схемы установки заготовок на столе станка с ЧПУ а -непосредственно на столе станка; б - в
- 9. Главные преимущества координатных плит: 1 - облегчают выверку положения детали или приспособления и размерную наладку инструмента.
- 10. 2. Управляющей программой допускается произвольное расположение приспособления вдоль осей координат. Такое размещение приспособления на столе свойственно
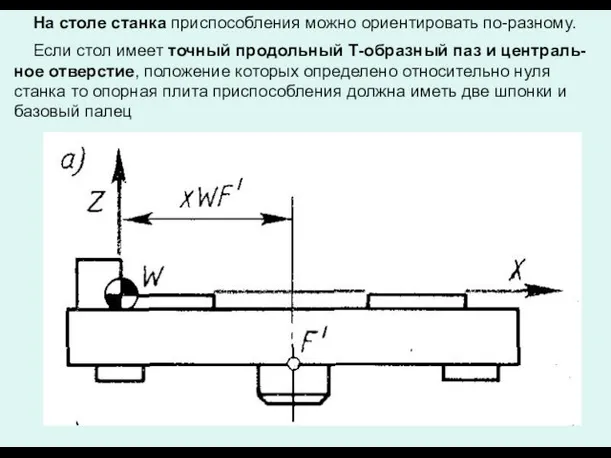
- 11. На столе станка приспособления можно ориентировать по-разному. Если стол имеет точный продольный Т-образный паз и централь-ное
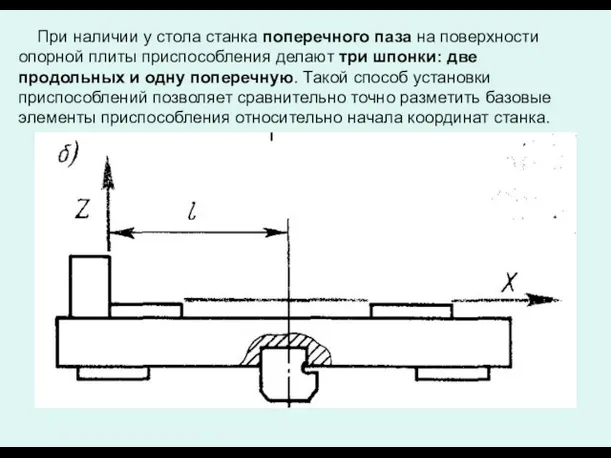
- 12. При наличии у стола станка поперечного паза на поверхности опорной плиты приспособления делают три шпонки: две
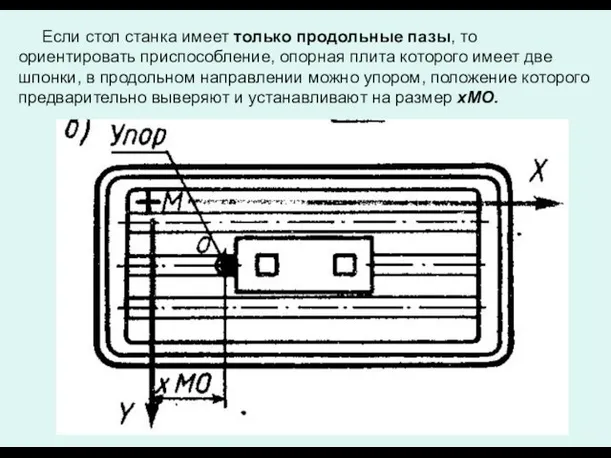
- 13. Если стол станка имеет только продольные пазы, то ориентировать приспособление, опорная плита которого имеет две шпонки,
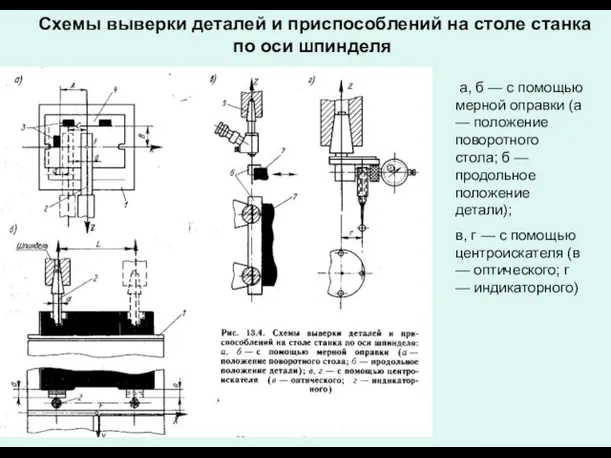
- 14. Схемы выверки деталей и приспособлений на столе станка по оси шпинделя а, б — с помощью
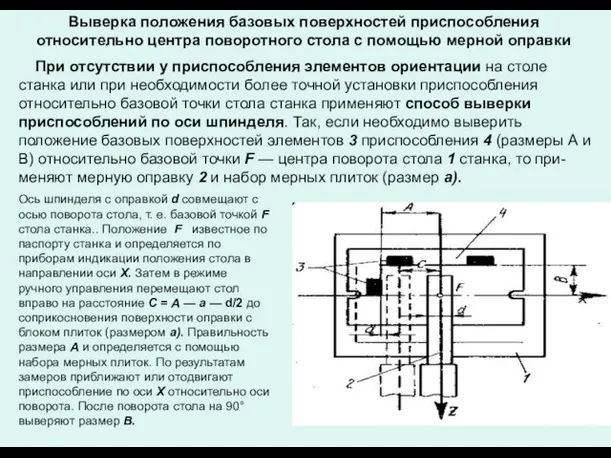
- 15. При отсутствии у приспособления элементов ориентации на столе станка или при необходимости более точной установки приспособления
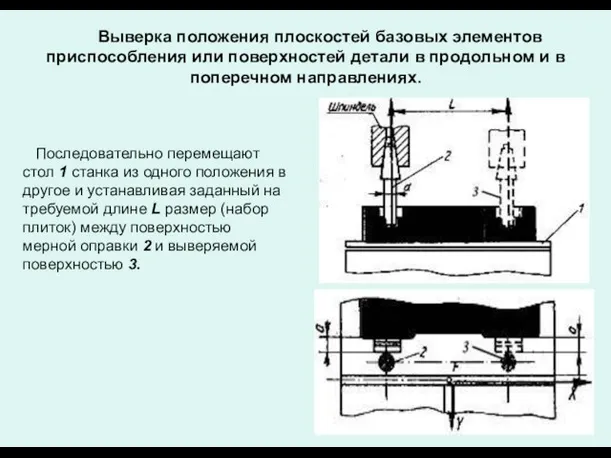
- 16. Выверка положения плоскостей базовых элементов приспособления или поверхностей детали в продольном и в поперечном направлениях. Последовательно
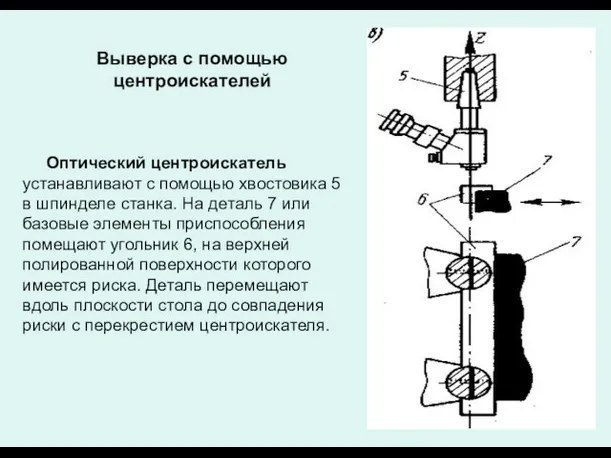
- 17. Оптический центроискатель устанавливают с помощью хвостовика 5 в шпинделе станка. На деталь 7 или базовые элементы
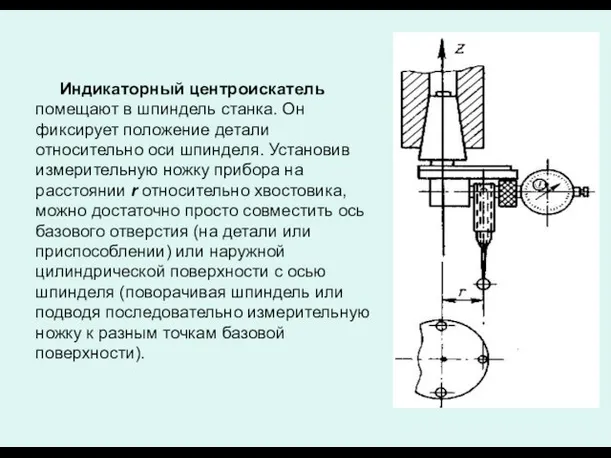
- 18. Индикаторный центроискатель помещают в шпиндель станка. Он фиксирует положение детали относительно оси шпинделя. Установив измерительную ножку
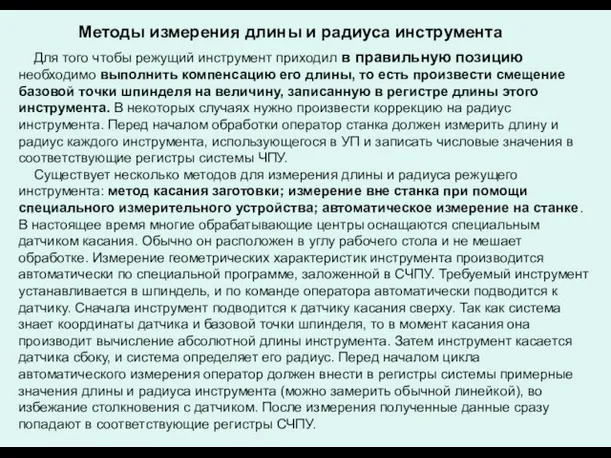
- 19. Для того чтобы режущий инструмент приходил в правильную позицию необходимо выполнить компенсацию его длины, то есть
- 20. Наладка и установка режущего инструмента с использованием приборов Определение положения вершины инструмента выполняется на специальных приборах.
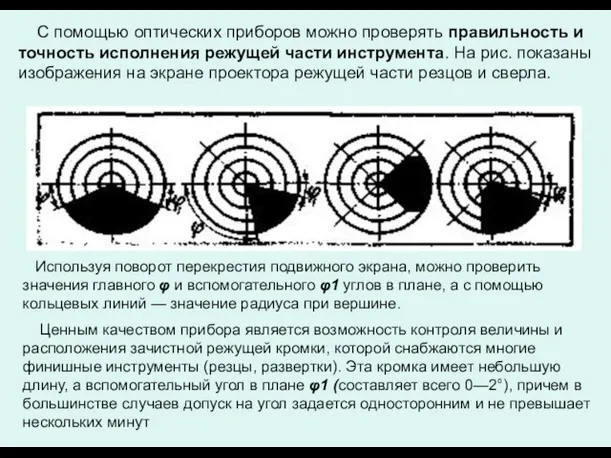
- 21. С помощью оптических приборов можно проверять правильность и точность исполнения режущей части инструмента. На рис. показаны
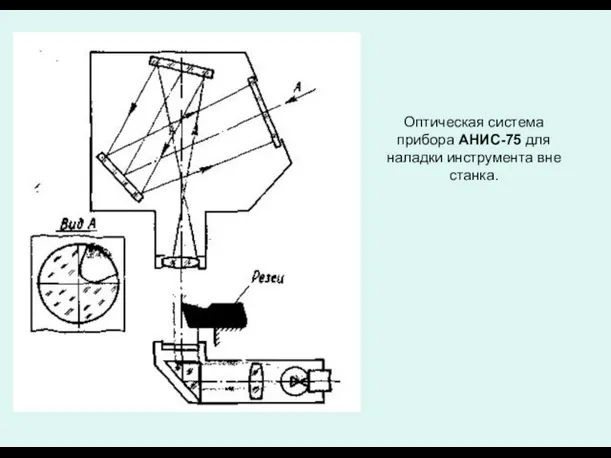
- 22. Оптическая система прибора АНИС-75 для наладки инструмента вне станка.
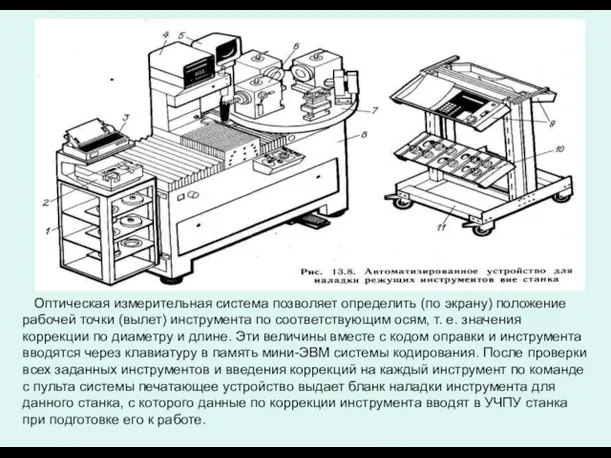
- 23. Оптическая измерительная система позволяет определить (по экрану) положение рабочей точки (вылет) инструмента по соответствующим осям, т.
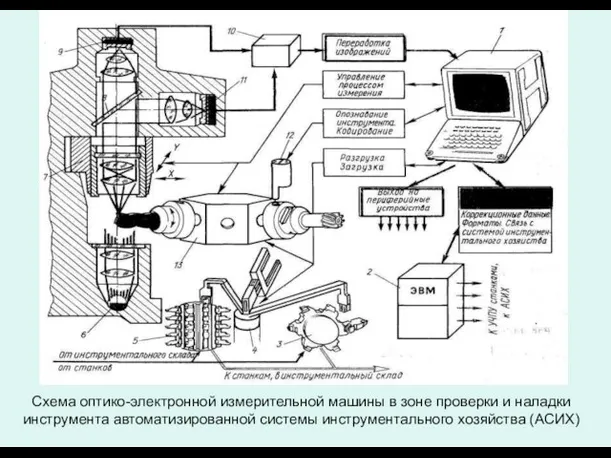
- 24. Схема оптико-электронной измерительной машины в зоне проверки и наладки инструмента автоматизированной системы инструментального хозяйства (АСИХ)
- 25. Установка режущего инструмента Режущий инструмент при наладке станка с ЧПУ устанавливают в шпинделе или на суппорте
- 27. Режимы работы станков с ЧПУ. Станки с ЧПУ могут работать в автоматическом, полуавтоматический и ручном режимах.
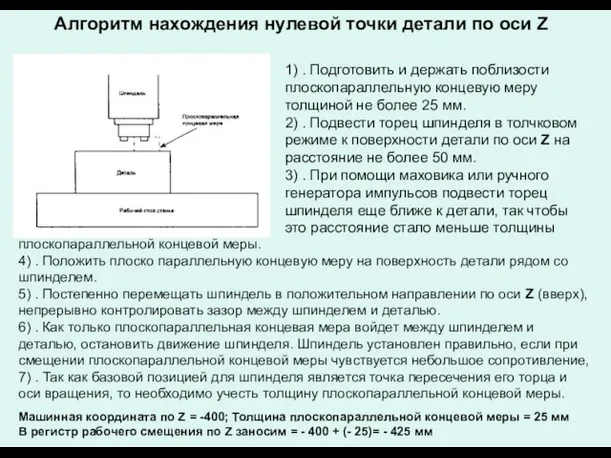
- 28. Алгоритм нахождения нулевой точки детали по оси Z 1) . Подготовить и держать поблизости плоскопараллельную концевую
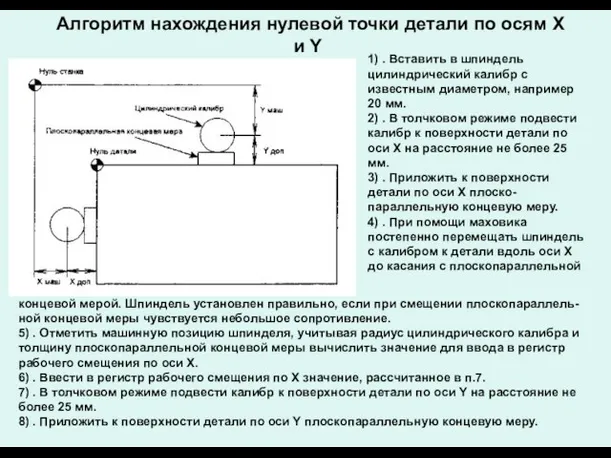
- 29. Алгоритм нахождения нулевой точки детали по осям X и Y 1) . Вставить в шпиндель цилиндрический
- 30. 9) . При помощи маховика постепенно перемещать шпиндель с калибром к детали вдоль оси Y до
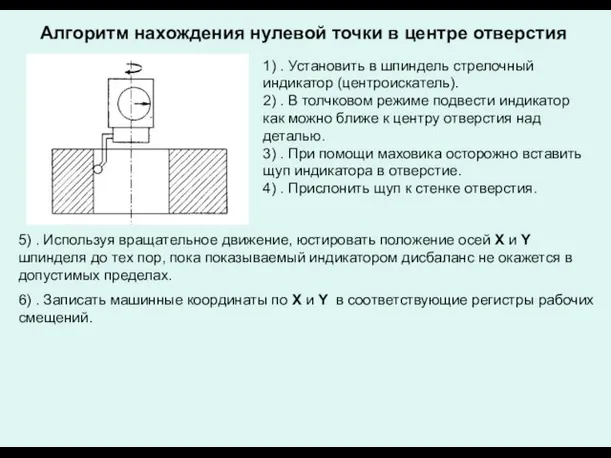
- 31. Алгоритм нахождения нулевой точки в центре отверстия 1) . Установить в шпиндель стрелочный индикатор (центроискатель). 2)
- 32. Вопросы для самоконтроля. Что понимают под наладкой и подналадкой станков с ЧПУ? Какие виды работ выполняют
- 34. Скачать презентацию
Слайд 2Наладка — подготовка технологического оборудования и технологической оснастки к выполнению технологической операции.
Слайд 3 В единичном и мелкосерийном производстве, когда требуемая точность обработки достигается методом
В единичном и мелкосерийном производстве, когда требуемая точность обработки достигается методом
Слайд 4 При обработке деталей на станках с ЧПУ точность размеров обеспечивается относительно
При обработке деталей на станках с ЧПУ точность размеров обеспечивается относительно
Слайд 5 Исходная точка обработки по координатам X, Y задается по одному из
Исходная точка обработки по координатам X, Y задается по одному из
Слайд 6ОД)
На этапе наладки станка устанавливаются размерные связи между системой его
ОД)
На этапе наладки станка устанавливаются размерные связи между системой его

Слайд 7БАЗИРОВАНИЕ И ЗАКРЕПЛЕНИЕ ЗАГОТОВОК.
НАЛАДКА ПРИСПОСОБЛЕНИЙ
При определении схемы базирования заготовки
БАЗИРОВАНИЕ И ЗАКРЕПЛЕНИЕ ЗАГОТОВОК.
НАЛАДКА ПРИСПОСОБЛЕНИЙ
При определении схемы базирования заготовки
Слайд 8Схемы установки заготовок на столе станка с ЧПУ
а -непосредственно на столе
Схемы установки заготовок на столе станка с ЧПУ
а -непосредственно на столе
Слайд 9Главные преимущества координатных плит:
1 - облегчают выверку положения детали или
Главные преимущества координатных плит:
1 - облегчают выверку положения детали или
Слайд 10 2. Управляющей программой допускается произвольное расположение приспособления вдоль осей координат. Такое
2. Управляющей программой допускается произвольное расположение приспособления вдоль осей координат. Такое
Слайд 11 На столе станка приспособления можно ориентировать по-разному.
Если стол имеет точный
На столе станка приспособления можно ориентировать по-разному.
Если стол имеет точный
Слайд 12 При наличии у стола станка поперечного паза на поверхности опорной плиты
При наличии у стола станка поперечного паза на поверхности опорной плиты
Слайд 13 Если стол станка имеет только продольные пазы, то ориентировать приспособление, опорная
Если стол станка имеет только продольные пазы, то ориентировать приспособление, опорная
Слайд 14Схемы выверки деталей и приспособлений на столе станка по оси шпинделя
Схемы выверки деталей и приспособлений на столе станка по оси шпинделя
Слайд 15 При отсутствии у приспособления элементов ориентации на столе станка или при
При отсутствии у приспособления элементов ориентации на столе станка или при
Слайд 16 Выверка положения плоскостей базовых элементов приспособления или поверхностей детали в продольном
Выверка положения плоскостей базовых элементов приспособления или поверхностей детали в продольном
Слайд 17 Оптический центроискатель устанавливают с помощью хвостовика 5 в шпинделе станка. На
Оптический центроискатель устанавливают с помощью хвостовика 5 в шпинделе станка. На
Слайд 18 Индикаторный центроискатель помещают в шпиндель станка. Он фиксирует положение детали относительно
Индикаторный центроискатель помещают в шпиндель станка. Он фиксирует положение детали относительно
Слайд 19 Для того чтобы режущий инструмент приходил в правильную позицию необходимо выполнить
Для того чтобы режущий инструмент приходил в правильную позицию необходимо выполнить
Слайд 20Наладка и установка режущего инструмента с использованием приборов
Определение положения вершины
Наладка и установка режущего инструмента с использованием приборов
Определение положения вершины

Слайд 21 С помощью оптических приборов можно проверять правильность и точность исполнения режущей
С помощью оптических приборов можно проверять правильность и точность исполнения режущей
Слайд 22Оптическая система прибора АНИС-75 для наладки инструмента вне станка.
Оптическая система прибора АНИС-75 для наладки инструмента вне станка.
Слайд 23 Оптическая измерительная система позволяет определить (по экрану) положение рабочей точки (вылет)
Оптическая измерительная система позволяет определить (по экрану) положение рабочей точки (вылет)
Слайд 24Схема оптико-электронной измерительной машины в зоне проверки и наладки инструмента автоматизированной системы
Схема оптико-электронной измерительной машины в зоне проверки и наладки инструмента автоматизированной системы
Слайд 25Установка режущего инструмента
Режущий инструмент при наладке станка с ЧПУ устанавливают
Установка режущего инструмента
Режущий инструмент при наладке станка с ЧПУ устанавливают
Слайд 27Режимы работы станков с ЧПУ.
Станки с ЧПУ могут работать в
Режимы работы станков с ЧПУ.
Станки с ЧПУ могут работать в
Слайд 28Алгоритм нахождения нулевой точки детали по оси Z
1) . Подготовить и
Алгоритм нахождения нулевой точки детали по оси Z
1) . Подготовить и
Слайд 29Алгоритм нахождения нулевой точки детали по осям X и Y
1) .
Алгоритм нахождения нулевой точки детали по осям X и Y
1) .
Слайд 309) . При помощи маховика постепенно перемещать шпиндель с калибром к детали
9) . При помощи маховика постепенно перемещать шпиндель с калибром к детали
Слайд 31Алгоритм нахождения нулевой точки в центре отверстия
1) . Установить в шпиндель
Алгоритм нахождения нулевой точки в центре отверстия
1) . Установить в шпиндель
Слайд 32Вопросы для самоконтроля.
Что понимают под наладкой и подналадкой станков с ЧПУ?
Вопросы для самоконтроля.
Что понимают под наладкой и подналадкой станков с ЧПУ?
 Рукокрылые
Рукокрылые Презентация по МХК по теме: Исаак Ильич Левитан выполнил работу: Поршнев Евгений 9В
Презентация по МХК по теме: Исаак Ильич Левитан выполнил работу: Поршнев Евгений 9В Получение водорода в лаборатории
Получение водорода в лаборатории Книги-юбиляры 2012г. 705 лет
Книги-юбиляры 2012г. 705 лет Television Company Proclяt kak gambel Present:
Television Company Proclяt kak gambel Present: Принципы ценообразования на рынке ПФИ. Перечень основных принципов
Принципы ценообразования на рынке ПФИ. Перечень основных принципов ОТ КАПЛИДО ОКЕАНА
ОТ КАПЛИДО ОКЕАНА История создания одежды
История создания одежды Содержательный подход
Содержательный подход Здоровье на тарелке
Здоровье на тарелке Таможенно-брокерский консалтинг
Таможенно-брокерский консалтинг Психологические особенности возрастного развития футболистов 6-9 лет и их учет в спортивной деятельности
Психологические особенности возрастного развития футболистов 6-9 лет и их учет в спортивной деятельности Артериальная гипертензия
Артериальная гипертензия Пути развития информатизации ЛПУ и региона: от регистратуры? и далее…
Пути развития информатизации ЛПУ и региона: от регистратуры? и далее… Формирование и развитие корпоративной культуры
Формирование и развитие корпоративной культуры Работу выполнили: Смотряева Н, Климентова О.
Работу выполнили: Смотряева Н, Климентова О. ПРАВИТЕЛЬСТВО САНКТ-ПЕТЕРБУРГАЖИЛИЩНЫЙ КОМИТЕТСанкт-Петербургское государственное учреждение «ГОРЖИЛОБМЕН»
ПРАВИТЕЛЬСТВО САНКТ-ПЕТЕРБУРГАЖИЛИЩНЫЙ КОМИТЕТСанкт-Петербургское государственное учреждение «ГОРЖИЛОБМЕН» The world’s architecture of the 1880’s
The world’s architecture of the 1880’s Методы музыкального воспитания детей
Методы музыкального воспитания детей Пистолет Макарова
Пистолет Макарова Цель современного образования
Цель современного образования Рой БПЛА
Рой БПЛА 2 клас 5 урок
2 клас 5 урок Дом, в котором мы живем
Дом, в котором мы живем 20140130_konkurs._ugaday_stranu
20140130_konkurs._ugaday_stranu Научно-образовательный центр виртуального инжиниринга и управления сложными техническими объектами
Научно-образовательный центр виртуального инжиниринга и управления сложными техническими объектами Уничтожение неликвидных запасных частей
Уничтожение неликвидных запасных частей Физический прибор
Физический прибор