- Нестандартные целлюлозосодержацие материалы. Лекция №6

Содержание
- 2. Бамбуковый паркет Бамбуковый паркет похож на другие типы паркетной и массивной доски. Преимущества: тверже, долговечнее, доступнее,
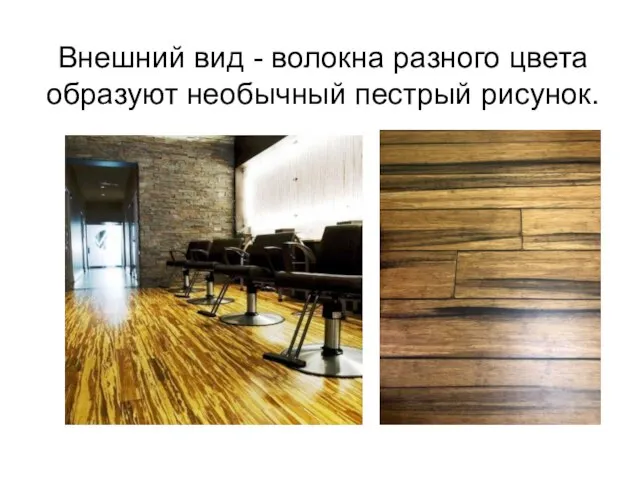
- 3. Внешний вид - волокна разного цвета образуют необычный пестрый рисунок.
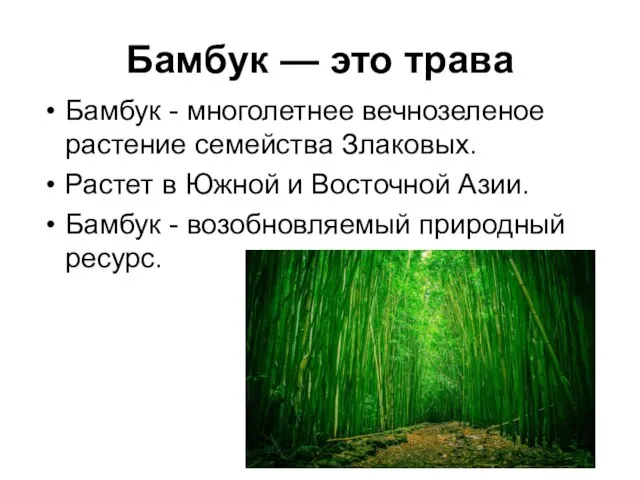
- 4. Бамбук — это трава Бамбук - многолетнее вечнозеленое растение семейства Злаковых. Растет в Южной и Восточной
- 5. Это одно из самых быстрорастущий растений на Земле. Если дереву требуется от 20 до 120 лет,
- 6. Виды паркетной доски Горизонтальное расположение волокон - производится путем укладки волокон по горизонтали последующим склеиванием. Такая
- 7. Вертикальное - перед склеиванием волокна укладываются вертикально. Получаются узкие полосы. Такой тип отличается более мягкой поверхностью.
- 9. Производство паркета Используют бамбук, достигший полной зрелости, то есть в возрасте 5 лет. На изготовление массивной
- 10. После очистки полоски нагревают и карбонизируют. Затем волокна бамбука высушивают и подвергают сильному нагреванию при экстремальном
- 11. Затем на доски наносят шипы и пазы, полируют и покрывают UV-лаком в несколько слоев. Перед этим
- 12. Вибролит изготовляют на основе мелких древесных отходов (опилок, мелкой стружки) без связующих.
- 13. Технология производства разработана Всесоюзным научно-исследовательским институтом новых строительных материалов. Сырье в виде опилок и мелкой стружки
- 14. Сход с верхнего сита в виде крупной щепы, коры и обрезков удаляется. Сход со среднего сита
- 15. Кондиционная древесная смесь поступает в бункер подачи материала для размола на вибромельнице . Измельченная на вибромельнице
- 16. В вибромельницу частицы подаются непрерывным потоком дозирующим питателем. Вода поступает в впбромельнпцу непрерывно из бака системы
- 17. Готовая тонкоразмолотая масса поступает в шламовую мешалку 9 для создания определенного запаса массы и сохранения ее
- 18. Одновременно из бункера-наполнителя частицы фракцией 2/0,5 поступают в весовой дозатор. Дозирование тонкоразмолотой массы и древесных частиц
- 19. Смешивание происходит в смесителе периодического действия в течение 3 мин. Готовая смесь выгружается из смесителя в'
- 20. Ковер с металлической сеткой поступает на роликовый транспортер. Одновременно с поперечного транспортера подается металлический поддон, на
- 21. Сформированный пакет поступает в одноэтажный холодный пресс для уплотнения ковра и дополнительного удаления воды при удельном
- 23. Кедропласт – композиционный древесный материал, в состав которого входят скорлупа кедрового ореха, шелуха кедровой шишки и
- 24. Кедропласт. Варианты изделий
- 25. Способ производства: прессование при нагреве под давлением с выдержкой и фиксации поверхностей изделия при комнатной температуре.
- 27. Скачать презентацию
Слайд 2Бамбуковый паркет
Бамбуковый паркет похож на другие типы паркетной и массивной доски.
Преимущества:
тверже,
Бамбуковый паркет
Бамбуковый паркет похож на другие типы паркетной и массивной доски.
Преимущества:
тверже,
Слайд 3Внешний вид - волокна разного цвета образуют необычный пестрый рисунок.
Внешний вид - волокна разного цвета образуют необычный пестрый рисунок.
Слайд 4Бамбук — это трава
Бамбук - многолетнее вечнозеленое растение семейства Злаковых.
Растет в
Бамбук — это трава
Бамбук - многолетнее вечнозеленое растение семейства Злаковых.
Растет в
Слайд 5Это одно из самых быстрорастущий растений на Земле.
Если дереву требуется от
Это одно из самых быстрорастущий растений на Земле.
Если дереву требуется от
Слайд 6Виды паркетной доски
Горизонтальное расположение волокон - производится путем укладки волокон по горизонтали
Виды паркетной доски
Горизонтальное расположение волокон - производится путем укладки волокон по горизонтали
Слайд 7Вертикальное - перед склеиванием волокна укладываются вертикально. Получаются узкие полосы. Такой тип
Вертикальное - перед склеиванием волокна укладываются вертикально. Получаются узкие полосы. Такой тип

Слайд 9Производство паркета
Используют бамбук, достигший полной зрелости, то есть в возрасте 5 лет.
Производство паркета
Используют бамбук, достигший полной зрелости, то есть в возрасте 5 лет.
Слайд 10После очистки полоски нагревают и карбонизируют.
Затем волокна бамбука высушивают и подвергают сильному
После очистки полоски нагревают и карбонизируют.
Затем волокна бамбука высушивают и подвергают сильному
Слайд 11Затем на доски наносят шипы и пазы, полируют и покрывают UV-лаком в
Затем на доски наносят шипы и пазы, полируют и покрывают UV-лаком в
Слайд 12Вибролит
изготовляют на основе мелких древесных отходов (опилок, мелкой стружки) без связующих.
Вибролит
изготовляют на основе мелких древесных отходов (опилок, мелкой стружки) без связующих.
Слайд 13Технология производства
разработана Всесоюзным научно-исследовательским институтом новых строительных материалов.
Сырье в виде
Технология производства
разработана Всесоюзным научно-исследовательским институтом новых строительных материалов.
Сырье в виде
Слайд 14Сход с верхнего сита в виде крупной щепы, коры и обрезков удаляется.
Сход с верхнего сита в виде крупной щепы, коры и обрезков удаляется.
Слайд 15Кондиционная древесная смесь поступает в бункер подачи материала для размола на вибромельнице
Кондиционная древесная смесь поступает в бункер подачи материала для размола на вибромельнице
Слайд 16В вибромельницу частицы подаются непрерывным потоком дозирующим питателем. Вода поступает в впбромельнпцу
В вибромельницу частицы подаются непрерывным потоком дозирующим питателем. Вода поступает в впбромельнпцу
Слайд 17Готовая тонкоразмолотая масса поступает в шламовую мешалку 9 для создания определенного запаса
Готовая тонкоразмолотая масса поступает в шламовую мешалку 9 для создания определенного запаса
Слайд 18Одновременно из бункера-наполнителя частицы фракцией 2/0,5 поступают в весовой дозатор. Дозирование тонкоразмолотой
Одновременно из бункера-наполнителя частицы фракцией 2/0,5 поступают в весовой дозатор. Дозирование тонкоразмолотой
Слайд 19Смешивание происходит в смесителе периодического действия в течение 3 мин.
Готовая смесь выгружается
Смешивание происходит в смесителе периодического действия в течение 3 мин.
Готовая смесь выгружается
Слайд 20Ковер с металлической сеткой поступает на роликовый транспортер.
Одновременно с поперечного транспортера подается
Ковер с металлической сеткой поступает на роликовый транспортер.
Одновременно с поперечного транспортера подается
Слайд 21Сформированный пакет поступает в одноэтажный холодный пресс для уплотнения ковра и дополнительного
Сформированный пакет поступает в одноэтажный холодный пресс для уплотнения ковра и дополнительного

Слайд 23Кедропласт
– композиционный древесный материал, в состав которого входят скорлупа кедрового ореха, шелуха кедровой
Кедропласт
– композиционный древесный материал, в состав которого входят скорлупа кедрового ореха, шелуха кедровой
Слайд 24Кедропласт. Варианты изделий
Кедропласт. Варианты изделий

Слайд 25Способ производства:
прессование при нагреве под давлением с выдержкой и фиксации поверхностей изделия
Способ производства:
прессование при нагреве под давлением с выдержкой и фиксации поверхностей изделия
 О вреде курения для детей
О вреде курения для детей Казанский государственный институт культуры
Казанский государственный институт культуры Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ
Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ Важные советы для ведения переговоров
Важные советы для ведения переговоров Таиланд
Таиланд Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries
Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries Организация деятельности отделения психологического обеспечения
Организация деятельности отделения психологического обеспечения Education in Great Britain
Education in Great Britain  Бюджет для граждан 2021 год
Бюджет для граждан 2021 год Готика (готический стиль). Конец 12 - 14 век
Готика (готический стиль). Конец 12 - 14 век Жесткий диск
Жесткий диск Юридические коллизии: понятие и способы их разрешения
Юридические коллизии: понятие и способы их разрешения Гипертония
Гипертония  Фенотипическая или модификационная изменчивость
Фенотипическая или модификационная изменчивость Архитектура первой половины XIX века
Архитектура первой половины XIX века искусство высокого возрождения
искусство высокого возрождения Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины
Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины 23 февраля – День Защитника Отечества
23 февраля – День Защитника Отечества Дороги, которые мы выбираем
Дороги, которые мы выбираем Шоколад-польза или вред?
Шоколад-польза или вред? Из истории вышивки
Из истории вышивки Презентация Нагрузки и воздействия
Презентация Нагрузки и воздействия A Day to Remember. The Past Simple Tense
A Day to Remember. The Past Simple Tense «Пословицы и поговорки на современный лад»
«Пословицы и поговорки на современный лад» Программно-аппаратный комплекс для построения среды электронного документооборота
Программно-аппаратный комплекс для построения среды электронного документооборота Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством
Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством Моделирование и конструирование
Моделирование и конструирование Бухгалтерский умный модуль
Бухгалтерский умный модуль