Новинки в литейном производстве. Способ получения отливки, включающей плавку неметаллических материалов
- Новинки в литейном производстве. Способ получения отливки, включающей плавку неметаллических материалов

Содержание
- 2. План: 1. Формула изобретения; 2. Способ получения отливки; 3. Пример получения отливки.
- 3. Способ получения отливки, включающий плавку материала, заливку расплава в форму, отличающийся тем, что залитый в форму
- 4. Предлагаемый способ относится к металлургии и может быть применен для получения литых изделий с плотной и
- 5. Известен способ получения плотных литых изделий, согласно которому в форму, изготовленную из кварцевого песка с добавлением
- 6. Известен также способ получения пористой отливки, включающий плавку материала (металла) и заливку металла в формы (SU
- 7. Однако этот способ сложный и дорогой и не позволяет получать пористые отливки, которые обладали бы теплоизоляционными
- 8. Из известных наиболее близким по технической сущности является способ получения пористой отливки, включающий плавку материала, добавку
- 9. Известный способ обеспечивает получение пористых отливок, но не позволяет получать литые изделия с плотной и пористой
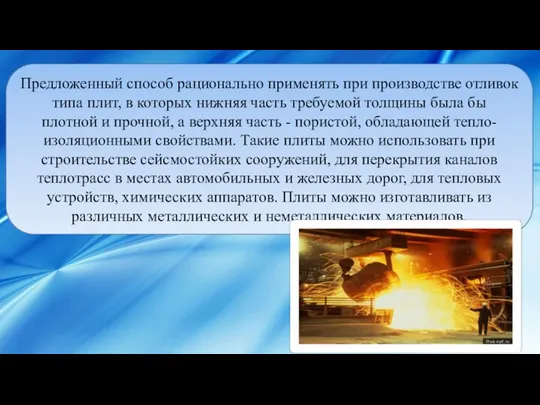
- 10. Предложенный способ рационально применять при производстве отливок типа плит, в которых нижняя часть требуемой толщины была
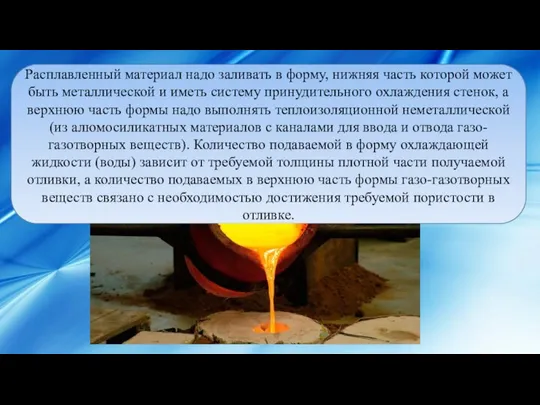
- 11. Расплавленный материал надо заливать в форму, нижняя часть которой может быть металлической и иметь систему принудительного
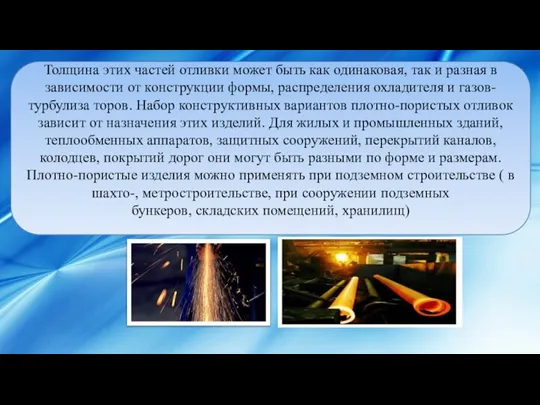
- 12. Плотно-пористые литые изделия в виде плит, содержащих плотный материал и пористый (с газовыми раковинами, каналами разнообразной
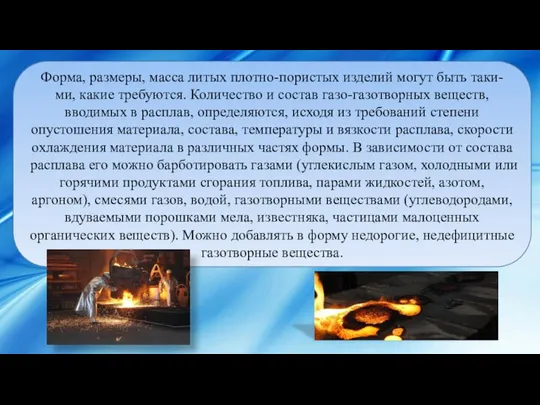
- 13. Форма, размеры, масса литых плотно-пористых изделий могут быть таки- ми, какие требуются. Количество и состав газо-газотворных
- 14. Скорость охлаждения материала в нижней части формы V1 должна быть в 5-12 раз большей, чем в
- 15. Скорость охлаждения в нижней части формы V1 определяется исходя из необходимости получения требуемой толщины плотного материала
- 16. Первоначальное давление Р проникающих в материал газов в верхней части должно быть таким, при котором газы
- 17. При Р1 при Р1>15·Р образуются крупные «пузыри» в верхней части отливки. Следовательно, оптимальные условия для получения
- 18. При N 180 применение импульсного изменения Р1 незначительно влияет на образование пор в верхней части отливки,
- 19. Количество газов, поступающих в материал верхней части получаемой отливки должно быть таким, чтобы газы проходили через
- 20. Получаемые плотно-пористые отливки в плотной части могут иметь высокую плотность и прочность, а в пористой части
- 21. Изготавливали чугунные отливки, которые необходимо было сделать такими, чтобы нижняя часть каждой отливки имела плотный и
- 22. Для производства отливок применялась форма, нижняя часть которой была металлической, пустотелой, водоохлаждаемая, а верхняя изготавливалась из
- 23. Затем в верхнюю часть незатвердевшего жидкого материала под давлением вводили продукты сгорания природного газа, отбор которого
- 24. При производстве плотно-пористых отливок выдерживали скорость охлаждения материала в нижней части в 5-12 раз большей, чем
- 25. Предложенный способ позволяет получать не только плотно- пористые отливки в виде плит требуемых размеров, но и
- 26. Толщина этих частей отливки может быть как одинаковая, так и разная в зависимости от конструкции формы,
- 27. Использованная литература: 1.Черный А.А., Черный В.А. Сборник эффективных изобретений (новые способы, устройства применительно к литейному производству,
- 29. Скачать презентацию
Слайд 3Способ получения отливки, включающий плавку материала, заливку расплава в форму, отличающийся тем,
Способ получения отливки, включающий плавку материала, заливку расплава в форму, отличающийся тем,
Слайд 4Предлагаемый способ относится к металлургии и может быть применен для получения литых
Предлагаемый способ относится к металлургии и может быть применен для получения литых
Слайд 5Известен способ получения плотных литых изделий, согласно которому в форму, изготовленную из
Известен способ получения плотных литых изделий, согласно которому в форму, изготовленную из
Слайд 6Известен также способ получения пористой отливки, включающий плавку материала (металла) и заливку
Известен также способ получения пористой отливки, включающий плавку материала (металла) и заливку
Слайд 7Однако этот способ сложный и дорогой и не позволяет получать пористые отливки,
Однако этот способ сложный и дорогой и не позволяет получать пористые отливки,
Слайд 8Из известных наиболее близким по технической сущности является
способ получения пористой отливки,
Из известных наиболее близким по технической сущности является способ получения пористой отливки,
Слайд 9Известный способ обеспечивает получение пористых отливок, но не позволяет получать литые изделия
Известный способ обеспечивает получение пористых отливок, но не позволяет получать литые изделия
Слайд 10Предложенный способ рационально применять при производстве отливок типа плит, в которых нижняя
Предложенный способ рационально применять при производстве отливок типа плит, в которых нижняя
Слайд 11Расплавленный материал надо заливать в форму, нижняя часть которой может быть металлической
Расплавленный материал надо заливать в форму, нижняя часть которой может быть металлической
Слайд 12Плотно-пористые литые изделия в виде плит, содержащих плотный
материал и пористый
(с
Плотно-пористые литые изделия в виде плит, содержащих плотный
материал и пористый
(с
Слайд 13Форма, размеры, масса литых плотно-пористых изделий могут быть таки-
ми, какие требуются.
Форма, размеры, масса литых плотно-пористых изделий могут быть таки- ми, какие требуются.
Слайд 14Скорость охлаждения материала в нижней части формы V1 должна
быть в 5-12
Скорость охлаждения материала в нижней части формы V1 должна быть в 5-12
Слайд 15Скорость охлаждения в нижней части формы V1 определяется исходя из необходимости получения
Скорость охлаждения в нижней части формы V1 определяется исходя из необходимости получения
Слайд 16Первоначальное давление Р проникающих в материал газов в верхней части должно быть
Первоначальное давление Р проникающих в материал газов в верхней части должно быть
Слайд 17При Р1 < 6·Р
газы неравномерно распределяются в материале по мере затвердевания
При Р1 < 6·Р газы неравномерно распределяются в материале по мере затвердевания
Слайд 18При N <60 и N>180
применение импульсного изменения Р1 незначительно
влияет на
При N <60 и N>180
применение импульсного изменения Р1 незначительно
влияет на
Слайд 19Количество газов, поступающих в материал верхней части получаемой отливки должно быть таким,
Количество газов, поступающих в материал верхней части получаемой отливки должно быть таким,
Слайд 20Получаемые плотно-пористые отливки в плотной части могут иметь
высокую плотность и прочность,
Получаемые плотно-пористые отливки в плотной части могут иметь высокую плотность и прочность,
Слайд 21Изготавливали чугунные отливки, которые необходимо было сделать
такими, чтобы нижняя часть каждой
Изготавливали чугунные отливки, которые необходимо было сделать такими, чтобы нижняя часть каждой
Слайд 22Для производства отливок применялась форма, нижняя часть которой
была металлической, пустотелой, водоохлаждаемая,
Для производства отливок применялась форма, нижняя часть которой была металлической, пустотелой, водоохлаждаемая,
Слайд 23Затем в верхнюю часть незатвердевшего жидкого материала под давлением вводили продукты сгорания
Затем в верхнюю часть незатвердевшего жидкого материала под давлением вводили продукты сгорания
Слайд 24При производстве плотно-пористых отливок выдерживали скорость
охлаждения материала в нижней части в
При производстве плотно-пористых отливок выдерживали скорость охлаждения материала в нижней части в
Слайд 25Предложенный способ позволяет получать не только плотно-
пористые отливки в виде плит
Предложенный способ позволяет получать не только плотно- пористые отливки в виде плит
Слайд 26Толщина этих частей отливки может быть как одинаковая, так и разная в
Толщина этих частей отливки может быть как одинаковая, так и разная в
Слайд 27Использованная литература:
1.Черный А.А., Черный В.А. Сборник эффективных изобретений (новые способы, устройства применительно
Использованная литература:
1.Черный А.А., Черный В.А. Сборник эффективных изобретений (новые способы, устройства применительно
 Сказка о том, откуда возникла наука Информатика
Сказка о том, откуда возникла наука Информатика "Последний звонок" - 2011
"Последний звонок" - 2011 Динозавры
Динозавры Boyko_Prezentatsiya_2_0
Boyko_Prezentatsiya_2_0 Натюрморт
Натюрморт Последняя миля BI проекта:визуализация и анализ данных
Последняя миля BI проекта:визуализация и анализ данных Степи Кубани
Степи Кубани Презентация на тему Энерготраты человека и пищевой рацион
Презентация на тему Энерготраты человека и пищевой рацион “Присутність кандидатів у Президенти України в Livejournal* як складовий елемент передвиборчої кампанії” Микола Малуха ака jesfor 30.01.2009 Р.Х. *персонального блоґу
“Присутність кандидатів у Президенти України в Livejournal* як складовий елемент передвиборчої кампанії” Микола Малуха ака jesfor 30.01.2009 Р.Х. *персонального блоґу Презентация на тему Понятие о систематике растений (6 класс)
Презентация на тему Понятие о систематике растений (6 класс) СЕКСУАЛЬНОЕ ЗДОРОВЬЕИ ПРАВА ЧЕЛОВЕКА
СЕКСУАЛЬНОЕ ЗДОРОВЬЕИ ПРАВА ЧЕЛОВЕКА техника безоп
техника безоп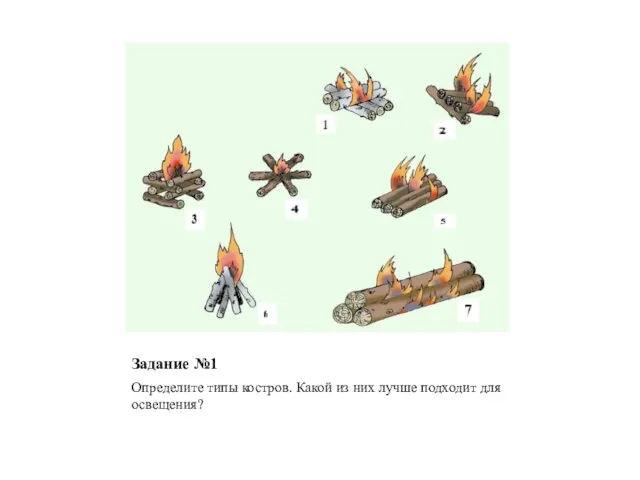 Типы костров
Типы костров Токарь профессия
Токарь профессия Светлейший князь Григорий Александрович Потемкин-Таврический
Светлейший князь Григорий Александрович Потемкин-Таврический Акробатические элементы. Упражнения на гибкость, растяжка, координация
Акробатические элементы. Упражнения на гибкость, растяжка, координация Древнейшая Греция
Древнейшая Греция Общая характеристика судебников 1497 и 1550. Их значение в истории Российского государства
Общая характеристика судебников 1497 и 1550. Их значение в истории Российского государства БОРОДИНСКАЯ ПАНОРАМА
БОРОДИНСКАЯ ПАНОРАМА Колебания
Колебания Сбор и подготовка нефти, газа и воды Грековского месторождения
Сбор и подготовка нефти, газа и воды Грековского месторождения NEW BEGINNING
NEW BEGINNING  Конфликты
Конфликты И это тоже Профсоюз!
И это тоже Профсоюз! Квартиры в домах в ЖК Янино Парк в 20 минутах от Ладожского вокзала в Санкт-Петербурге
Квартиры в домах в ЖК Янино Парк в 20 минутах от Ладожского вокзала в Санкт-Петербурге Тема презентации. Размер презентации
Тема презентации. Размер презентации Презентация на тему Групповая работа с детьми старшей группы компенсирующей направленности с ЗПР
Презентация на тему Групповая работа с детьми старшей группы компенсирующей направленности с ЗПР Запоминающие устройства
Запоминающие устройства