- Оборудование, техника и технология сварочного производства

Содержание
- 2. Актуализация опорных знаний 1.Какие соединения вы знаете? 2.Какие сварные швы в пространственном положении вам известно? Предварительное
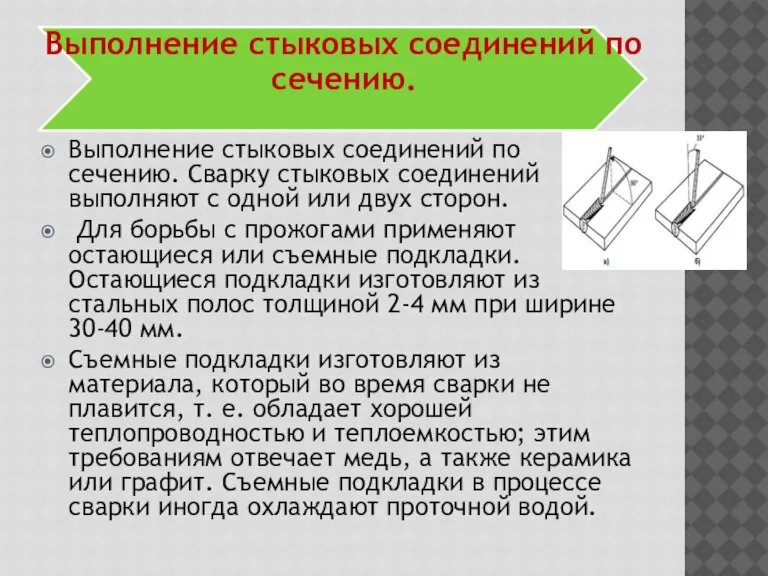
- 3. Выполнение стыковых соединений по сечению. Сварку стыковых соединений выполняют с одной или двух сторон. Для борьбы
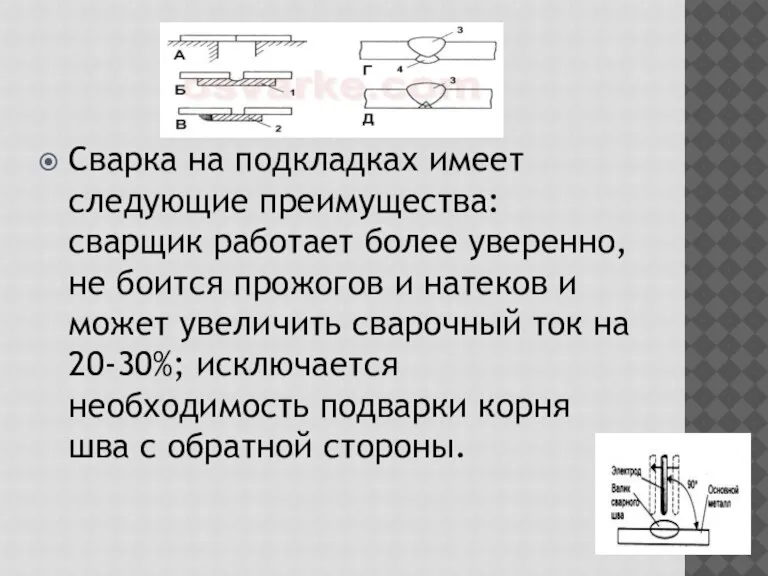
- 4. Сварка на подкладках имеет следующие преимущества: сварщик работает более уверенно, не боится прожогов и натеков и
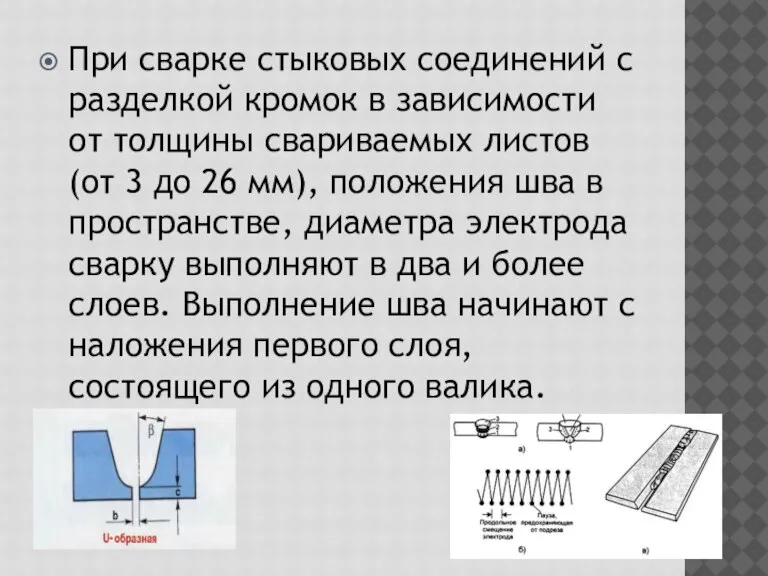
- 5. При сварке стыковых соединений с разделкой кромок в зависимости от толщины свариваемых листов (от 3 до
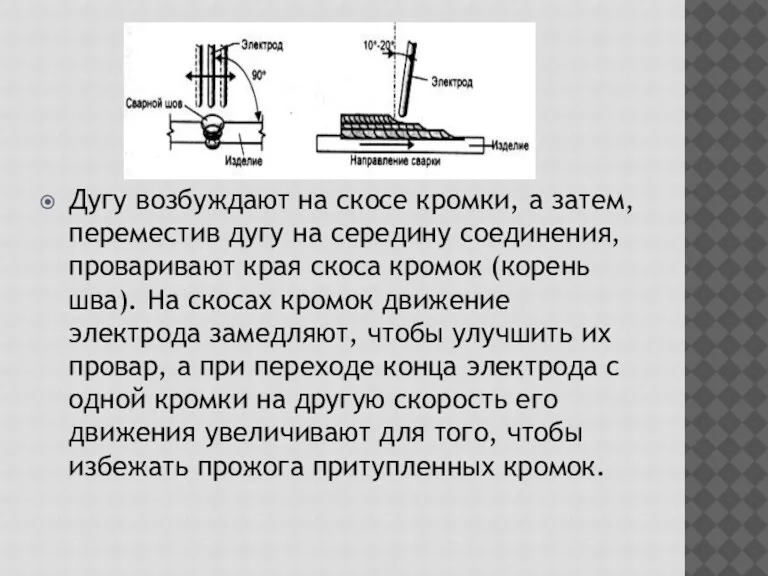
- 6. Дугу возбуждают на скосе кромки, а затем, переместив дугу на середину соединения, проваривают края скоса кромок
- 7. Закрепляющий материал 1.Зачем при сварке стыкового соединения нужна подкладка? Проверка степени усвоения материала 1.Нарисуйте многослойную сварку
- 8. ООУЭ: «Оборудование, техника и технология сварочного производства» УУЭ: Ручная дуговая сварка: техника и технология ОУЭ: Выполнение
- 9. 1.Объясните принцип сварки в нижнем положении сварного шва Предварительное определение уровня знаний Постарайтесь ответить на вопрос:
- 10. Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное
- 11. Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток
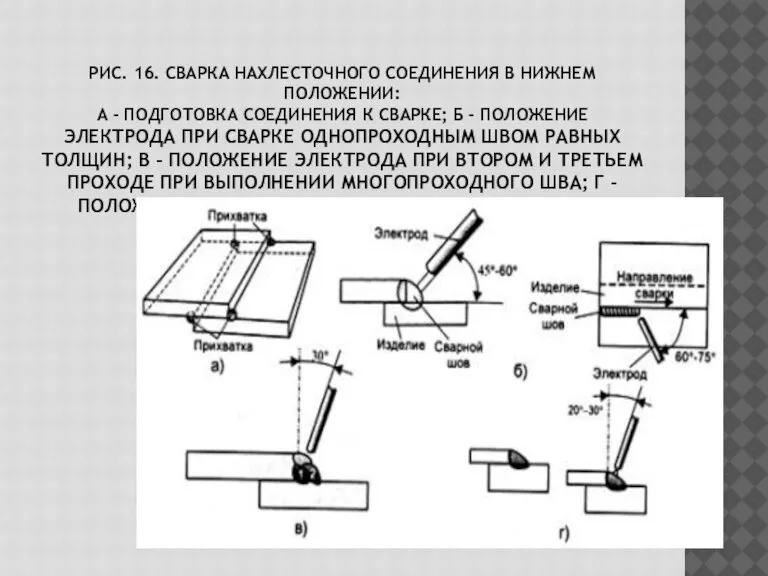
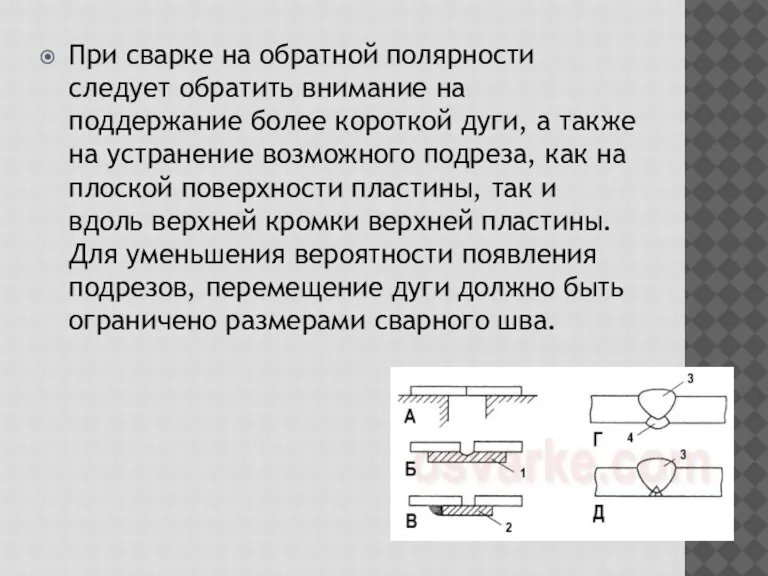
- 12. Рис. 16. Сварка нахлесточного соединения в нижнем положении: a - подготовка соединения к сварке; б -
- 13. Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а
- 14. При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на
- 16. Скачать презентацию
Слайд 2Актуализация опорных знаний
1.Какие соединения вы знаете?
2.Какие сварные швы в пространственном положении вам
Актуализация опорных знаний
1.Какие соединения вы знаете?
2.Какие сварные швы в пространственном положении вам
Слайд 3Выполнение стыковых соединений по сечению. Сварку стыковых соединений выполняют с одной или
Выполнение стыковых соединений по сечению. Сварку стыковых соединений выполняют с одной или
Слайд 4Сварка на подкладках имеет следующие преимущества: сварщик работает более уверенно, не боится
Сварка на подкладках имеет следующие преимущества: сварщик работает более уверенно, не боится
Слайд 5При сварке стыковых соединений с разделкой кромок в зависимости от толщины свариваемых
При сварке стыковых соединений с разделкой кромок в зависимости от толщины свариваемых
Слайд 6Дугу возбуждают на скосе кромки, а затем, переместив дугу на середину соединения,
Дугу возбуждают на скосе кромки, а затем, переместив дугу на середину соединения,
Слайд 7Закрепляющий материал
1.Зачем при сварке стыкового соединения нужна подкладка?
Проверка степени усвоения материала
Закрепляющий материал
1.Зачем при сварке стыкового соединения нужна подкладка?
Проверка степени усвоения материала
Слайд 8ООУЭ: «Оборудование, техника и технология сварочного производства»
УУЭ: Ручная дуговая сварка: техника и
ООУЭ: «Оборудование, техника и технология сварочного производства»
УУЭ: Ручная дуговая сварка: техника и
Слайд 91.Объясните принцип сварки в нижнем положении сварного шва
Предварительное определение уровня знаний
Постарайтесь ответить
1.Объясните принцип сварки в нижнем положении сварного шва
Предварительное определение уровня знаний
Постарайтесь ответить
Слайд 10Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных
Слайд 11Сварка данного соединения производится как на прямой, так и на обратной полярности,
Слайд 12Рис. 16. Сварка нахлесточного соединения в нижнем положении:
a - подготовка соединения
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a - подготовка соединения
Слайд 13Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание
Слайд 14При сварке на обратной полярности следует обратить внимание на поддержание более короткой
При сварке на обратной полярности следует обратить внимание на поддержание более короткой
 СNet Attribute
СNet Attribute Разбор демоверсии теста задания 9-18
Разбор демоверсии теста задания 9-18 Воспитательное мероприятие профориентационного характера
Воспитательное мероприятие профориентационного характера Основные звенья стратегии профессионального роста педагога-психолога
Основные звенья стратегии профессионального роста педагога-психолога Кунгурская городская управа
Кунгурская городская управа Библиотека МБОУ «Школа№17»
Библиотека МБОУ «Школа№17» Презентация на тему Техника безопасности в кабинете информатики
Презентация на тему Техника безопасности в кабинете информатики Перловая крупа и блюда из нее
Перловая крупа и блюда из нее Создание отчетов с помощью «Конструктора»
Создание отчетов с помощью «Конструктора» Презентация на тему Русская игрушка - Матрешка
Презентация на тему Русская игрушка - Матрешка Мотивация персонала
Мотивация персонала Гражданское обществ и государство
Гражданское обществ и государство Swix poles
Swix poles Лыжная подготовка
Лыжная подготовка 03_LOGITECH. B2B C&P Pres
03_LOGITECH. B2B C&P Pres Анализ проекта
Анализ проекта Образовательная система будущего
Образовательная система будущего Задачи на движение
Задачи на движение МУП «Пассажирские перевозки г.Пензы».
МУП «Пассажирские перевозки г.Пензы». ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ»
ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ» Помада абсолютный поцелуй
Помада абсолютный поцелуй Презентація. Письмо. 20.09.22
Презентація. Письмо. 20.09.22 Зрение школьника
Зрение школьника Городская неделя музыки
Городская неделя музыки Трудовой договор
Трудовой договор Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ
Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ История развития науки криминалистики
История развития науки криминалистики Протоколы глобальных сетей
Протоколы глобальных сетей