Обоснование выбора способа реализации технологического процесса при сборке и сварке изделия Поперечина рамы №1
- Обоснование выбора способа реализации технологического процесса при сборке и сварке изделия Поперечина рамы №1

Содержание
- 2. В настоящее время актуальной является задача обучения и приобретения профессии сварщик. Во многих отраслях производства нужны
- 3. Цель работы – разработка маршрутной карты технологического процесса изготовления изделия «Поперечины рамы №1» ЦЕЛЬ РАБОТЫ выбор
- 4. Поперечина рамы является элементом кузова автомобиля УАЗ Патриот – 3163. Поперечина рамы представляет собой сварную конструкцию,
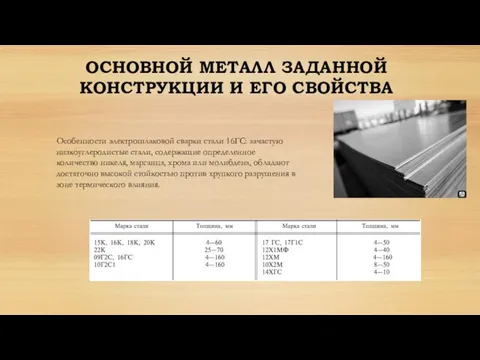
- 5. ОСНОВНОЙ МЕТАЛЛ ЗАДАННОЙ КОНСТРУКЦИИ И ЕГО СВОЙСТВА Особенности электрошлаковой сварки стали 16ГС: зачастую низкоуглеродистые стали, содержащие
- 6. ОСНОВНОЙ МЕТАЛЛ ЗАДАННОЙ КОНСТРУКЦИИ Свариваемость стали 16ГС: без ограничений - сварка производится без подогрева и без
- 7. МЕТОДЫ СБОРКИ Подготовительно-сварочные работы подразумевают правку, зачистку, наметку, разметку, резку, подогрев, холодную или горячую гибку и
- 8. МЕТОДЫ СВАРКИ Для сварки данного изделия «поперечина рамы №1» применяют сварку электродуговую полуавтоматом в среде CO2.
- 9. Инверторный сварочный полуавтомат Сварог REAL MIG-200 Сварочное оборудование Напряжение питания, 50Гц, В 160 – 270 В
- 10. Сварочные материалы Углекислый газ СО2 Углекислый газ СО2 выпускают по ГОСТ 8050–76 трех марок. Для сварки
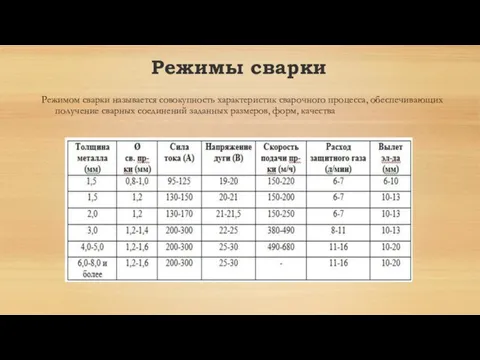
- 11. Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, форм, качества Режимы
- 12. Сварочная проволока Св08Г2С Содержит 2% Мn и легированная Si. Применяется для сварки низкоуглеродистых и низколегированных сталей
- 13. Внешний осмотр: внешним осмотром швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение
- 14. Инструменты, приспособления
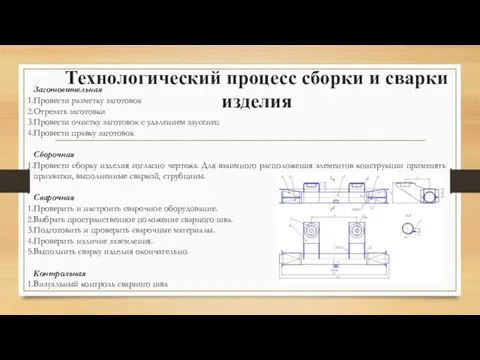
- 15. Заготовительная Провести разметку заготовок Отрезать заготовки Провести очистку заготовок с удалением заусенец Провести правку заготовок Сборочная
- 16. КОНТРОЛЬ КАЧЕСТВА
- 17. Организация рабочего места сварщика регулируется нормами и постановлениями Охраны труда и Техники безопасности (ОТ и ТБ).
- 18. Индивидуальные средства защиты
- 19. БЕЗОПАСНОСТЬ СВАРОЧНЫХ РАБОТ
- 20. БЕЗОПАСНОСТЬ СВАРОЧНЫХ РАБОТ
- 21. Техника безопасности Требования безопасности перед началом работы 1. Перед началом работы сварщик обязан 2. После получения
- 22. Требования безопасности во время работы 4. В процессе работы сварщик обязан соблюдать следующие требования безопасности: 5.
- 23. В работе рассмотрен технологический процесс сборки и сварки Поперечины рамы №1. Выбран и обоснован выбор способа
- 25. Скачать презентацию

Слайд 3
Цель работы – разработка маршрутной карты технологического процесса изготовления изделия «Поперечины рамы
Цель работы – разработка маршрутной карты технологического процесса изготовления изделия «Поперечины рамы
Слайд 4Поперечина рамы является элементом кузова автомобиля УАЗ Патриот – 3163. Поперечина рамы
Поперечина рамы является элементом кузова автомобиля УАЗ Патриот – 3163. Поперечина рамы

Слайд 5ОСНОВНОЙ МЕТАЛЛ ЗАДАННОЙ КОНСТРУКЦИИ И ЕГО СВОЙСТВА
Особенности электрошлаковой сварки стали 16ГС: зачастую
ОСНОВНОЙ МЕТАЛЛ ЗАДАННОЙ КОНСТРУКЦИИ И ЕГО СВОЙСТВА
Особенности электрошлаковой сварки стали 16ГС: зачастую
Слайд 6ОСНОВНОЙ МЕТАЛЛ ЗАДАННОЙ КОНСТРУКЦИИ
Свариваемость стали 16ГС:
без ограничений - сварка производится без подогрева и
ОСНОВНОЙ МЕТАЛЛ ЗАДАННОЙ КОНСТРУКЦИИ
Свариваемость стали 16ГС:
без ограничений - сварка производится без подогрева и
Слайд 7МЕТОДЫ СБОРКИ
Подготовительно-сварочные работы подразумевают правку, зачистку, наметку, разметку, резку, подогрев, холодную
МЕТОДЫ СБОРКИ
Подготовительно-сварочные работы подразумевают правку, зачистку, наметку, разметку, резку, подогрев, холодную

Слайд 8МЕТОДЫ СВАРКИ
Для сварки данного изделия «поперечина рамы №1» применяют сварку электродуговую
МЕТОДЫ СВАРКИ
Для сварки данного изделия «поперечина рамы №1» применяют сварку электродуговую

Слайд 9Инверторный сварочный полуавтомат Сварог REAL MIG-200
Сварочное оборудование
Напряжение питания, 50Гц, В 160 – 270
Инверторный сварочный полуавтомат Сварог REAL MIG-200
Сварочное оборудование
Напряжение питания, 50Гц, В 160 – 270

Слайд 10Сварочные материалы
Углекислый газ СО2
Углекислый газ СО2 выпускают по ГОСТ 8050–76 трех марок.
Сварочные материалы
Углекислый газ СО2
Углекислый газ СО2 выпускают по ГОСТ 8050–76 трех марок.

Слайд 11
Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных
Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных
Слайд 12Сварочная проволока Св08Г2С
Содержит 2% Мn и легированная Si.
Применяется для сварки низкоуглеродистых
Сварочная проволока Св08Г2С
Содержит 2% Мn и легированная Si.
Применяется для сварки низкоуглеродистых

Слайд 13Внешний осмотр: внешним осмотром швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные
Внешний осмотр: внешним осмотром швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные
Слайд 14
Инструменты, приспособления
Инструменты, приспособления

Слайд 15Заготовительная
Провести разметку заготовок
Отрезать заготовки
Провести очистку заготовок с удалением заусенец
Провести правку заготовок
Сборочная
Провести сборку
Заготовительная
Провести разметку заготовок
Отрезать заготовки
Провести очистку заготовок с удалением заусенец
Провести правку заготовок
Сборочная
Провести сборку
Слайд 16КОНТРОЛЬ КАЧЕСТВА
КОНТРОЛЬ КАЧЕСТВА

Слайд 17
Организация рабочего места сварщика регулируется нормами и постановлениями Охраны труда и Техники
Организация рабочего места сварщика регулируется нормами и постановлениями Охраны труда и Техники
Слайд 18
Индивидуальные средства защиты
Индивидуальные средства защиты
Слайд 19БЕЗОПАСНОСТЬ СВАРОЧНЫХ РАБОТ
БЕЗОПАСНОСТЬ СВАРОЧНЫХ РАБОТ
Слайд 20БЕЗОПАСНОСТЬ СВАРОЧНЫХ РАБОТ
БЕЗОПАСНОСТЬ СВАРОЧНЫХ РАБОТ
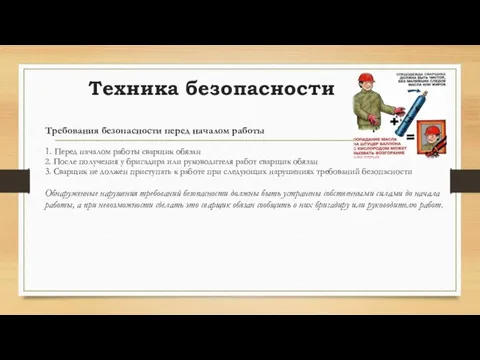
Слайд 21Техника безопасности
Требования безопасности перед началом работы
1. Перед началом работы сварщик обязан
2. После
Техника безопасности
Требования безопасности перед началом работы
1. Перед началом работы сварщик обязан
2. После
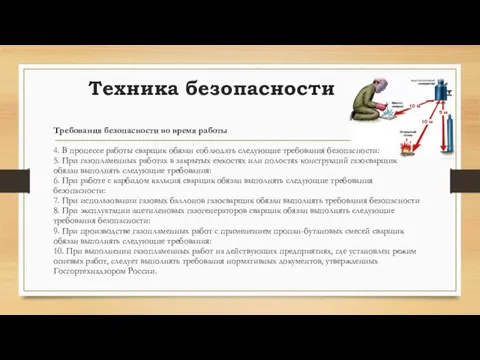
Слайд 22Требования безопасности во время работы
4. В процессе работы сварщик обязан соблюдать следующие
Требования безопасности во время работы
4. В процессе работы сварщик обязан соблюдать следующие
Слайд 23В работе рассмотрен технологический процесс сборки и сварки Поперечины рамы №1. Выбран
В работе рассмотрен технологический процесс сборки и сварки Поперечины рамы №1. Выбран
 К вопросу о цикличности развития диатомовых водорослей Байкала
К вопросу о цикличности развития диатомовых водорослей Байкала Вариации на тему …. организационной структуры
Вариации на тему …. организационной структуры Звездный час
Звездный час Храмовое зодчество Византии
Храмовое зодчество Византии Опыт реализации программы психолого-педагогического сопровождения развития личности в условиях МОУ СОШ №9
Опыт реализации программы психолого-педагогического сопровождения развития личности в условиях МОУ СОШ №9 Конструктор цветной прозрачный блок 2. 4 уровень сложности
Конструктор цветной прозрачный блок 2. 4 уровень сложности Искусство витража
Искусство витража Психология групп С.А. Володина. Малые группы
Психология групп С.А. Володина. Малые группы Измерение эффективности Rich-Media Полевой эксперимент
Измерение эффективности Rich-Media Полевой эксперимент MENDELEEV DIMITRIT IVANOVICH
MENDELEEV DIMITRIT IVANOVICH Стили родительского воспитания
Стили родительского воспитания ОБЪЕДИНЕННАЯ ДВИГАТЕЛЕСТРОИТЕЛЬНАЯ КОРПОРАЦИЯ ОАО”Пермский моторный завод”
ОБЪЕДИНЕННАЯ ДВИГАТЕЛЕСТРОИТЕЛЬНАЯ КОРПОРАЦИЯ ОАО”Пермский моторный завод” Строение цветка
Строение цветка Гимнастика
Гимнастика Мобильные приложения
Мобильные приложения НОВЫЕ ТЕХНОЛОГИИ КИНЕЗОТЕРАПИИ В САНАТОРНО-КУРОРТНОМ ЛЕЧЕНИИ
НОВЫЕ ТЕХНОЛОГИИ КИНЕЗОТЕРАПИИ В САНАТОРНО-КУРОРТНОМ ЛЕЧЕНИИ Олимпийские игры в Греции
Олимпийские игры в Греции Презентация на тему Загрязнение воды и последствия
Презентация на тему Загрязнение воды и последствия  Готов к труду и обороне (ГТО)
Готов к труду и обороне (ГТО) R – X
R – X Соглашение о встречной закупке Выполнили УЛАН КЫЗЫ АЙГЕРИМ, РАДЖАБИЕН САРВАРИ
Соглашение о встречной закупке Выполнили УЛАН КЫЗЫ АЙГЕРИМ, РАДЖАБИЕН САРВАРИ Презентация на тему Изобретения 19 века
Презентация на тему Изобретения 19 века Заработная плата. Тема 24
Заработная плата. Тема 24 Творчество А.Блока
Творчество А.Блока Вакуумный выключатель среднего напряжения VD4
Вакуумный выключатель среднего напряжения VD4 Коллективные знаки, охраняемые в Российской Федерации
Коллективные знаки, охраняемые в Российской Федерации Презентация на тему Дневник Печорина как самохарактеристика героя
Презентация на тему Дневник Печорина как самохарактеристика героя Проект: робо-рука
Проект: робо-рука