- Обработка деталей со сложной установкой

Содержание
- 2. При обработке заготовок, имеющих сложные установочные поверхности, используются особые методы установки, позволяющие изготовить детали с требованиями,
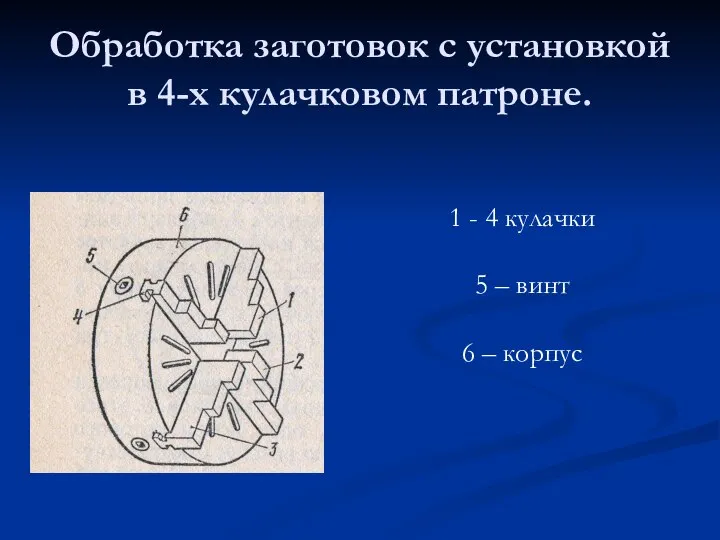
- 4. Обработка заготовок с установкой в 4-х кулачковом патроне. 1 - 4 кулачки 5 – винт 6
- 5. Способы выверки расположения заготовки в 4-х кулачковом патроне. Выверка «на мелок» Выверка по рейсмасу Выверка по
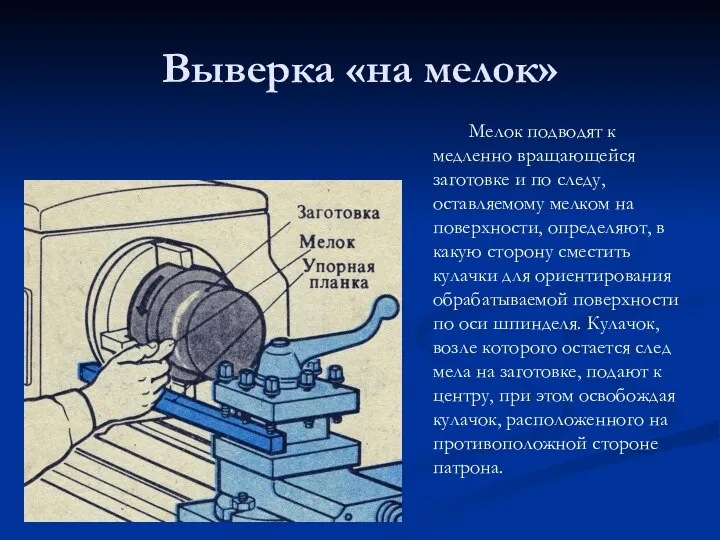
- 6. Выверка «на мелок» Мелок подводят к медленно вращающейся заготовке и по следу, оставляемому мелком на поверхности,
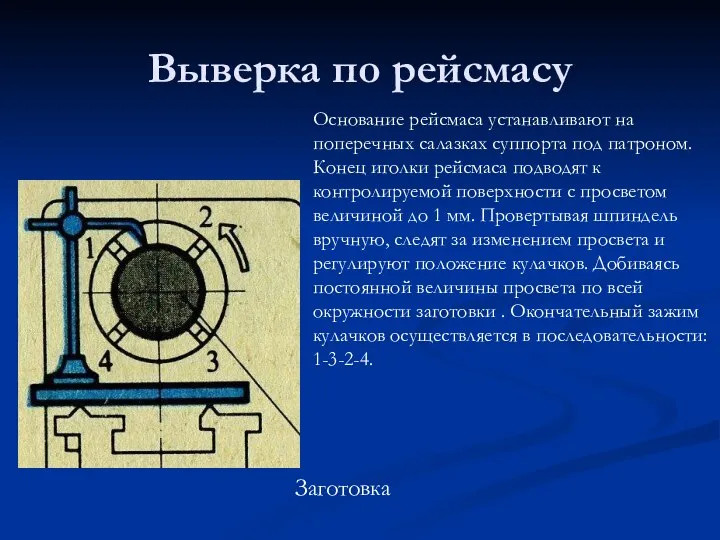
- 7. Выверка по рейсмасу Заготовка Основание рейсмаса устанавливают на поперечных салазках суппорта под патроном. Конец иголки рейсмаса
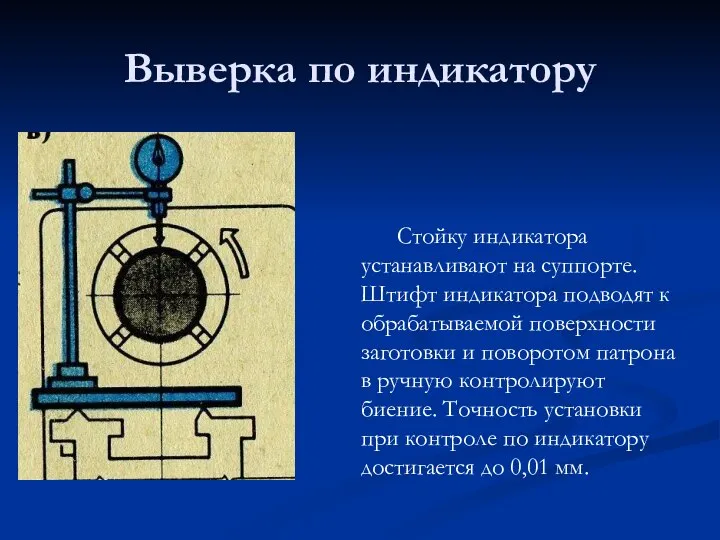
- 8. Выверка по индикатору Стойку индикатора устанавливают на суппорте. Штифт индикатора подводят к обрабатываемой поверхности заготовки и
- 9. Выверка по штангенрейсмасу Штангенрейсмас устанавливают на плите. Острие ножки штангенрейсмаса подводят к заготовке, на которой нанесены
- 10. Обработка заготовок с установкой на планшайбе Установка и закрепление шатуна на планшайбе. Установка и закрепление корпусной
- 11. Обработка заготовок с установкой на угольнике Установка и крепление корпуса подшипника скольжения Токарное приспособление (угольник на
- 12. Обработка нежестких валов, закрепленных в центрах и люнетах Нежесткими называются валы, которые в процессе обработки прогибаются
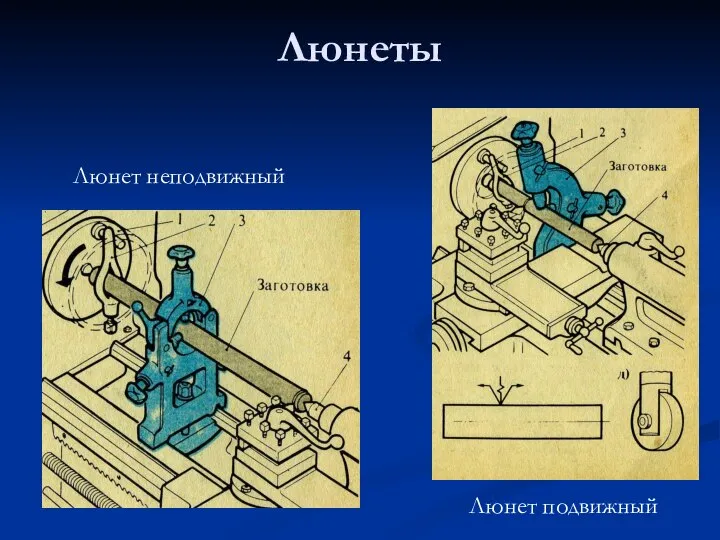
- 13. Люнеты Люнет неподвижный Люнет подвижный
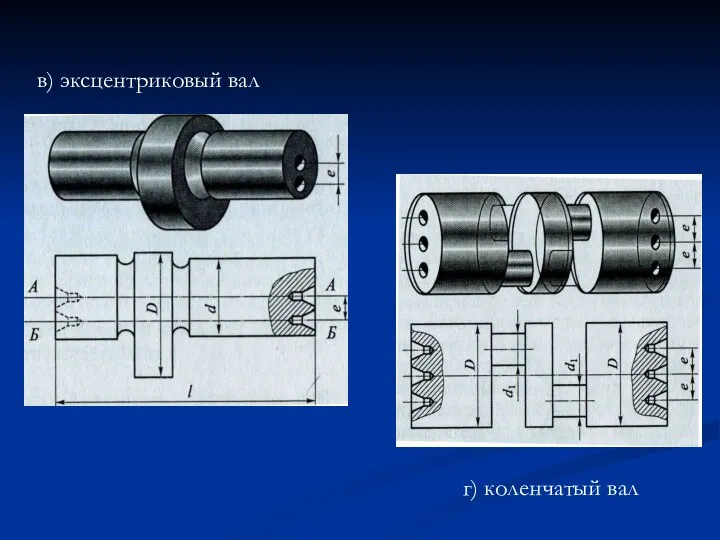
- 14. Обработка заготовок эксцентриковых деталей Экцентриковыми называются детали, у которых оси отдельных поверхностей смещены параллельно осям других
- 15. в) эксцентриковый вал г) коленчатый вал
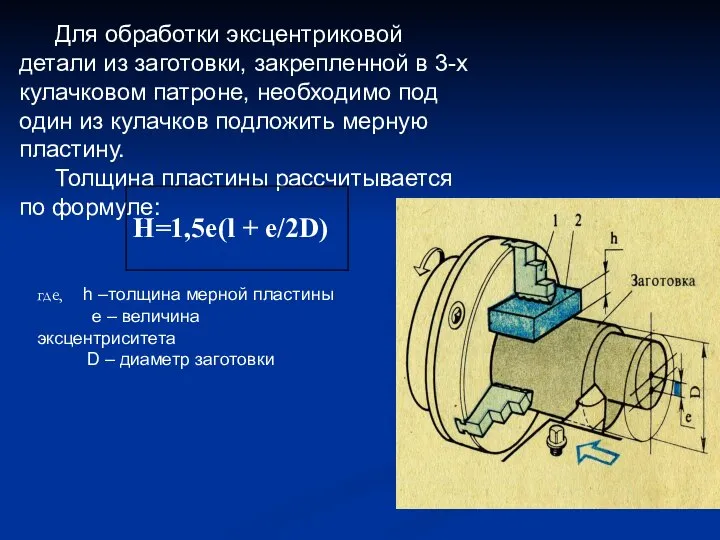
- 16. Для обработки эксцентриковой детали из заготовки, закрепленной в 3-х кулачковом патроне, необходимо под один из кулачков
- 17. Обработка отверстий в тонкостенных втулках Деформации, возникающие в процессе обработки тонкостенной втулки а) втулка до зажима
- 18. Способы закрепления тонкостенных втулок при помощи широких кулачков при помощи удлиненных кулачков в разрезной втулке
- 19. Обработка заготовок на оправках Оправки используют для обработки сложных поверхностей в качестве установочных баз. Часто при
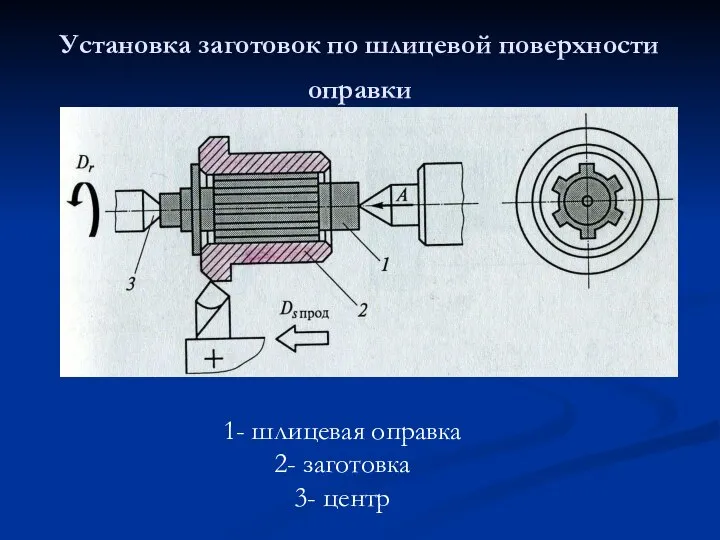
- 20. Установка заготовок по шлицевой поверхности оправки 1- шлицевая оправка 2- заготовка 3- центр
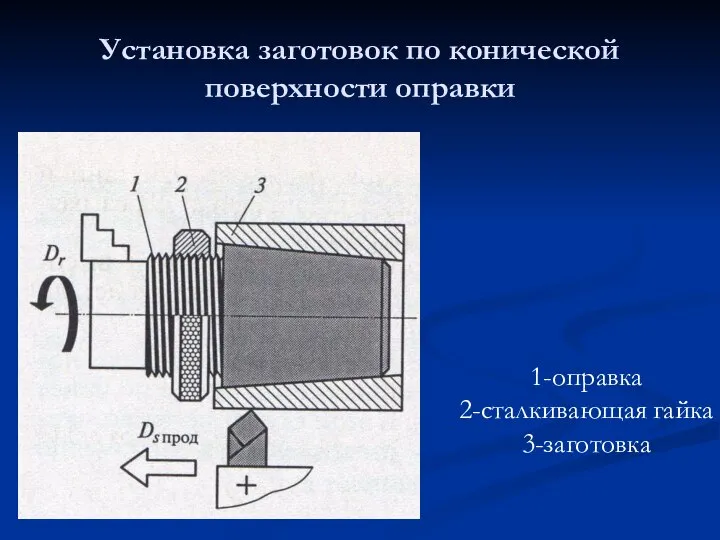
- 21. Установка заготовок по конической поверхности оправки 1-оправка 2-сталкивающая гайка 3-заготовка
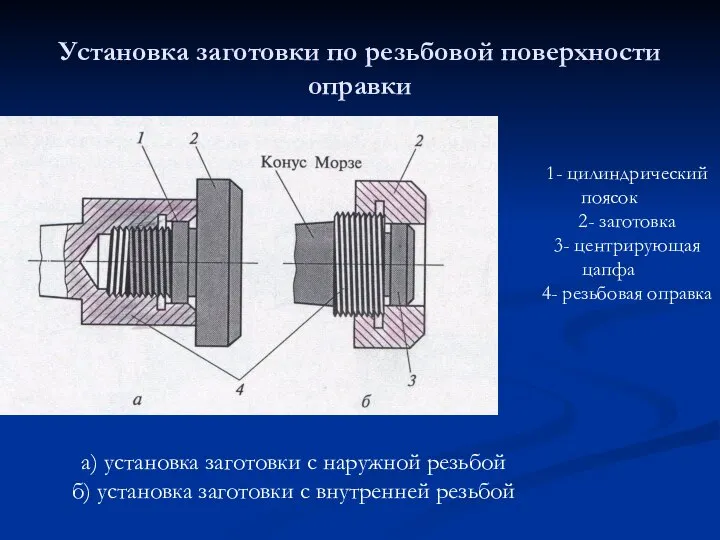
- 22. Установка заготовки по резьбовой поверхности оправки а) установка заготовки с наружной резьбой б) установка заготовки с
- 24. Скачать презентацию
Слайд 2При обработке заготовок, имеющих сложные установочные поверхности, используются особые методы установки, позволяющие
При обработке заготовок, имеющих сложные установочные поверхности, используются особые методы установки, позволяющие

Слайд 4Обработка заготовок с установкой в 4-х кулачковом патроне.
1 - 4 кулачки
Обработка заготовок с установкой в 4-х кулачковом патроне.
1 - 4 кулачки
Слайд 5Способы выверки расположения заготовки в 4-х кулачковом патроне.
Выверка «на мелок»
Выверка по рейсмасу
Выверка
Способы выверки расположения заготовки в 4-х кулачковом патроне.
Выверка «на мелок»
Выверка по рейсмасу
Выверка
Слайд 6Выверка «на мелок»
Мелок подводят к медленно вращающейся заготовке и по следу, оставляемому
Выверка «на мелок»
Мелок подводят к медленно вращающейся заготовке и по следу, оставляемому
Слайд 7Выверка по рейсмасу
Заготовка
Основание рейсмаса устанавливают на поперечных салазках суппорта под патроном. Конец
Выверка по рейсмасу
Заготовка
Основание рейсмаса устанавливают на поперечных салазках суппорта под патроном. Конец
Слайд 8Выверка по индикатору
Стойку индикатора устанавливают на суппорте. Штифт индикатора подводят к обрабатываемой
Выверка по индикатору
Стойку индикатора устанавливают на суппорте. Штифт индикатора подводят к обрабатываемой
Слайд 9Выверка по штангенрейсмасу
Штангенрейсмас устанавливают на плите. Острие ножки штангенрейсмаса подводят к заготовке,
Выверка по штангенрейсмасу
Штангенрейсмас устанавливают на плите. Острие ножки штангенрейсмаса подводят к заготовке,

Слайд 10Обработка заготовок с установкой на планшайбе
Установка и закрепление
шатуна на планшайбе.
Установка и
Обработка заготовок с установкой на планшайбе
Установка и закрепление
шатуна на планшайбе.
Установка и

Слайд 11Обработка заготовок с установкой на угольнике
Установка и крепление
корпуса подшипника скольжения
Обработка заготовок с установкой на угольнике
Установка и крепление
корпуса подшипника скольжения

Слайд 12Обработка нежестких валов, закрепленных в центрах и люнетах
Нежесткими называются валы, которые
Обработка нежестких валов, закрепленных в центрах и люнетах
Нежесткими называются валы, которые
Слайд 13Люнеты
Люнет неподвижный
Люнет подвижный
Люнеты
Люнет неподвижный
Люнет подвижный
Слайд 14Обработка заготовок эксцентриковых деталей
Экцентриковыми называются детали, у которых оси отдельных поверхностей смещены
Обработка заготовок эксцентриковых деталей
Экцентриковыми называются детали, у которых оси отдельных поверхностей смещены

Слайд 15в) эксцентриковый вал
г) коленчатый вал
в) эксцентриковый вал
г) коленчатый вал
Слайд 16Для обработки эксцентриковой детали из заготовки, закрепленной в 3-х кулачковом патроне, необходимо
Для обработки эксцентриковой детали из заготовки, закрепленной в 3-х кулачковом патроне, необходимо
Слайд 17Обработка отверстий в тонкостенных втулках
Деформации, возникающие в процессе обработки тонкостенной втулки
а)
Обработка отверстий в тонкостенных втулках
Деформации, возникающие в процессе обработки тонкостенной втулки
а)

Слайд 18 Способы закрепления тонкостенных втулок
при помощи широких кулачков
при помощи удлиненных кулачков
в
Способы закрепления тонкостенных втулок
при помощи широких кулачков
при помощи удлиненных кулачков
в

Слайд 19Обработка заготовок на оправках
Оправки используют для обработки сложных поверхностей в качестве установочных
Обработка заготовок на оправках
Оправки используют для обработки сложных поверхностей в качестве установочных
Слайд 20Установка заготовок по шлицевой поверхности оправки
1- шлицевая оправка
2- заготовка
3- центр
Установка заготовок по шлицевой поверхности оправки
1- шлицевая оправка
2- заготовка
3- центр
Слайд 21Установка заготовок по конической поверхности оправки
1-оправка
2-сталкивающая гайка
3-заготовка
Установка заготовок по конической поверхности оправки
1-оправка
2-сталкивающая гайка
3-заготовка
Слайд 22Установка заготовки по резьбовой поверхности оправки
а) установка заготовки с наружной резьбой
б) установка
Установка заготовки по резьбовой поверхности оправки
а) установка заготовки с наружной резьбой
б) установка
 Гравитационный сепаратор Zeta
Гравитационный сепаратор Zeta Виды углов
Виды углов Урок презентация на тему Откуда на небе облака
Урок презентация на тему Откуда на небе облака  Л.Н.Андреев. Рассказ «Кусака» 7 класс
Л.Н.Андреев. Рассказ «Кусака» 7 класс Антидопинговое сопровождение спортивной подготовки в Республике Коми
Антидопинговое сопровождение спортивной подготовки в Республике Коми Фестиваль научного кино ФАНК
Фестиваль научного кино ФАНК Профилактика суицидального поведения несовершеннолетних
Профилактика суицидального поведения несовершеннолетних Прикладные материалы при пошиве одежды
Прикладные материалы при пошиве одежды Бизнес под ключ
Бизнес под ключ В чём сила музыки В.А.Моцарта?
В чём сила музыки В.А.Моцарта? Презентация на тему АЛЬБИНИЗМ
Презентация на тему АЛЬБИНИЗМ  Масляные насосы
Масляные насосы Андрей Боголюбский
Андрей Боголюбский Загальні функціш менеджменту
Загальні функціш менеджменту Командорские острова
Командорские острова Золотовалютные резервы РФ
Золотовалютные резервы РФ Классный час, посвященный Дню Матери в России
Классный час, посвященный Дню Матери в России Презентация на тему Почва. Её состав и свойства (3 класс)
Презентация на тему Почва. Её состав и свойства (3 класс) Дешевая ипотека и /или доступное жилье?
Дешевая ипотека и /или доступное жилье? «МОЯ СТРАНА – МОЯ РОССИЯ»
«МОЯ СТРАНА – МОЯ РОССИЯ» Символика древних славян
Символика древних славян Задачи апробации электронных учебников
Задачи апробации электронных учебников Презентация на тему Второй рейх в Германии
Презентация на тему Второй рейх в Германии  СБОР ХЛОПКА лён натуральные волокна растительного происхождения.
СБОР ХЛОПКА лён натуральные волокна растительного происхождения. Меховые товары
Меховые товары Виктор Маркович Шкловский
Виктор Маркович Шкловский Концепция развития Корпоративного портала
Концепция развития Корпоративного портала Комплексная правовая поддержка ГАРАНТ ЭКСПЕРТ для специалистов здравоохранения Болотова Татьяна
Комплексная правовая поддержка ГАРАНТ ЭКСПЕРТ для специалистов здравоохранения Болотова Татьяна