- “One-shot” system do budowy form

Содержание
- 2. Wstęp Nowy system “ONE-SHOT” przeznaczony do produkcji form opracowany przez firmę Lavesan pozwala wytwarzać nowe formy
- 3. Informacje podstawowe Wszystkie składniki systemu ONE-SHOT są gotowe do użytkowania (brak dodatków albo wypełniaczy, które trzeba
- 4. Produkty System ONE-SHOT zawiera: HP Żelkot R.902 VE żywica Laveskin IS ONE-SHOT żywica ↓ LP klej
- 5. Żelkot HP Żelkot HP jest oparty o wysokiej jakości żywicę VE Wyjątkowy połysk Wyjątkowo wysoka chemiczna
- 6. Żelkot HP Utwardzacz: 1.5 – 2.0 % of MEK-Peroxide Zalecana grubość aplikacji: 500-800 µm Nie do
- 7. Żelkot HP
- 8. Żelkot HP
- 9. Pierwsza warstwa Laveskin IS – żywica R.902 Kiedy żelkot HP jest całkowicie spolimeryzowany, można przystąpić do
- 10. Żywica R.902 Wysokiej jakości tiksotropowana przyspieszona żywica VE, Wysoki współczynnik rozciągliwości przy przerwaniu, Wysoka odporność mechaniczna,
- 11. Żywica R.902 Nałożyć warstwę maty szklanej (225 lub 300 g/m2) razem z żywicą R.902 Utwardzacz: 2.0
- 12. Żywica R.902
- 13. Laveskin IS Izoftalowy Barrier-coat Łatwa i szybka aplikacja Prawie całkowita eliminacja ręcznego laminowania (brak bąbli powietrznych
- 14. Laveskin IS Odpowiedni produkt do nakładania ręcznego i maszynowego Nakładać w grubości 1 ÷ 1,5 mm,
- 15. Laveskin IS
- 16. Budowa formy z żywicą ONE-SHOT Kiedy pierwsza warstwa (żywica R.902 lub Laveskin IS) jest całkowicie spolimeryzowana,
- 17. Żywica ONE-SHOT Podstawowe właściwości żywicy ONE-SHOT Żywica gotowa do użycia – żadnych dodatków albo wypełniaczy potrzebnych
- 18. Żywica ONE-SHOT - aplikacja - Jest możliwe uzyskanie całkowitej grubości laminatu formy tylko w jednej aplikacji
- 19. Żywica ONE-SHOT - aplikacja -
- 20. Żywica ONE-SHOT - aplikacja -
- 21. Żywica ONE-SHOT - korzyści - Łatwość aplikacji, niska lepkość Wysoka wydajność: standardowy przelicznik wagowy mata szklana
- 22. Żywica ONE-SHOT - korzyści - Brak wypełniaczy termoplastycznych Brak ograniczeń w grubości laminatu formy Niski szczyt
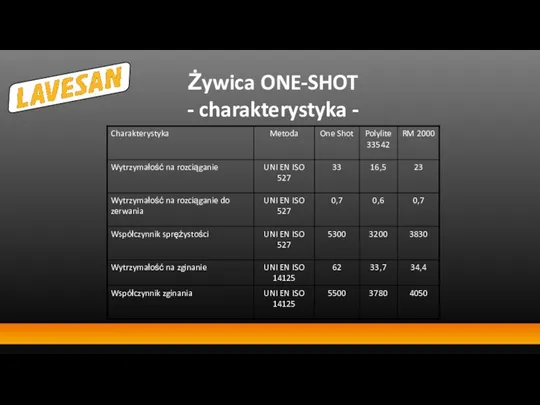
- 23. Żywica ONE-SHOT - charakterystyka -
- 24. Żywica ONE-SHOT - ważne wskazówki - Żelkot HP i żywica R.902 posiadają standardowy skurcz polimeryzacji, natomiast
- 25. Żywica ONE-SHOT - ważne wskazówki - Żywica ONE-SHOT musi spolimeryzować w temperaturze pokojowej ? czas potrzebny
- 26. Żywica ONE-SHOT - ważne wskazówki - Jeśli jednak chcemy przeprowadzić proces post-curing przy pomocy wysokiej temperatury
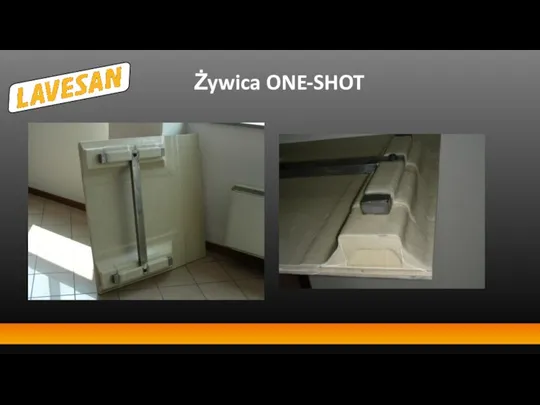
- 27. Żywica ONE-SHOT
- 28. Żywica ONE-SHOT - ważne wskazówki - HDT czystej żywicy ONE-SHOT = 55°C HDT laminatu wykonanego za
- 29. LP Bonder Bonder przeznaczony do klejenia dodatków do form. Specjalnie zalecany do tworzenia form typu „sandwich”
- 30. LP Bonder - aplikacja - LP Bonder można nakładać przy pomocy szpachli lub innych przeznaczonych do
- 31. LP Bonder
- 32. Klej VE R.430 Klej VE przeznaczony do reparacji uszkodzonych części formy Wysoka odporność mechaniczna i chemiczna
- 33. Klej VE R.430 - aplikacja - Utwardzacz: 1.5 – 2.0 % of MEK-Peroxide Nie stosować w
- 34. Klej R.360
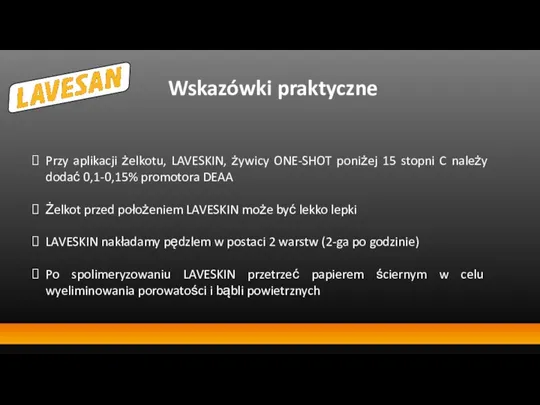
- 35. Wskazówki praktyczne Przy aplikacji żelkotu, LAVESKIN, żywicy ONE-SHOT poniżej 15 stopni C należy dodać 0,1-0,15% promotora
- 36. BUDOWA FORMY W SYSTEMIE ONE-SHOT
- 37. ŻELKOT HP
- 38. LAVESKIN
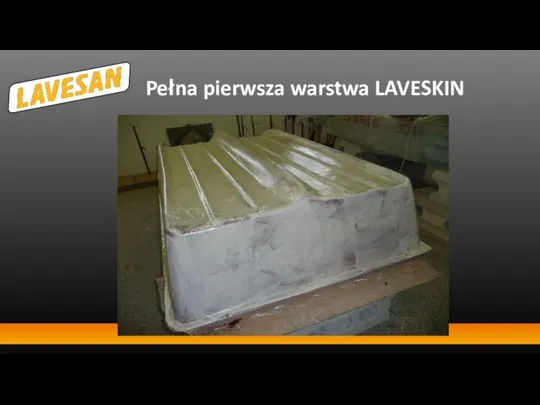
- 39. Pełna pierwsza warstwa LAVESKIN
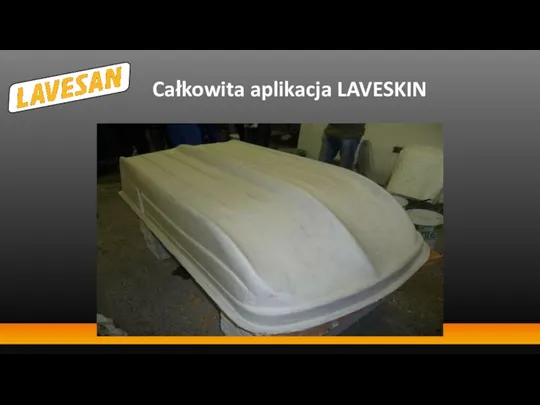
- 40. Całkowita aplikacja LAVESKIN
- 41. Aplikacja żywicy ONE-SHOT
- 42. Aplikacja żywicy ONE-SHOT c.d.
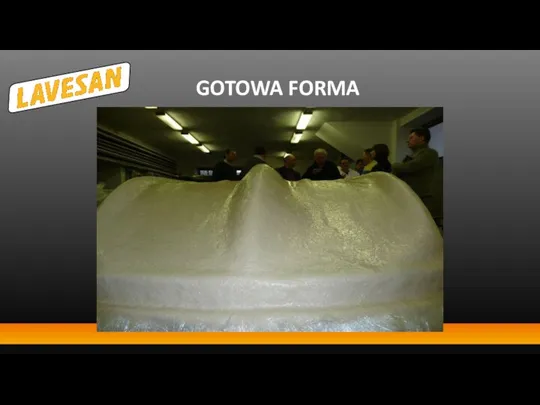
- 43. GOTOWA FORMA
- 45. Скачать презентацию
Слайд 2Wstęp
Nowy system “ONE-SHOT” przeznaczony do produkcji form opracowany przez firmę Lavesan pozwala
Wstęp
Nowy system “ONE-SHOT” przeznaczony do produkcji form opracowany przez firmę Lavesan pozwala
Слайд 3Informacje podstawowe
Wszystkie składniki systemu ONE-SHOT są gotowe do użytkowania (brak dodatków albo
Informacje podstawowe
Wszystkie składniki systemu ONE-SHOT są gotowe do użytkowania (brak dodatków albo
Слайд 4Produkty
System ONE-SHOT zawiera:
HP Żelkot
R.902 VE żywica Laveskin IS
ONE-SHOT żywica
↓
LP klej
↓
R.430 klej
Produkty
System ONE-SHOT zawiera:
HP Żelkot
R.902 VE żywica Laveskin IS
ONE-SHOT żywica
↓
LP klej
↓
R.430 klej
Слайд 5Żelkot HP
Żelkot HP jest oparty o wysokiej jakości żywicę VE
Wyjątkowy
Żelkot HP
Żelkot HP jest oparty o wysokiej jakości żywicę VE
Wyjątkowy
Слайд 6Żelkot HP
Utwardzacz: 1.5 – 2.0 % of MEK-Peroxide
Zalecana grubość aplikacji: 500-800
Żelkot HP
Utwardzacz: 1.5 – 2.0 % of MEK-Peroxide
Zalecana grubość aplikacji: 500-800
Слайд 7Żelkot HP
Żelkot HP

Слайд 8Żelkot HP
Żelkot HP

Слайд 9Pierwsza warstwa
Laveskin IS – żywica R.902
Kiedy żelkot HP jest całkowicie spolimeryzowany, można
Pierwsza warstwa
Laveskin IS – żywica R.902
Kiedy żelkot HP jest całkowicie spolimeryzowany, można
Слайд 10Żywica R.902
Wysokiej jakości tiksotropowana przyspieszona żywica VE,
Wysoki współczynnik rozciągliwości przy przerwaniu,
Wysoka odporność
Żywica R.902
Wysokiej jakości tiksotropowana przyspieszona żywica VE,
Wysoki współczynnik rozciągliwości przy przerwaniu,
Wysoka odporność
Слайд 11Żywica R.902
Nałożyć warstwę maty szklanej (225 lub 300 g/m2) razem z żywicą
Żywica R.902
Nałożyć warstwę maty szklanej (225 lub 300 g/m2) razem z żywicą
Слайд 12Żywica R.902
Żywica R.902

Слайд 13Laveskin IS
Izoftalowy Barrier-coat
Łatwa i szybka aplikacja
Prawie całkowita eliminacja ręcznego laminowania (brak
Laveskin IS
Izoftalowy Barrier-coat
Łatwa i szybka aplikacja
Prawie całkowita eliminacja ręcznego laminowania (brak
Слайд 14Laveskin IS
Odpowiedni produkt do nakładania ręcznego i maszynowego
Nakładać w grubości 1 ÷
Laveskin IS
Odpowiedni produkt do nakładania ręcznego i maszynowego
Nakładać w grubości 1 ÷
Слайд 15Laveskin IS
Laveskin IS

Слайд 16Budowa formy z żywicą
ONE-SHOT
Kiedy pierwsza warstwa (żywica R.902 lub Laveskin IS) jest
Budowa formy z żywicą
ONE-SHOT
Kiedy pierwsza warstwa (żywica R.902 lub Laveskin IS) jest
Слайд 17Żywica ONE-SHOT
Podstawowe właściwości żywicy ONE-SHOT
Żywica gotowa do użycia – żadnych dodatków albo
Żywica ONE-SHOT
Podstawowe właściwości żywicy ONE-SHOT
Żywica gotowa do użycia – żadnych dodatków albo
Слайд 18Żywica ONE-SHOT
- aplikacja -
Jest możliwe uzyskanie całkowitej grubości laminatu formy tylko w
Żywica ONE-SHOT
- aplikacja -
Jest możliwe uzyskanie całkowitej grubości laminatu formy tylko w
Слайд 19Żywica ONE-SHOT
- aplikacja -
Żywica ONE-SHOT
- aplikacja -
Слайд 20Żywica ONE-SHOT
- aplikacja -
Żywica ONE-SHOT
- aplikacja -
Слайд 21Żywica ONE-SHOT
- korzyści -
Łatwość aplikacji, niska lepkość
Wysoka wydajność: standardowy przelicznik wagowy mata
Żywica ONE-SHOT
- korzyści -
Łatwość aplikacji, niska lepkość
Wysoka wydajność: standardowy przelicznik wagowy mata
Слайд 22Żywica ONE-SHOT
- korzyści -
Brak wypełniaczy termoplastycznych
Brak ograniczeń w grubości laminatu formy
Niski szczyt
Żywica ONE-SHOT
- korzyści -
Brak wypełniaczy termoplastycznych
Brak ograniczeń w grubości laminatu formy
Niski szczyt
Слайд 23Żywica ONE-SHOT
- charakterystyka -
Żywica ONE-SHOT
- charakterystyka -
Слайд 24Żywica ONE-SHOT
- ważne wskazówki -
Żelkot HP i żywica R.902 posiadają standardowy skurcz
Żywica ONE-SHOT
- ważne wskazówki -
Żelkot HP i żywica R.902 posiadają standardowy skurcz
Слайд 25Żywica ONE-SHOT
- ważne wskazówki -
Żywica ONE-SHOT musi spolimeryzować w temperaturze pokojowej ?
Żywica ONE-SHOT
- ważne wskazówki -
Żywica ONE-SHOT musi spolimeryzować w temperaturze pokojowej ?
Слайд 26Żywica ONE-SHOT
- ważne wskazówki -
Jeśli jednak chcemy przeprowadzić proces post-curing przy pomocy
Żywica ONE-SHOT
- ważne wskazówki -
Jeśli jednak chcemy przeprowadzić proces post-curing przy pomocy
Слайд 27Żywica ONE-SHOT
Żywica ONE-SHOT
Слайд 28Żywica ONE-SHOT
- ważne wskazówki -
HDT czystej żywicy ONE-SHOT = 55°C
HDT laminatu wykonanego
Żywica ONE-SHOT
- ważne wskazówki -
HDT czystej żywicy ONE-SHOT = 55°C
HDT laminatu wykonanego
Слайд 29LP Bonder
Bonder przeznaczony do klejenia dodatków do form.
Specjalnie zalecany do tworzenia form
LP Bonder
Bonder przeznaczony do klejenia dodatków do form.
Specjalnie zalecany do tworzenia form
Слайд 30LP Bonder
- aplikacja -
LP Bonder można nakładać przy pomocy szpachli lub innych
LP Bonder
- aplikacja -
LP Bonder można nakładać przy pomocy szpachli lub innych
Слайд 31LP Bonder
LP Bonder
Слайд 32Klej VE R.430
Klej VE przeznaczony do reparacji uszkodzonych części formy
Wysoka odporność
Klej VE R.430
Klej VE przeznaczony do reparacji uszkodzonych części formy
Wysoka odporność
Слайд 33Klej VE R.430
- aplikacja -
Utwardzacz: 1.5 – 2.0 % of MEK-Peroxide
Nie
Klej VE R.430
- aplikacja -
Utwardzacz: 1.5 – 2.0 % of MEK-Peroxide
Nie
Слайд 34Klej R.360
Klej R.360
Слайд 35Wskazówki praktyczne
Przy aplikacji żelkotu, LAVESKIN, żywicy ONE-SHOT poniżej 15 stopni C należy
Wskazówki praktyczne
Przy aplikacji żelkotu, LAVESKIN, żywicy ONE-SHOT poniżej 15 stopni C należy
Слайд 36BUDOWA FORMY
W SYSTEMIE ONE-SHOT
BUDOWA FORMY
W SYSTEMIE ONE-SHOT
Слайд 37ŻELKOT HP
ŻELKOT HP

Слайд 38LAVESKIN
LAVESKIN
Слайд 39Pełna pierwsza warstwa LAVESKIN
Pełna pierwsza warstwa LAVESKIN
Слайд 40Całkowita aplikacja LAVESKIN
Całkowita aplikacja LAVESKIN
Слайд 41Aplikacja żywicy ONE-SHOT
Aplikacja żywicy ONE-SHOT

Слайд 42Aplikacja żywicy ONE-SHOT c.d.
Aplikacja żywicy ONE-SHOT c.d.

Слайд 43GOTOWA FORMA
GOTOWA FORMA
 СNet Attribute
СNet Attribute Разбор демоверсии теста задания 9-18
Разбор демоверсии теста задания 9-18 Воспитательное мероприятие профориентационного характера
Воспитательное мероприятие профориентационного характера Основные звенья стратегии профессионального роста педагога-психолога
Основные звенья стратегии профессионального роста педагога-психолога Кунгурская городская управа
Кунгурская городская управа Библиотека МБОУ «Школа№17»
Библиотека МБОУ «Школа№17» Презентация на тему Техника безопасности в кабинете информатики
Презентация на тему Техника безопасности в кабинете информатики Перловая крупа и блюда из нее
Перловая крупа и блюда из нее Создание отчетов с помощью «Конструктора»
Создание отчетов с помощью «Конструктора» Презентация на тему Русская игрушка - Матрешка
Презентация на тему Русская игрушка - Матрешка Мотивация персонала
Мотивация персонала Гражданское обществ и государство
Гражданское обществ и государство Swix poles
Swix poles Лыжная подготовка
Лыжная подготовка 03_LOGITECH. B2B C&P Pres
03_LOGITECH. B2B C&P Pres Анализ проекта
Анализ проекта Образовательная система будущего
Образовательная система будущего Задачи на движение
Задачи на движение МУП «Пассажирские перевозки г.Пензы».
МУП «Пассажирские перевозки г.Пензы». ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ»
ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ» Помада абсолютный поцелуй
Помада абсолютный поцелуй Презентація. Письмо. 20.09.22
Презентація. Письмо. 20.09.22 Зрение школьника
Зрение школьника Городская неделя музыки
Городская неделя музыки Трудовой договор
Трудовой договор Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ
Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ История развития науки криминалистики
История развития науки криминалистики Протоколы глобальных сетей
Протоколы глобальных сетей