Определение оптимальных параметров технологического процесса термической обработки мелкосортового пруткового проката
- Определение оптимальных параметров технологического процесса термической обработки мелкосортового пруткового проката

Содержание
- 2. Обоснование марки стали: 35ГС Арматура АIII 35ГС (А3) представляет собой стальной профиль круглого сечения с рифленной
- 3. Прутковый прокат Арматура железобетонных конструкций – совокупность соединенных между собой элементов, являющаяся неотъемлемой составной частью железобетонных
- 4. Маршрутная карта
- 5. График термической обработки
- 6. Время нагрева
- 7. Выбор оборудования Солеными электрованнами называются нагревательные устройства, в которых теплоносящей средой также является расплавленная соль, но
- 8. Рисунок
- 9. Чертеж Электродной соленой печи
- 10. Контроль качества деталей Арматуру для железобетонных изделий, как правило, изготавливают в механизированных и автоматизированных мастерских или
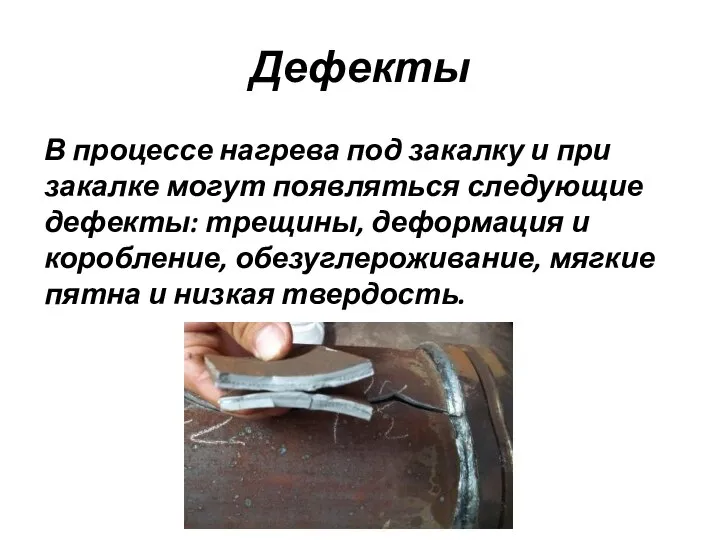
- 11. Дефекты В процессе нагрева под закалку и при закалке могут появляться следующие дефекты: трещины, деформация и
- 13. - Электропечь шахтная Ц 105 – А – 1 шт. - Электропечь камерная НШ 100 –
- 15. Скачать презентацию
Слайд 2Обоснование марки стали: 35ГС
Арматура АIII 35ГС (А3) представляет собой стальной профиль круглого
Обоснование марки стали: 35ГС
Арматура АIII 35ГС (А3) представляет собой стальной профиль круглого
Слайд 3Прутковый прокат
Арматура железобетонных конструкций – совокупность соединенных между собой элементов, являющаяся
Прутковый прокат
Арматура железобетонных конструкций – совокупность соединенных между собой элементов, являющаяся
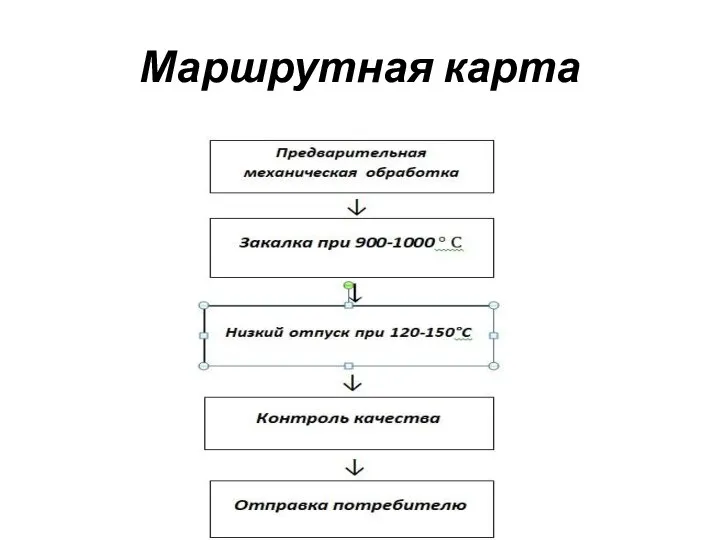
Слайд 4Маршрутная карта
Маршрутная карта
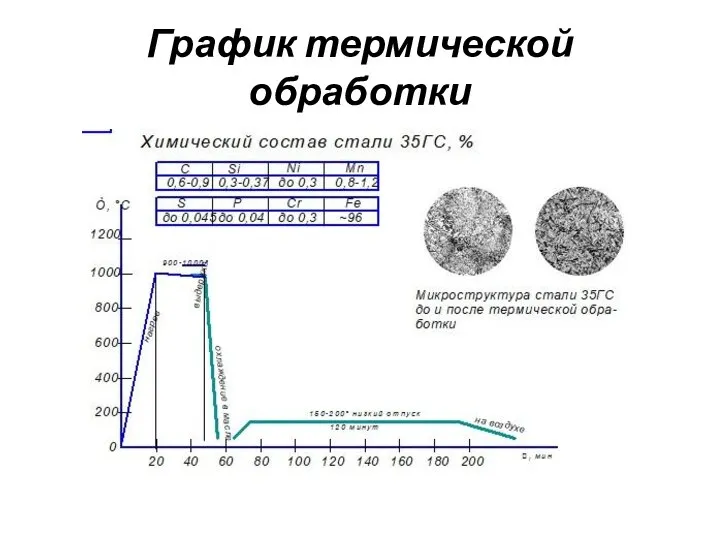
Слайд 5График термической обработки
График термической обработки
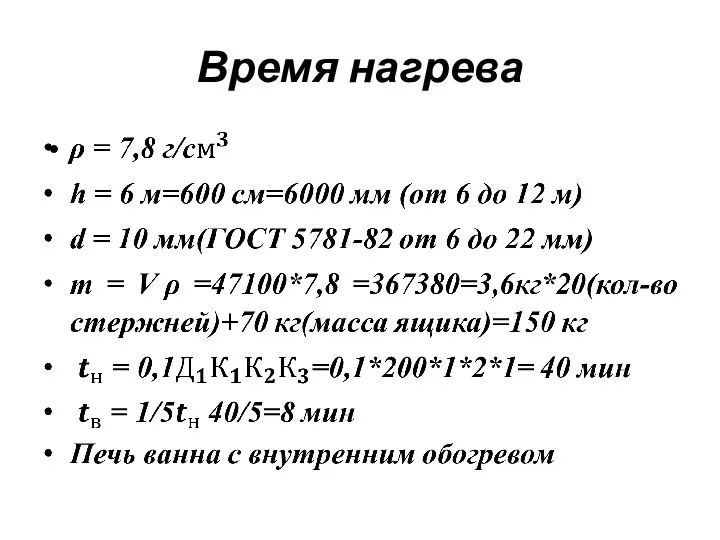
Слайд 6Время нагрева
Время нагрева
Слайд 7Выбор оборудования
Солеными электрованнами называются нагревательные устройства, в которых теплоносящей средой также
Выбор оборудования
Солеными электрованнами называются нагревательные устройства, в которых теплоносящей средой также
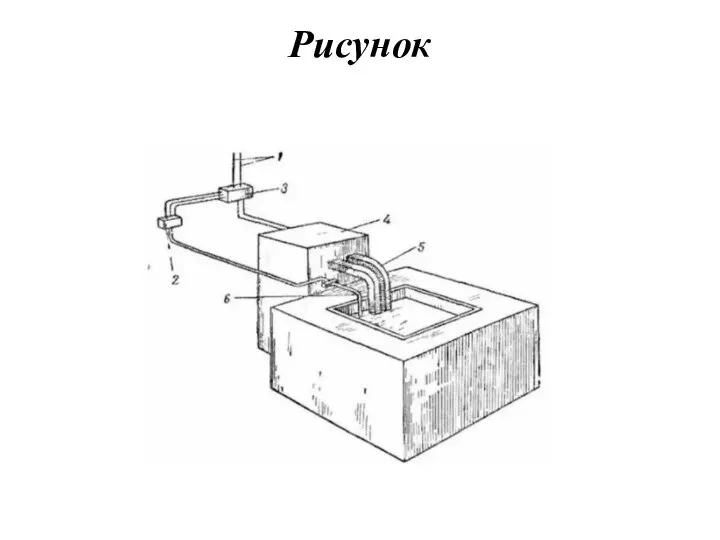
Слайд 8Рисунок
Рисунок
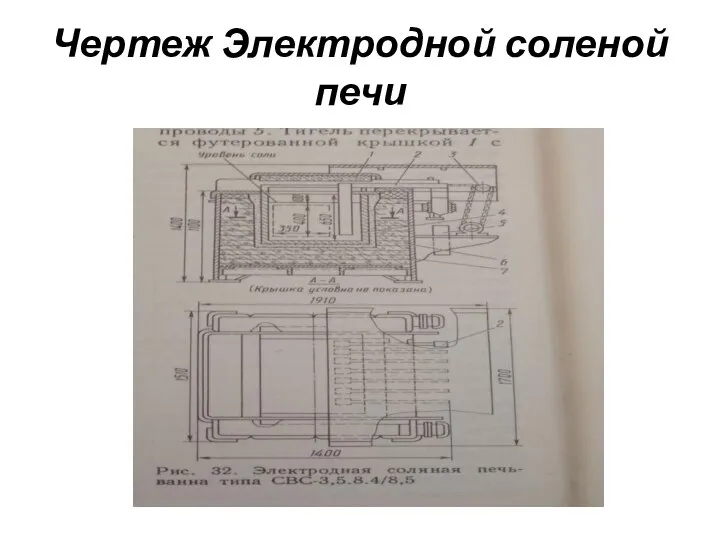
Слайд 9Чертеж Электродной соленой печи
Чертеж Электродной соленой печи
Слайд 10Контроль качества деталей
Арматуру для железобетонных изделий, как правило, изготавливают в механизированных и
Контроль качества деталей
Арматуру для железобетонных изделий, как правило, изготавливают в механизированных и
Слайд 11Дефекты
В процессе нагрева под закалку и при закалке могут появляться следующие
Дефекты
В процессе нагрева под закалку и при закалке могут появляться следующие
Слайд 13- Электропечь шахтная Ц 105 – А – 1 шт.
- Электропечь
- Электропечь шахтная Ц 105 – А – 1 шт.
- Электропечь
 ВЕЛИКИЕ СКАЗОЧНИКИ
ВЕЛИКИЕ СКАЗОЧНИКИ Деревня Слуда вчера и сегодня
Деревня Слуда вчера и сегодня ГИА по русскому языку в 9 классе
ГИА по русскому языку в 9 классе Electronic Learning — система электронного обучения
Electronic Learning — система электронного обучения  Verbs 5
Verbs 5 Личностно-ориентированная технология.
Личностно-ориентированная технология. Берегите тепло в доме
Берегите тепло в доме Игра и развитие ребенка
Игра и развитие ребенка Журнал «Частный интерьер» выходит с 2001 года. Он стал одним из первых журналов в России, посвященных жилому интерьеру. На страницах
Журнал «Частный интерьер» выходит с 2001 года. Он стал одним из первых журналов в России, посвященных жилому интерьеру. На страницах  Критерии готовности образовательного учреждения к введению федерального государственного образовательного стандарта (ФГОС НОО)
Критерии готовности образовательного учреждения к введению федерального государственного образовательного стандарта (ФГОС НОО) Эффект проливного дождя
Эффект проливного дождя Центр поддержки подростков "4-С"
Центр поддержки подростков "4-С" ДЕНЬ УЧИТЕЛЯ!!! ПРАЗДНИК???
ДЕНЬ УЧИТЕЛЯ!!! ПРАЗДНИК??? Автоматическая муфта опережения впрыска топлива, форсунки
Автоматическая муфта опережения впрыска топлива, форсунки Комлевая Анна-презентация
Комлевая Анна-презентация Охраняемые территории
Охраняемые территории День белых журавлей
День белых журавлей Биметаллические термометры, модель 55, промышленная серия (S5550; R5502; A5500)
Биметаллические термометры, модель 55, промышленная серия (S5550; R5502; A5500) Современный мир 10 класс
Современный мир 10 класс ИСПОЛЬЗОВАНИЕ ЭНЕРГИИ СОЛНЦА НА ЗЕМЛЕ
ИСПОЛЬЗОВАНИЕ ЭНЕРГИИ СОЛНЦА НА ЗЕМЛЕ  Осень в Крюкове
Осень в Крюкове Танцы, 4 класс
Танцы, 4 класс ЧТО У НАС
ЧТО У НАС Деревянные срубы
Деревянные срубы Norsk språkhistorie
Norsk språkhistorie Социально-психологические аспекты дискордантных пар
Социально-психологические аспекты дискордантных пар 44095
44095 SEO оптимизация за сайтове на малкия и среден бизнес
SEO оптимизация за сайтове на малкия и среден бизнес