- Основні обов'язки в'язальника джгутів

Содержание
- 2. Самоконтроль Контроль інструментів. Початок зміни. Проконтролюйте калібрацію пістолета (рис. 1) та наявність листа перевірки (рис. 2
- 3. Самоконтроль Контроль робочого місця. Лист попереднього обслуговування устаткування (лист перевірки). Калібрування пістолета для сили стягування. Непошкодженість
- 4. Інструменти Означенння сили cтягування Дозволено користуватися тільки тими ножицями, які видаються на виробництві. Затяжні пістолети та
- 5. Інструменти Означенння сили cтягування Дозволено користуватися тільки тими ножицями, які видаються на виробництві. Затяжні пістолети та
- 6. вірно вірно Правильне монтування гофрованої трубки на оптичне волокно
- 7. Обмотка “А” = 100% ширини стрічки. “В” = 50% ширини стрічки (перекривання). При повній обмотці перекривання
- 8. Самоконтроль-це якісь роботи Обмотка на розгалуженнях ОК NОК
- 9. Клік + дотягування
- 11. Delphi Карпати Основні обов'язки оператора 1. Не роби того, що могло б створити загрозу безпеці і
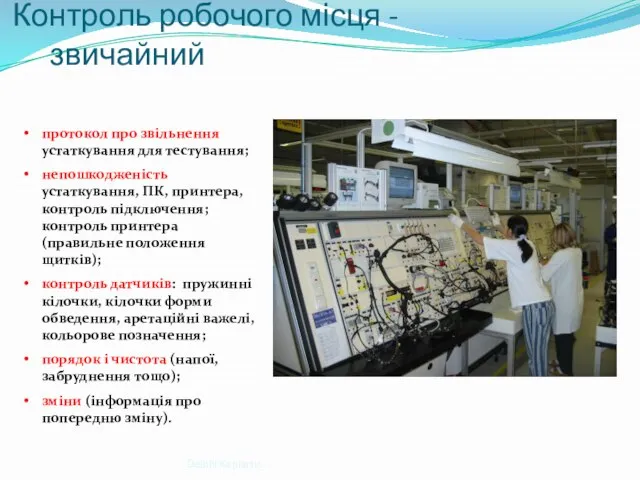
- 12. Delphi Карпати Контроль робочого місця - звичайний протокол про звільнення устаткування для тестування; непошкодженість устаткування, ПК,
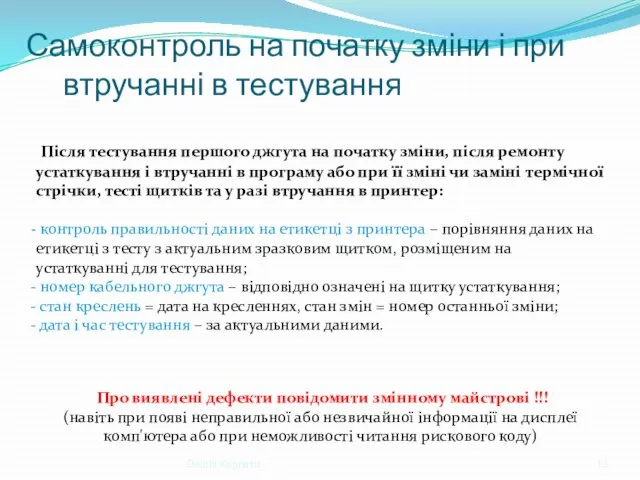
- 13. Delphi Карпати Самоконтроль на початку зміни і при втручанні в тестування Після тестування першого джгута на
- 14. Delphi Карпати Контрольна карта
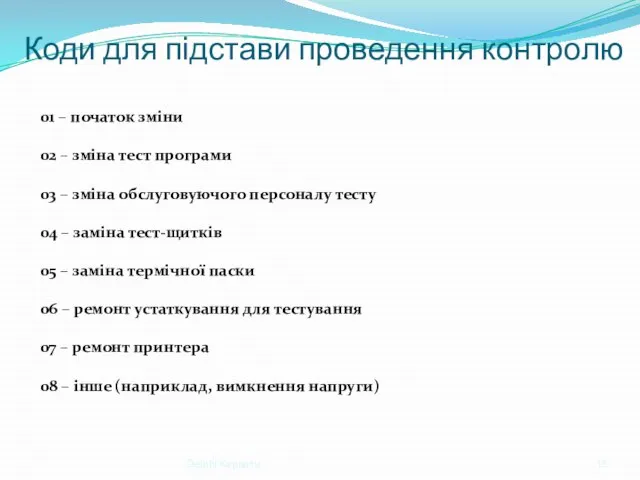
- 15. Delphi Карпати Коди для підстави проведення контролю 01 – початок зміни 02 – зміна тест програми
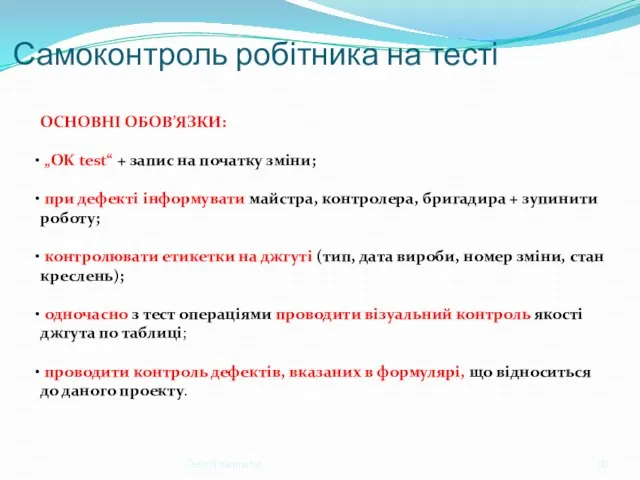
- 16. Delphi Карпати Самоконтроль робітника на тесті ОСНОВНІ ОБОВ’ЯЗКИ: „OK test“ + запис на початку зміни; при
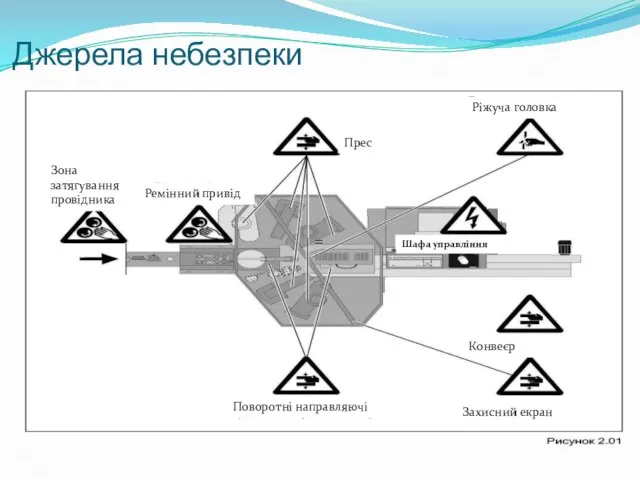
- 17. Джерела небезпеки Зона затягування провідника = Ремінний привід Прес Ріжуча головка Шафа управління Поворотні направляючі Конвеєр
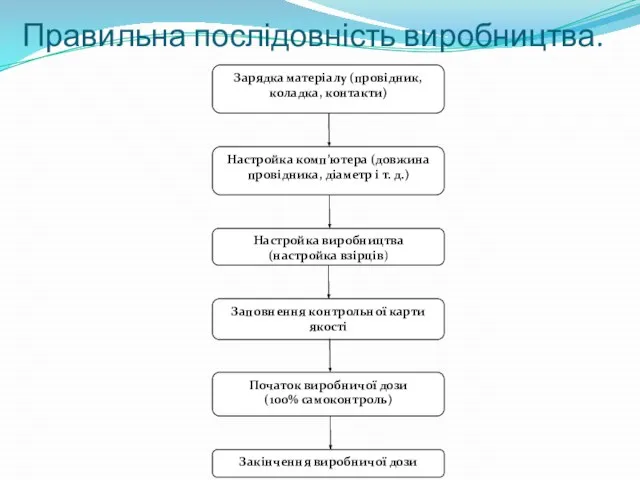
- 18. Правильна послідовність виробництва.
- 20. Ідентифікаційна бірка Номер контакту Номер провідника (L-код) Довжина зачистки Переріз провіднка Колір провіднка Дата та час
- 21. Коректування взірців перед початком виробничої партії проводиться вимірювання довжини довжина вимірюється від початку жил і до
- 22. Коректування взірців вимірювання кримпової висоти на ізоляційних та жилових прапорцях
- 23. Коректування взірців вимірювання сили зривання
- 24. Контакт та його складові елементи 2 1- контакт 2- радіус з допуском 3- жиловий прапорець 4-
- 25. Візуальне зображення контакту / "OK" - "NOK" .Приклади кримпування... Ніколи не використовувати "NOK" ,відправити в брак!!!!!
- 26. *Радіус *Жиловий прапорець *Виступ жил (max. 1 mm) Контакт / кримпування / Візуальне зображення контакту /
- 27. Між прапорцями має бути видно жили та ізоляцію у співвідношенні 50/50. Дана продукція є бракованою! Контакт
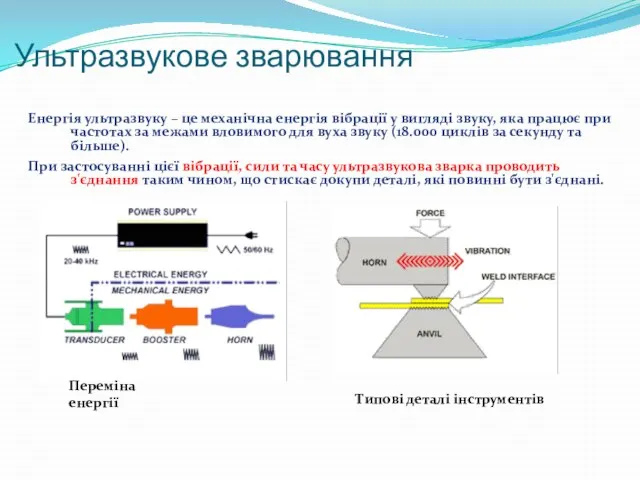
- 28. Енергія ультразвуку – це механічна енергія вібрації у вигляді звуку, яка працює при частотах за межами
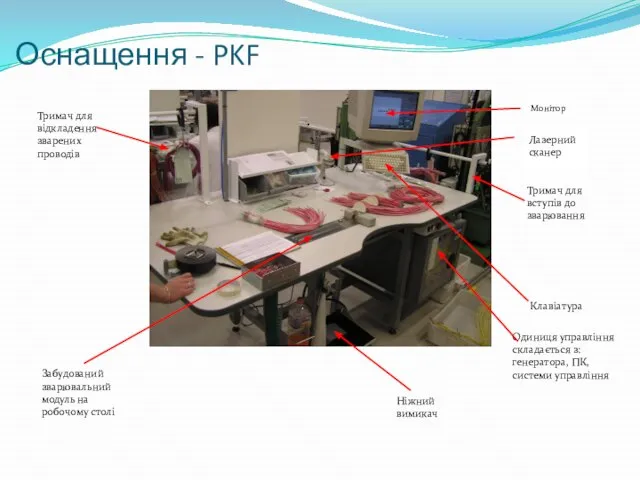
- 29. Монітор Забудований зварювальний модуль на робочому столі Клавіатура Тримач для вступів до зварювання Тримач для відкладення
- 30. ПРАВИЛЬНО: При контакті з чистою міддю користуйтеся захисними рукавицями НЕПРАВИЛЬНО: Не торкайтеся ізоляції без захисних рукавиць!
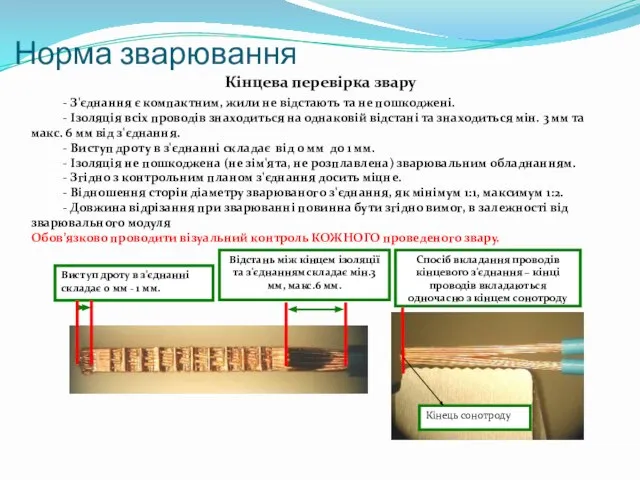
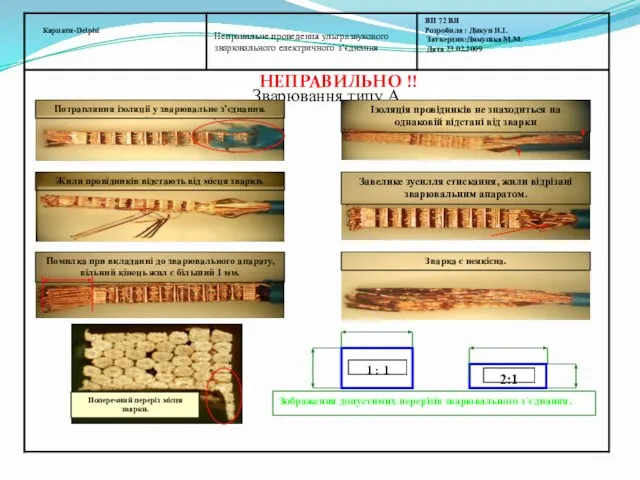
- 31. Кінцева перевірка звару - З'єднання є компактним, жили не відстають та не пошкоджені. - Ізоляція всіх
- 32. Зварювання типу А Izolace vodičů není ve stejné vzdálenosti od sváru. Svár není kompaktní. Жили провідників
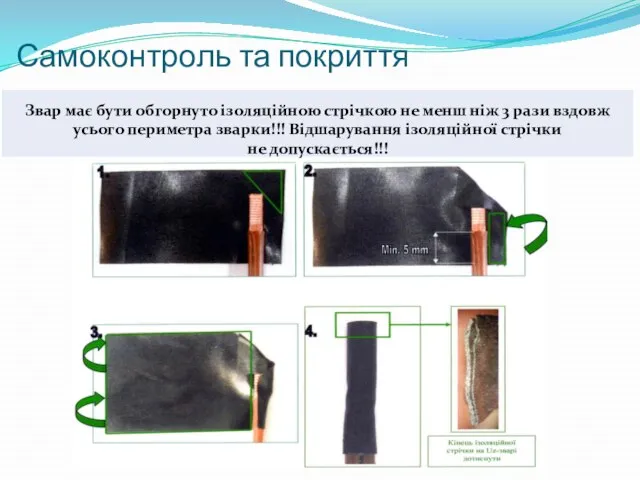
- 33. Самоконтроль та покриття
- 35. Система ФІФО (FIFO) Система ФІФО – це система використання матеріалу. Дана система забезпечує постійне використання матеріалу,
- 37. Потенційні джерела виникнення небезпеки
- 38. Delphi Confidential Пакування провідників – візуальна вказівка
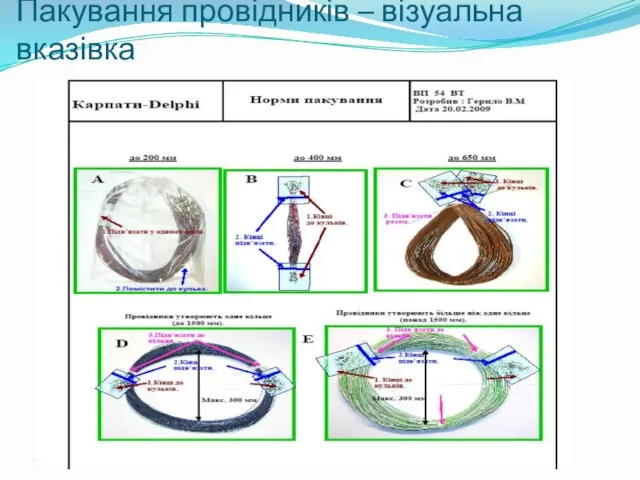
- 39. Delphi Confidential Пакування провідників – візуальна вказівка A. Провідники до 200 мм – підв’язати в одному
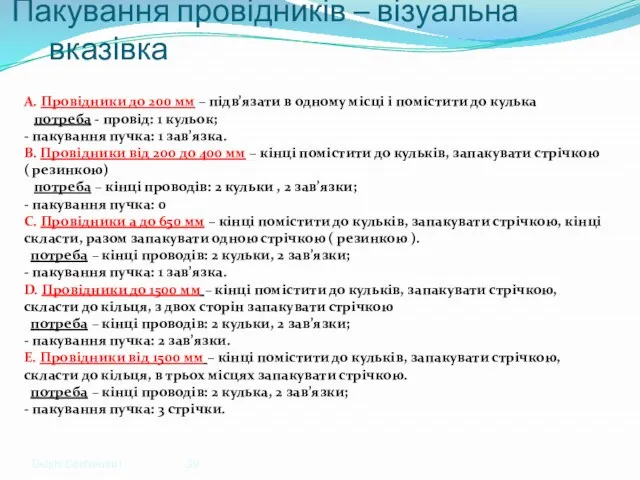
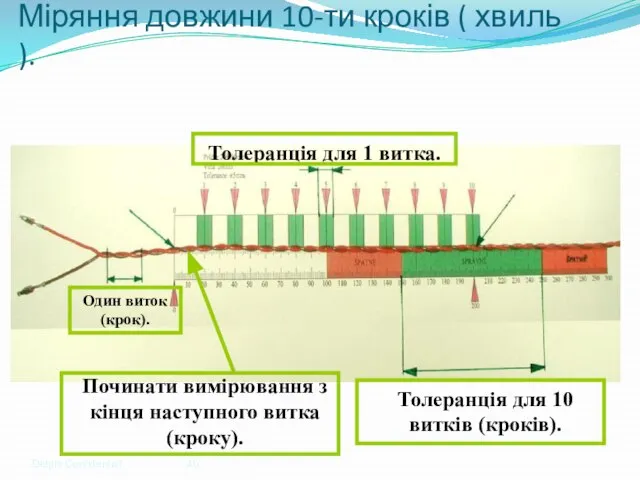
- 40. Delphi Confidential Міряння довжини 10-ти кроків ( хвиль ).
- 41. Delphi Confidential Нескручувана частина У кожного замовника свої вимоги до якості. DAIMLER 30±5, COLORADO 50±5, AUDI
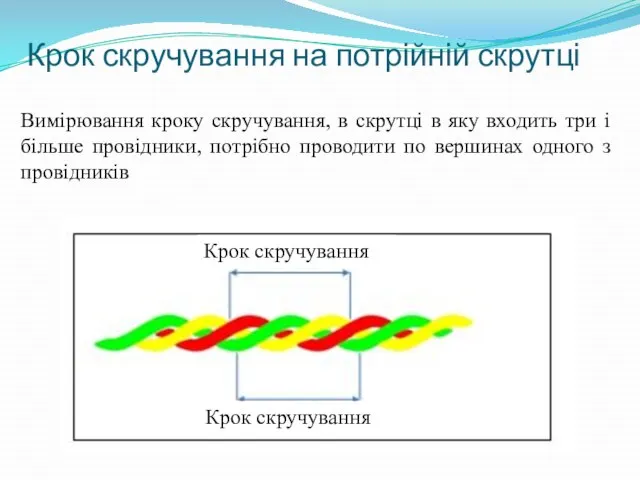
- 42. Крок скручування на потрійній скрутці Вимірювання кроку скручування, в скрутці в яку входить три і більше
- 43. Контакт складено у горизонтальному положенні / вусиками догори Не можливо ідентифікувати контакт / контакт вусиками донизу
- 44. Правильно: Звар повинен бути розміщений посередині трубки(симетрично) Не правильно: Трубка на зварі розміщена не симетрично Розміщення
- 45. Провідники довжиною більше 1000мм та діаметром до 1мм, пакуються за нормою пакування F згідно зображення на
- 46. Розміщення провідників у зварювальній машині
- 47. Матеріал розміщено правильно – коробки не переповнені Переповнені коробки, надлишковий матеріал. Виробнича доза ізоляційної стрічки
- 48. ОК NOK Виробнича доза матеріалу в коробках
- 49. При транспортуванні зварів, контакти можуть пошкоджуватись. Щоб запобігти цьому сформуй кільце з готових BUTT - зварів
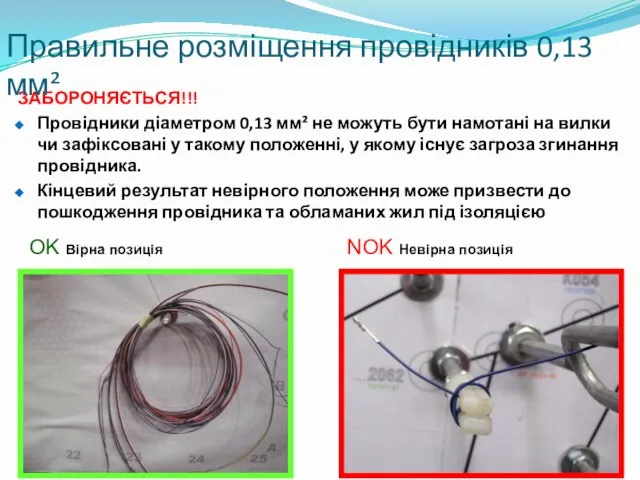
- 50. ЗАБОРОНЯЄТЬСЯ!!! Провідники діаметром 0,13 мм² не можуть бути намотані на вилки чи зафіксовані у такому положенні,
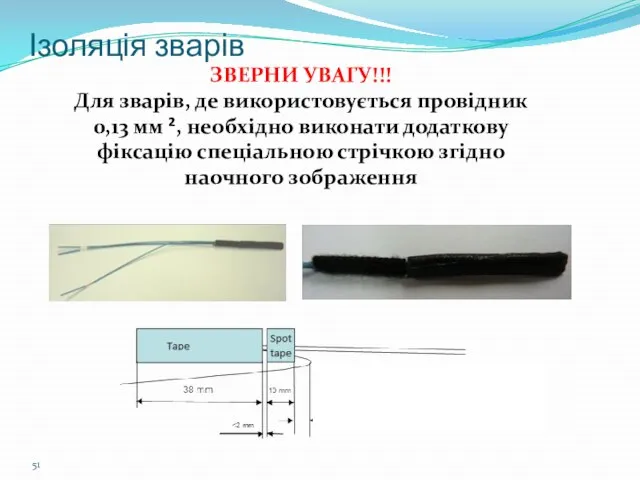
- 51. Ізоляція зварів ЗВЕРНИ УВАГУ!!! Для зварів, де використовується провідник 0,13 мм ², необхідно виконати додаткову фіксацію
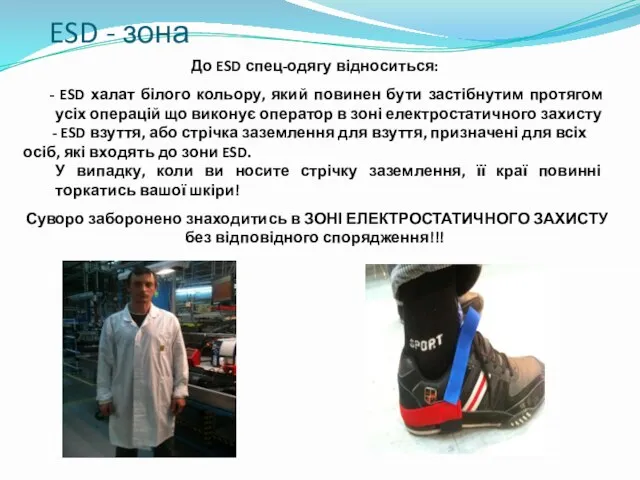
- 52. До ESD спец-одягу відноситься: ESD халат білого кольору, який повинен бути застібнутим протягом усіх операцій що
- 54. Скачать презентацию
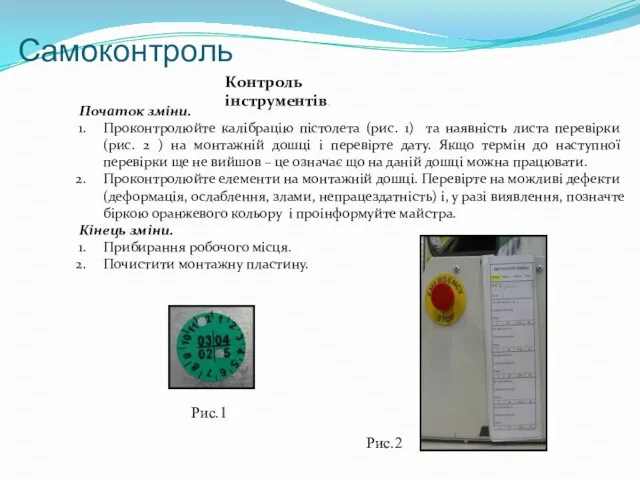
Слайд 2Самоконтроль
Контроль інструментів.
Початок зміни.
Проконтролюйте калібрацію пістолета (рис. 1) та наявність листа перевірки (рис.
Самоконтроль
Контроль інструментів.
Початок зміни.
Проконтролюйте калібрацію пістолета (рис. 1) та наявність листа перевірки (рис.
Слайд 3Самоконтроль
Контроль робочого місця.
Лист попереднього обслуговування устаткування (лист перевірки).
Калібрування пістолета для сили
Самоконтроль
Контроль робочого місця.
Лист попереднього обслуговування устаткування (лист перевірки).
Калібрування пістолета для сили
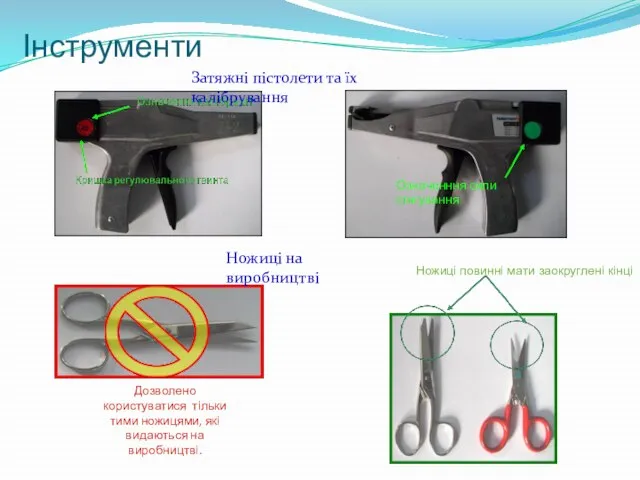
Слайд 4Інструменти
Означенння сили cтягування
Дозволено користуватися тільки тими ножицями, які видаються на виробництві.
Затяжні
Інструменти
Означенння сили cтягування
Дозволено користуватися тільки тими ножицями, які видаються на виробництві.
Затяжні
Слайд 5Інструменти
Означенння сили cтягування
Дозволено користуватися тільки тими ножицями, які видаються на виробництві.
Затяжні
Інструменти
Означенння сили cтягування
Дозволено користуватися тільки тими ножицями, які видаються на виробництві.
Затяжні

Слайд 6вірно
вірно
Правильне монтування гофрованої трубки на оптичне волокно
вірно
вірно
Правильне монтування гофрованої трубки на оптичне волокно

Слайд 7Обмотка
“А” = 100% ширини стрічки.
“В” = 50% ширини стрічки
(перекривання).
При повній обмотці
Обмотка
“А” = 100% ширини стрічки.
“В” = 50% ширини стрічки
(перекривання).
При повній обмотці

Слайд 8Самоконтроль-це якісь роботи
Обмотка на розгалуженнях
ОК
NОК
Самоконтроль-це якісь роботи
Обмотка на розгалуженнях
ОК
NОК

Слайд 9Клік + дотягування
Клік + дотягування

Слайд 11Delphi Карпати
Основні обов'язки оператора
1. Не роби того, що могло б створити
Delphi Карпати
Основні обов'язки оператора
1. Не роби того, що могло б створити
Слайд 12Delphi Карпати
Контроль робочого місця - звичайний
протокол про звільнення устаткування для тестування;
Delphi Карпати
Контроль робочого місця - звичайний
протокол про звільнення устаткування для тестування;
Слайд 13Delphi Карпати
Самоконтроль на початку зміни і при втручанні в тестування
Після тестування
Delphi Карпати
Самоконтроль на початку зміни і при втручанні в тестування
Після тестування
Слайд 14Delphi Карпати
Контрольна карта
Delphi Карпати
Контрольна карта

Слайд 15Delphi Карпати
Коди для підстави проведення контролю
01 – початок зміни
02 – зміна тест
Delphi Карпати
Коди для підстави проведення контролю
01 – початок зміни
02 – зміна тест
Слайд 16Delphi Карпати
Самоконтроль робітника на тесті
ОСНОВНІ ОБОВ’ЯЗКИ:
„OK test“ + запис на початку
Delphi Карпати
Самоконтроль робітника на тесті
ОСНОВНІ ОБОВ’ЯЗКИ:
„OK test“ + запис на початку
Слайд 17Джерела небезпеки
Зона затягування провідника
=
Ремінний привід
Прес
Ріжуча головка
Шафа управління
Поворотні направляючі
Конвеєр
Захисний екран
Джерела небезпеки
Зона затягування провідника
=
Ремінний привід
Прес
Ріжуча головка
Шафа управління
Поворотні направляючі
Конвеєр
Захисний екран
Слайд 18Правильна послідовність виробництва.
Правильна послідовність виробництва.
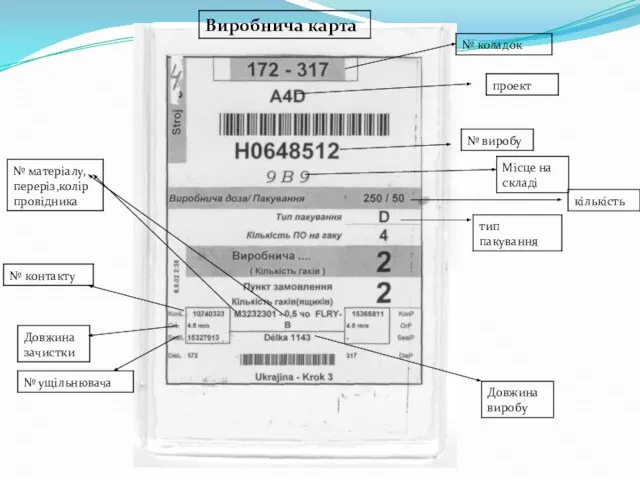
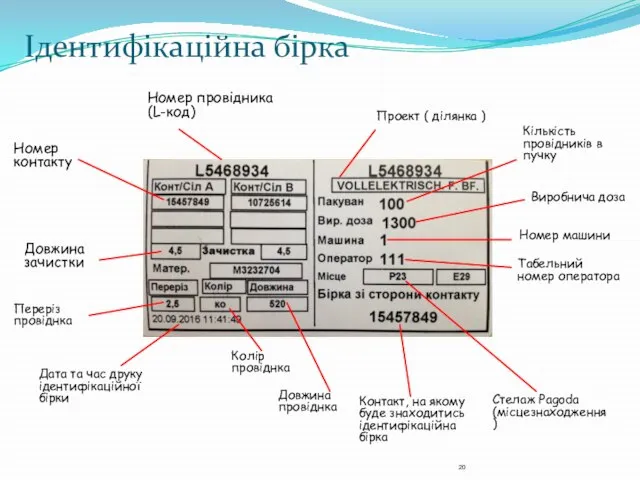
Слайд 20Ідентифікаційна бірка
Номер контакту
Номер провідника (L-код)
Довжина зачистки
Переріз провіднка
Колір провіднка
Дата та час друку ідентифікаційної
Ідентифікаційна бірка
Номер контакту
Номер провідника (L-код)
Довжина зачистки
Переріз провіднка
Колір провіднка
Дата та час друку ідентифікаційної
Слайд 21Коректування взірців
перед початком виробничої партії проводиться вимірювання довжини
довжина вимірюється від початку жил
Коректування взірців
перед початком виробничої партії проводиться вимірювання довжини
довжина вимірюється від початку жил

Слайд 22Коректування взірців
вимірювання кримпової висоти на ізоляційних та жилових прапорцях
Коректування взірців
вимірювання кримпової висоти на ізоляційних та жилових прапорцях

Слайд 23Коректування взірців
вимірювання сили зривання
Коректування взірців
вимірювання сили зривання

Слайд 24Контакт та його складові елементи
2
1- контакт
2- радіус з допуском
3- жиловий прапорець
4- жили
5-
Контакт та його складові елементи
2
1- контакт
2- радіус з допуском
3- жиловий прапорець
4- жили
5-

Слайд 25Візуальне зображення контакту / "OK" - "NOK" .Приклади кримпування...
Ніколи не використовувати "NOK"
Візуальне зображення контакту / "OK" - "NOK" .Приклади кримпування...
Ніколи не використовувати "NOK"

Слайд 26*Радіус
*Жиловий прапорець
*Виступ жил (max. 1 mm)
Контакт / кримпування /
Візуальне зображення контакту
*Жиловий прапорець
*Виступ жил (max. 1 mm)
Контакт / кримпування /
Візуальне зображення контакту

Слайд 27Між прапорцями має бути видно жили та ізоляцію у співвідношенні 50/50.
Дана продукція
Між прапорцями має бути видно жили та ізоляцію у співвідношенні 50/50.
Дана продукція

Слайд 28Енергія ультразвуку – це механічна енергія вібрації у вигляді звуку, яка працює
Енергія ультразвуку – це механічна енергія вібрації у вигляді звуку, яка працює
Слайд 29Монітор
Забудований зварювальний модуль на робочому столі
Клавіатура
Тримач для вступів до зварювання
Тримач для відкладення
Монітор
Забудований зварювальний модуль на робочому столі
Клавіатура
Тримач для вступів до зварювання
Тримач для відкладення
Слайд 30ПРАВИЛЬНО: При контакті з чистою міддю користуйтеся захисними рукавицями
НЕПРАВИЛЬНО: Не торкайтеся
ПРАВИЛЬНО: При контакті з чистою міддю користуйтеся захисними рукавицями
НЕПРАВИЛЬНО: Не торкайтеся

Слайд 31Кінцева перевірка звару
- З'єднання є компактним, жили не відстають та не пошкоджені.
-
Кінцева перевірка звару
- З'єднання є компактним, жили не відстають та не пошкоджені.
-
Слайд 32
Зварювання типу А
Izolace vodičů není ve stejné vzdálenosti od sváru.
Svár není
Зварювання типу А
Izolace vodičů není ve stejné vzdálenosti od sváru.
Svár není
Слайд 33Самоконтроль та покриття
Самоконтроль та покриття
Слайд 35Система ФІФО (FIFO)
Система ФІФО – це система використання матеріалу. Дана система забезпечує
Система ФІФО (FIFO)
Система ФІФО – це система використання матеріалу. Дана система забезпечує
Слайд 37Потенційні джерела виникнення небезпеки
Потенційні джерела виникнення небезпеки

Слайд 38Delphi Confidential
Пакування провідників – візуальна вказівка
Delphi Confidential
Пакування провідників – візуальна вказівка
Слайд 39Delphi Confidential
Пакування провідників – візуальна вказівка
A. Провідники до 200 мм – підв’язати
Delphi Confidential
Пакування провідників – візуальна вказівка
A. Провідники до 200 мм – підв’язати
Слайд 40Delphi Confidential
Міряння довжини 10-ти кроків ( хвиль ).
Delphi Confidential
Міряння довжини 10-ти кроків ( хвиль ).
Слайд 41Delphi Confidential
Нескручувана частина
У кожного замовника свої вимоги до якості.
DAIMLER 30±5, COLORADO 50±5,
Delphi Confidential
Нескручувана частина
У кожного замовника свої вимоги до якості.
DAIMLER 30±5, COLORADO 50±5,

Слайд 42Крок скручування на потрійній скрутці
Вимірювання кроку скручування, в скрутці в яку входить
Крок скручування на потрійній скрутці
Вимірювання кроку скручування, в скрутці в яку входить
Слайд 43Контакт складено у горизонтальному положенні / вусиками догори
Не можливо ідентифікувати контакт /
Контакт складено у горизонтальному положенні / вусиками догори
Не можливо ідентифікувати контакт /

Слайд 44Правильно:
Звар повинен бути розміщений посередині трубки(симетрично)
Не правильно:
Трубка на
Правильно:
Звар повинен бути розміщений посередині трубки(симетрично)
Не правильно:
Трубка на

Слайд 45Провідники довжиною більше 1000мм та діаметром до 1мм, пакуються за нормою пакування
Провідники довжиною більше 1000мм та діаметром до 1мм, пакуються за нормою пакування

Слайд 46Розміщення провідників у зварювальній машині
Розміщення провідників у зварювальній машині

Слайд 47Матеріал розміщено правильно – коробки не переповнені
Переповнені коробки, надлишковий матеріал.
Виробнича доза ізоляційної
Матеріал розміщено правильно – коробки не переповнені
Переповнені коробки, надлишковий матеріал.
Виробнича доза ізоляційної

Слайд 48ОК
NOK
Виробнича доза матеріалу в коробках
ОК
NOK
Виробнича доза матеріалу в коробках

Слайд 49 При транспортуванні зварів, контакти можуть пошкоджуватись. Щоб запобігти цьому сформуй кільце
При транспортуванні зварів, контакти можуть пошкоджуватись. Щоб запобігти цьому сформуй кільце

Слайд 50ЗАБОРОНЯЄТЬСЯ!!!
Провідники діаметром 0,13 мм² не можуть бути намотані на вилки чи зафіксовані
ЗАБОРОНЯЄТЬСЯ!!!
Провідники діаметром 0,13 мм² не можуть бути намотані на вилки чи зафіксовані
Слайд 51Ізоляція зварів
ЗВЕРНИ УВАГУ!!!
Для зварів, де використовується провідник 0,13 мм ², необхідно виконати
Ізоляція зварів
ЗВЕРНИ УВАГУ!!!
Для зварів, де використовується провідник 0,13 мм ², необхідно виконати
Слайд 52До ESD спец-одягу відноситься:
ESD халат білого кольору, який повинен бути застібнутим
До ESD спец-одягу відноситься:
ESD халат білого кольору, який повинен бути застібнутим
 Кафедра английского языкаГОУ Гимназия 171
Кафедра английского языкаГОУ Гимназия 171 Mireille Mathieu
Mireille Mathieu Коррупционные преступления – дача и получение взятки, коммерческий подкуп, служебный подлог
Коррупционные преступления – дача и получение взятки, коммерческий подкуп, служебный подлог Зарубежная трудовая миграция в республике Карелия
Зарубежная трудовая миграция в республике Карелия Роман Маркин Директор, Техноматика 07 сентября 2010 Healthcare 2.0: Использование Web 2.0 в здравоохранении. - презентация
Роман Маркин Директор, Техноматика 07 сентября 2010 Healthcare 2.0: Использование Web 2.0 в здравоохранении. - презентация Достижение личностных результатов на уроках ОРКСЭ — копия
Достижение личностных результатов на уроках ОРКСЭ — копия Оранжевый и синий цвета
Оранжевый и синий цвета Сложноподчиненное предложение в библейском окружении
Сложноподчиненное предложение в библейском окружении Ошибки консультирования
Ошибки консультирования Математические аспекты КГ. Аффинная и перспективная геометрия
Математические аспекты КГ. Аффинная и перспективная геометрия Травма груди
Травма груди Abstract and keywords
Abstract and keywords КАК СТАТЬ БИЗНЕСМЕНОМ
КАК СТАТЬ БИЗНЕСМЕНОМ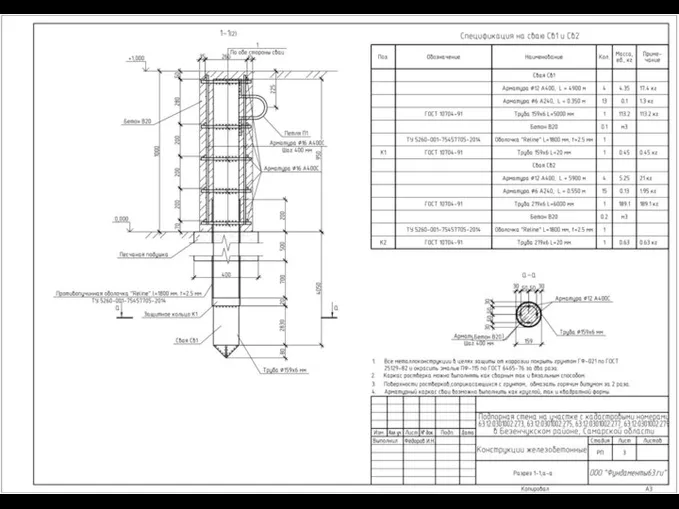 Противопучинные мероприятия ОСПТ Reline для свай фундамента
Противопучинные мероприятия ОСПТ Reline для свай фундамента Причины неуспеваемости школьников: анализ отечественного опыта
Причины неуспеваемости школьников: анализ отечественного опыта Достопримечательности Санкт-Петербурга 4 класс
Достопримечательности Санкт-Петербурга 4 класс Геракл
Геракл Ораторское искусство
Ораторское искусство Формирование репертуара подписки БЕН РАН с учетом мнения институтов РАН
Формирование репертуара подписки БЕН РАН с учетом мнения институтов РАН ¿Qué haces?
¿Qué haces? Общественное здоровье
Общественное здоровье Презентация на тему Романтизм в живописи
Презентация на тему Романтизм в живописи ОРГАНИЗАЦИЯ и обеспечение авиационной безопасности
ОРГАНИЗАЦИЯ и обеспечение авиационной безопасности  Слово - имя собственное (1 класс)
Слово - имя собственное (1 класс) Гангстер-Дева
Гангстер-Дева Наглядное представление статистической
Наглядное представление статистической Решения в области защиты персональных данных компании ООО «Газинформсервис»
Решения в области защиты персональных данных компании ООО «Газинформсервис» Портфолио Ромашовой Алены
Портфолио Ромашовой Алены