- Основы автоматизации технических процессов

Содержание
- 2. ПЛАН ЛЕКЦИИ: Введение. 1. Технологическое оборудование и принципы построения автоматизированных производств. 2. Микропроцессорные средства обработки сигналов
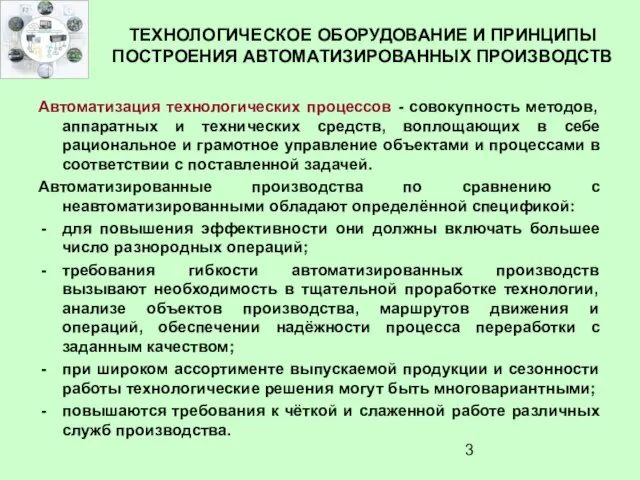
- 3. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ Автоматизация технологических процессов - совокупность методов, аппаратных и технических
- 5. Для функционирования оборудования необходим промежуточный транспорт сырья, полуфабрикатов, компонентов, различных сред.
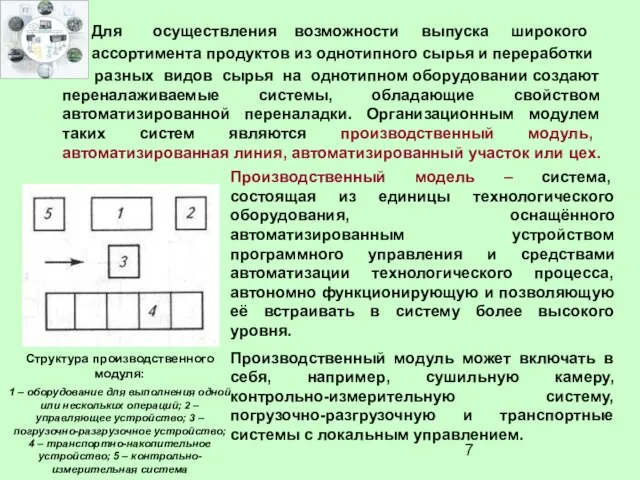
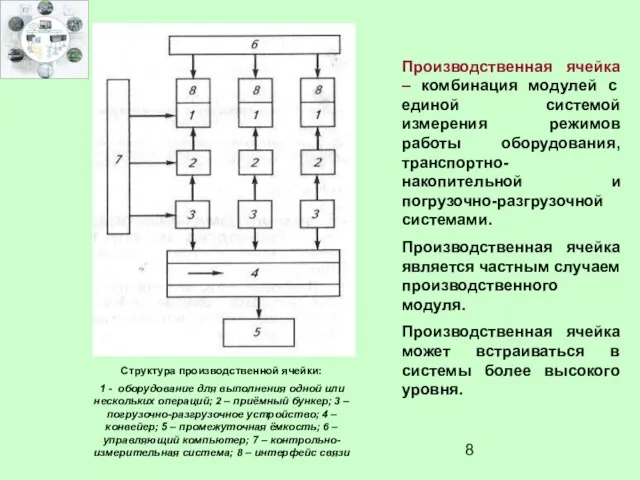
- 7. Для осуществления возможности выпуска широкого ассортимента продуктов из однотипного сырья и переработки разных видов сырья на
- 8. Структура производственной ячейки: 1 - оборудование для выполнения одной или нескольких операций; 2 – приёмный бункер;
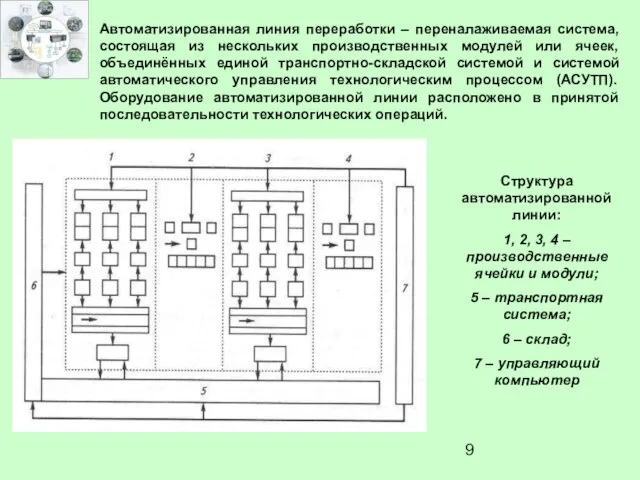
- 9. Автоматизированная линия переработки – переналаживаемая система, состоящая из нескольких производственных модулей или ячеек, объединённых единой транспортно-складской
- 10. Структура автоматизированного участка: 1, 2, 3 – автоматизированные линии; 4 – производственные ячейки; 5 – производственные
- 11. МИКРОПРОЦЕССОРНЫЕ СРЕДСТВА ОБРАБОТКИ СИГНАЛОВ ДАТЧИКОВ И РЕГУЛИРОВАНИЯ Устройство микроЭВМ. Микропроцессорные средства в настоящее время широко применяют
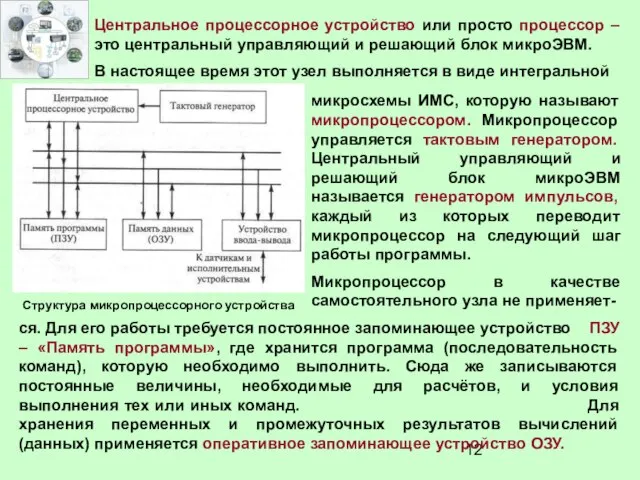
- 12. Структура микропроцессорного устройства Центральное процессорное устройство или просто процессор – это центральный управляющий и решающий блок
- 13. Устройство ввода-вывода обеспечивает обмен информацией с внешним оборудованием. Любая информация в ЭВМ представляется в виде чисел
- 14. КОМПЬЮТЕРНЫЕ СИСТЕМЫ СБОРА ИНФОРМАЦИИ С ДАТЧИКОВ НА БАЗЕ МИКРОЭВМ Для автоматизированного сбора и обработки электрических сигналов,
- 15. Для сбора сигналов с небольшого числа датчиков используют однокристальные микроЭВМ – микрокомпьютеры, расположенные в одной микросхеме.
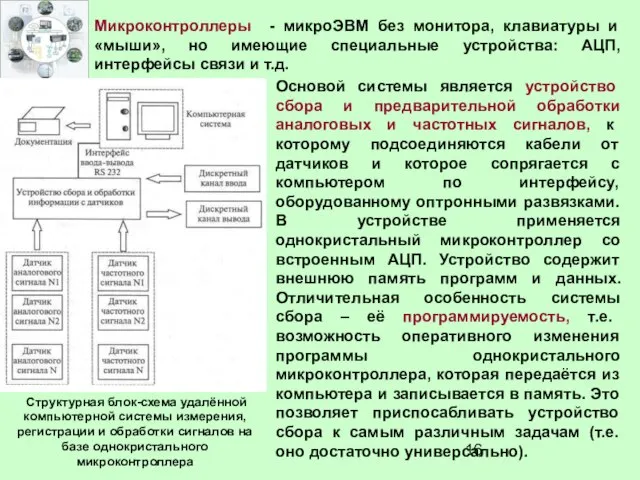
- 16. Структурная блок-схема удалённой компьютерной системы измерения, регистрации и обработки сигналов на базе однокристального микроконтроллера Микроконтроллеры -
- 17. МИКРОПРОЦЕССОРНЫЕ ПРОГРАММИРУЕМЫЕ РЕГУЛЯТОРЫ В последние годы для контроля и управления технологическими процессами всё большее применение находят
- 18. Структура прибора МПР51 В приборе имеется возможность связи с ЭВМ. Специальная программа позволяет опрашивать температурные каналы
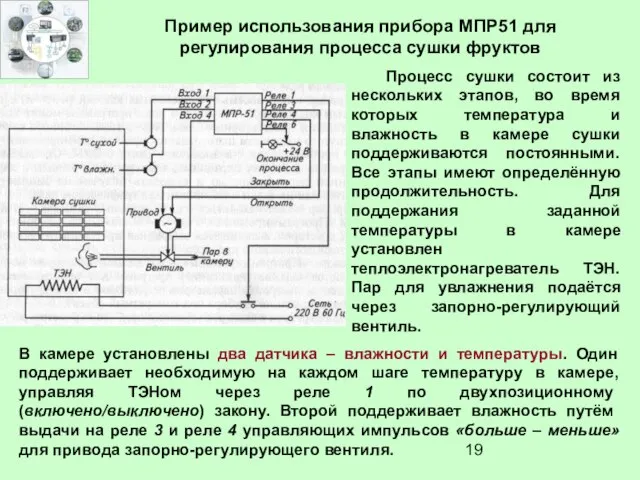
- 19. Пример использования прибора МПР51 для регулирования процесса сушки фруктов Процесс сушки состоит из нескольких этапов, во
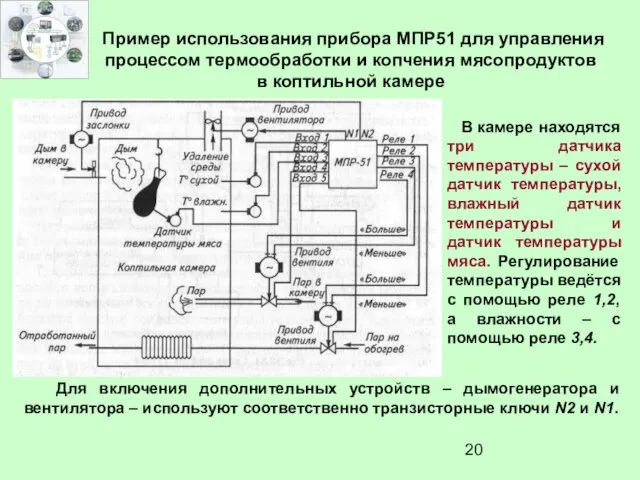
- 20. Пример использования прибора МПР51 для управления процессом термообработки и копчения мясопродуктов в коптильной камере В камере
- 21. Пример использования микропроцессорного регулятора температуры ТРМ4 при пастеризации и охлаждении молока Для пастеризации молока используется пастеризационно-охладительная
- 22. По первому каналу осуществляется регулирование подачи теплоты от котельной: ТРМ-4-1 через промежуточное реле подаёт команды запирающему
- 23. Автоматизация технологических процессов - решения для АСУ ТП При проектировании технологических циклов и их автоматизации учитываются
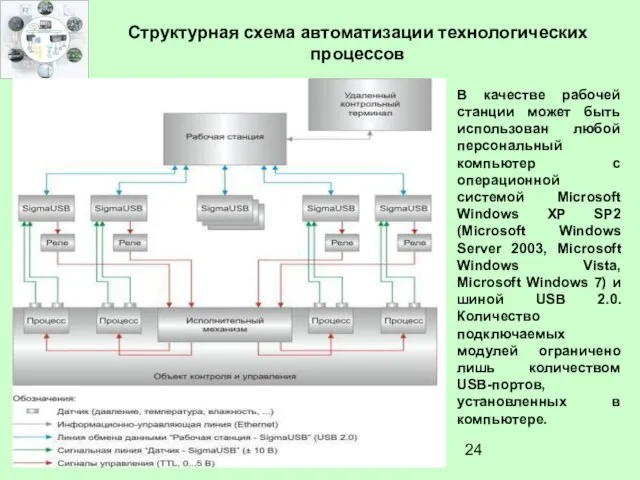
- 24. Структурная схема автоматизации технологических процессов В качестве рабочей станции может быть использован любой персональный компьютер с
- 25. Информация с первичных преобразователей поступает на измерительные входные каналы модулей. Оператор в реальном времени контролирует параметры:
- 27. Скачать презентацию
Слайд 2ПЛАН ЛЕКЦИИ:
Введение.
1. Технологическое оборудование и принципы построения автоматизированных производств.
2. Микропроцессорные средства обработки
ПЛАН ЛЕКЦИИ:
Введение.
1. Технологическое оборудование и принципы построения автоматизированных производств.
2. Микропроцессорные средства обработки

Слайд 3ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ
Автоматизация технологических процессов - совокупность методов,
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ
Автоматизация технологических процессов - совокупность методов,
Слайд 5Для функционирования оборудования необходим промежуточный транспорт сырья, полуфабрикатов, компонентов, различных сред.
Для функционирования оборудования необходим промежуточный транспорт сырья, полуфабрикатов, компонентов, различных сред.

Слайд 7 Для осуществления возможности выпуска широкого
ассортимента продуктов из однотипного сырья
Для осуществления возможности выпуска широкого
ассортимента продуктов из однотипного сырья
Слайд 8Структура производственной ячейки:
1 - оборудование для выполнения одной или нескольких операций; 2
Структура производственной ячейки:
1 - оборудование для выполнения одной или нескольких операций; 2
Слайд 9Автоматизированная линия переработки – переналаживаемая система, состоящая из нескольких производственных модулей или
Автоматизированная линия переработки – переналаживаемая система, состоящая из нескольких производственных модулей или
Слайд 10Структура автоматизированного участка:
1, 2, 3 – автоматизированные линии; 4 – производственные ячейки;
Структура автоматизированного участка:
1, 2, 3 – автоматизированные линии; 4 – производственные ячейки;

Слайд 11МИКРОПРОЦЕССОРНЫЕ СРЕДСТВА ОБРАБОТКИ СИГНАЛОВ ДАТЧИКОВ И РЕГУЛИРОВАНИЯ
Устройство микроЭВМ. Микропроцессорные средства в настоящее
МИКРОПРОЦЕССОРНЫЕ СРЕДСТВА ОБРАБОТКИ СИГНАЛОВ ДАТЧИКОВ И РЕГУЛИРОВАНИЯ
Устройство микроЭВМ. Микропроцессорные средства в настоящее
Слайд 12Структура микропроцессорного устройства
Центральное процессорное устройство или просто процессор – это центральный управляющий
Структура микропроцессорного устройства
Центральное процессорное устройство или просто процессор – это центральный управляющий
Слайд 13Устройство ввода-вывода обеспечивает обмен информацией с внешним оборудованием.
Любая информация в ЭВМ представляется
Устройство ввода-вывода обеспечивает обмен информацией с внешним оборудованием.
Любая информация в ЭВМ представляется
Слайд 14КОМПЬЮТЕРНЫЕ СИСТЕМЫ СБОРА ИНФОРМАЦИИ С ДАТЧИКОВ НА БАЗЕ МИКРОЭВМ
Для автоматизированного сбора
КОМПЬЮТЕРНЫЕ СИСТЕМЫ СБОРА ИНФОРМАЦИИ С ДАТЧИКОВ НА БАЗЕ МИКРОЭВМ
Для автоматизированного сбора
Слайд 15Для сбора сигналов с небольшого числа датчиков используют однокристальные микроЭВМ – микрокомпьютеры,
Для сбора сигналов с небольшого числа датчиков используют однокристальные микроЭВМ – микрокомпьютеры,
Слайд 16 Структурная блок-схема удалённой компьютерной системы измерения, регистрации и обработки сигналов на
Структурная блок-схема удалённой компьютерной системы измерения, регистрации и обработки сигналов на
Слайд 17МИКРОПРОЦЕССОРНЫЕ ПРОГРАММИРУЕМЫЕ РЕГУЛЯТОРЫ
В последние годы для контроля и управления технологическими процессами
МИКРОПРОЦЕССОРНЫЕ ПРОГРАММИРУЕМЫЕ РЕГУЛЯТОРЫ
В последние годы для контроля и управления технологическими процессами
Слайд 18Структура прибора МПР51
В приборе имеется возможность связи с ЭВМ. Специальная программа
Структура прибора МПР51
В приборе имеется возможность связи с ЭВМ. Специальная программа

Слайд 19Пример использования прибора МПР51 для регулирования процесса сушки фруктов
Процесс сушки состоит
Пример использования прибора МПР51 для регулирования процесса сушки фруктов
Процесс сушки состоит
Слайд 20Пример использования прибора МПР51 для управления процессом термообработки и копчения мясопродуктов в
Пример использования прибора МПР51 для управления процессом термообработки и копчения мясопродуктов в
Слайд 21Пример использования микропроцессорного регулятора температуры ТРМ4 при пастеризации и охлаждении молока
Для
Пример использования микропроцессорного регулятора температуры ТРМ4 при пастеризации и охлаждении молока
Для

Слайд 22 По первому каналу осуществляется регулирование подачи теплоты от котельной: ТРМ-4-1 через
По первому каналу осуществляется регулирование подачи теплоты от котельной: ТРМ-4-1 через
Слайд 23
Автоматизация технологических процессов - решения для АСУ ТП
При проектировании технологических циклов
Автоматизация технологических процессов - решения для АСУ ТП
При проектировании технологических циклов
Слайд 24Структурная схема автоматизации технологических процессов
В качестве рабочей станции может быть использован
Структурная схема автоматизации технологических процессов
В качестве рабочей станции может быть использован
Слайд 25 Информация с первичных преобразователей поступает на измерительные входные каналы модулей. Оператор
Информация с первичных преобразователей поступает на измерительные входные каналы модулей. Оператор
 Школа НИУ "БелГУ"
Школа НИУ "БелГУ" Программа для работы с тригонометрическими функциями
Программа для работы с тригонометрическими функциями Консультационные онлайн услуги по продуктам и решениям компании «Код Безопасности»
Консультационные онлайн услуги по продуктам и решениям компании «Код Безопасности» Лекция 7
Лекция 7 Baza noclegowa w górach Karpaty
Baza noclegowa w górach Karpaty Презентация на тему Анализ изобразительно – выразительных средств языка
Презентация на тему Анализ изобразительно – выразительных средств языка Вопросы развития эффективной внешней службы в условиях ограниченных ресурсов Kiev Field-force manager
Вопросы развития эффективной внешней службы в условиях ограниченных ресурсов Kiev Field-force manager Нумерация чисел в пределах 20
Нумерация чисел в пределах 20 Патенты на изобретения (правовые основы)
Патенты на изобретения (правовые основы) собрание 5 - 9 кл. 15 сент
собрание 5 - 9 кл. 15 сент Новгородский крокодил в свете развития локальной гастрономии
Новгородский крокодил в свете развития локальной гастрономии Содержание курса Управление качеством
Содержание курса Управление качеством Налоговый контроль как направление финансового контроля
Налоговый контроль как направление финансового контроля Городец
Городец Презентация на тему Тренажёр по физической культуре
Презентация на тему Тренажёр по физической культуре Презентация на тему Город в котором мы живем (1 класс)
Презентация на тему Город в котором мы живем (1 класс) Мир профессий глазами детей
Мир профессий глазами детей КАНАЛЫ РАСПРЕДЕЛЕНИЯ ТОВАРОВ И УСЛУГ ТУРИСТСКОЙ ИНДУСТРИИ
КАНАЛЫ РАСПРЕДЕЛЕНИЯ ТОВАРОВ И УСЛУГ ТУРИСТСКОЙ ИНДУСТРИИ Биохимия клетки
Биохимия клетки Презентация на тему Задачи на увеличение и уменьшение числа (1 класс)
Презентация на тему Задачи на увеличение и уменьшение числа (1 класс) Движение воздуха (2 класс)
Движение воздуха (2 класс) Восприятие музыки и её воздействие на человека
Восприятие музыки и её воздействие на человека Презентация на тему Химические свойства насыщенных одноатомных спиртов
Презентация на тему Химические свойства насыщенных одноатомных спиртов Горные породы 5 класс
Горные породы 5 класс New regulations
New regulations Дружина Юных Пожарных
Дружина Юных Пожарных ГЕОГРАФИЧЕСКО ПОЛОЖЕНИЕ, ОТКРЫТИЕ И ИССЛЕДОВАНИЕ АНТАРКТИДЫ Работу подготовила учитель географии МОУ СОШ №9 города Карабано
ГЕОГРАФИЧЕСКО ПОЛОЖЕНИЕ, ОТКРЫТИЕ И ИССЛЕДОВАНИЕ АНТАРКТИДЫ Работу подготовила учитель географии МОУ СОШ №9 города Карабано Создание видео во Flash для презентаций.
Создание видео во Flash для презентаций.