- Особенности автоматизации конвейерного транспорта

Содержание
- 2. Тема- «Особенности автоматизации конвейерного транспорта» Цель: Изучить особенности автоматизации конвейерного транспорта
- 3. Управление конвейерными линиями в простейшем случае заключается в пуске и останове электродвигателей, приводящих в действие тяговые
- 4. 1. Не менее чем за 5 с перед пуском первого конвейера и перед дозапуском части линии
- 5. 4. Пуск каждого последующего конвейера разрешается после достижения тяговым органом предыдущего конвейера рабочей скорости. Такая блокировка
- 6. . Для конвейерного транспорта существенное значение имеет надежность его работы. Нарушения в работе оборудования могут привести
- 7. Кроме перечисленных блокировок существует еще ряд других, связанных с безопасностью перевозки людей на грузо–пассажирских конвейерах, предотвращением
- 8. Для обеспечения надежной и безопасной работы конвейерных установок используется большое число различных средств автоматического контроля и
- 9. Датчик контроля схода ленты КСЛ-2 осуществляет контроль аварийного схода ленты в сторону. Датчик состоит из корпуса,
- 10. Датчик контроля заштыбовки ДЗШ предназначен для контроля мест пересыпов горной массы с конвейера на конвейер, а
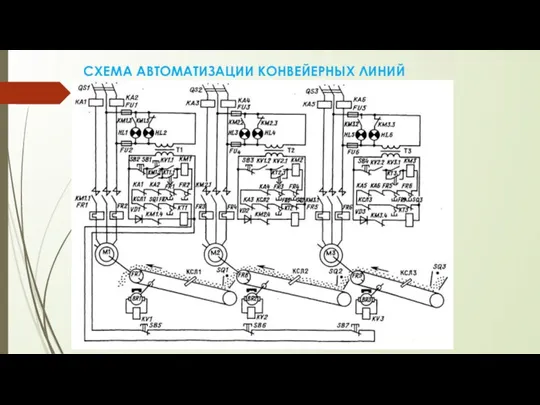
- 11. СХЕМА АВТОМАТИЗАЦИИ КОНВЕЙЕРНЫХ ЛИНИЙ
- 12. Домашнее задание- самостоятельно изучить принцип работы схемы в документе «Принцип работы схемы автоматизации конвейерной линии.docx» на
- 14. Скачать презентацию
Слайд 2Тема- «Особенности автоматизации конвейерного транспорта»
Цель: Изучить особенности автоматизации конвейерного транспорта
Тема- «Особенности автоматизации конвейерного транспорта»
Цель: Изучить особенности автоматизации конвейерного транспорта
Слайд 3
Управление конвейерными линиями в простейшем случае заключается в пуске и останове
Управление конвейерными линиями в простейшем случае заключается в пуске и останове
Слайд 41. Не менее чем за 5 с перед пуском первого конвейера и
1. Не менее чем за 5 с перед пуском первого конвейера и
Слайд 54. Пуск каждого последующего конвейера разрешается после достижения тяговым органом предыдущего конвейера
4. Пуск каждого последующего конвейера разрешается после достижения тяговым органом предыдущего конвейера
Слайд 6.
Для конвейерного транспорта существенное значение имеет надежность его работы. Нарушения в
.
Для конвейерного транспорта существенное значение имеет надежность его работы. Нарушения в
Слайд 7Кроме перечисленных блокировок существует еще ряд других, связанных с безопасностью перевозки людей
Кроме перечисленных блокировок существует еще ряд других, связанных с безопасностью перевозки людей
Слайд 8Для обеспечения надежной и безопасной работы конвейерных установок используется большое число различных
Для обеспечения надежной и безопасной работы конвейерных установок используется большое число различных
Слайд 9Датчик контроля схода ленты КСЛ-2
осуществляет контроль аварийного схода ленты в сторону. Датчик
Датчик контроля схода ленты КСЛ-2
осуществляет контроль аварийного схода ленты в сторону. Датчик
Слайд 10Датчик контроля заштыбовки ДЗШ
предназначен для контроля мест пересыпов горной массы с конвейера
Датчик контроля заштыбовки ДЗШ
предназначен для контроля мест пересыпов горной массы с конвейера
Слайд 11СХЕМА АВТОМАТИЗАЦИИ КОНВЕЙЕРНЫХ ЛИНИЙ
СХЕМА АВТОМАТИЗАЦИИ КОНВЕЙЕРНЫХ ЛИНИЙ
Слайд 12Домашнее задание-
самостоятельно изучить принцип работы схемы в документе «Принцип работы схемы автоматизации
Домашнее задание- самостоятельно изучить принцип работы схемы в документе «Принцип работы схемы автоматизации
 ГБУ СШОР №1 Центрального района Санкт-Петербурга
ГБУ СШОР №1 Центрального района Санкт-Петербурга Участие гражданина в политической жизни
Участие гражданина в политической жизни Презентация на тему Атом
Презентация на тему Атом Презентация на тему Своя игра для мальчиков к 23 февраля (3 класс)
Презентация на тему Своя игра для мальчиков к 23 февраля (3 класс) D3_Hum_2_Greece_2022
D3_Hum_2_Greece_2022 Презентация на тему СИГНАЛЫ БЕДСТВИЯ ПЕРЕДАВАЕМЫЕ ЖЕСТАМИ Урок 8-10 класс
Презентация на тему СИГНАЛЫ БЕДСТВИЯ ПЕРЕДАВАЕМЫЕ ЖЕСТАМИ Урок 8-10 класс Добрый повар стоит доктора
Добрый повар стоит доктора Рождество Христово. Иконография
Рождество Христово. Иконография Преобразования графиков функции
Преобразования графиков функции Информация и цивилизация
Информация и цивилизация Материал для авиационной техники
Материал для авиационной техники  Острая сердечная недостаточность. Занятие № 6
Острая сердечная недостаточность. Занятие № 6 Презентация на тему Внутренняя среда
Презентация на тему Внутренняя среда  Сказка о чудесном спасении кота по имени Кеша
Сказка о чудесном спасении кота по имени Кеша Архитектура ПК
Архитектура ПК Партийный проект «ВМЕСТЕ МЫ СИЛЬНЕЕ»
Партийный проект «ВМЕСТЕ МЫ СИЛЬНЕЕ» Uазета для всех. Искра Божия
Uазета для всех. Искра Божия Кто они?
Кто они? Модель организации производственной деятельности
Модель организации производственной деятельности Немецкий федеральный банк
Немецкий федеральный банк Программный инструмент 4GN для разработки интеллектуальных систем на основе бионического метода «Автономного адаптивного управл
Программный инструмент 4GN для разработки интеллектуальных систем на основе бионического метода «Автономного адаптивного управл Защита опыта работы - Формирование связной речи у детей с ОНР
Защита опыта работы - Формирование связной речи у детей с ОНР А.А. Блок Жизнь и Творчество
А.А. Блок Жизнь и Творчество Школа – это дом, в котором протекает жизнь, достойная человека
Школа – это дом, в котором протекает жизнь, достойная человека ТЕМА УРОКА:
ТЕМА УРОКА: Закрепление табличного умножения и деления
Закрепление табличного умножения и деления Презентация на тему Загрязнение реки Дон
Презентация на тему Загрязнение реки Дон Просвещения и просвещенный абсолютизм
Просвещения и просвещенный абсолютизм