- Особенности сварки в различных пространственных положениях

Содержание
- 2. Особенности сварки в различных пространственных положениях Различают следующие основные положения швов в пространстве: нижнее, вертикальное, горизонтальное
- 3. Выполнение швов в нижнем положении Это положение наиболее удобно для сварки, так как капли электродного металла
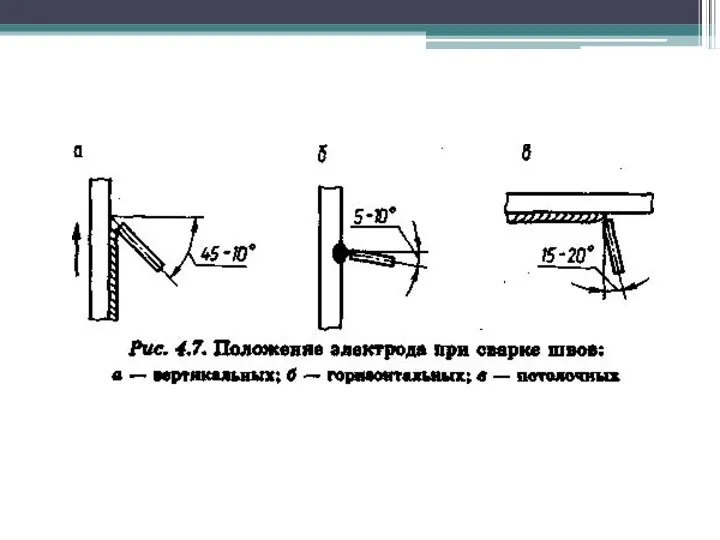
- 5. Выполнение швов в вертикальном положении В этом случае расплавленный металл стремится стечь вниз. Поэтому вертикальные швы
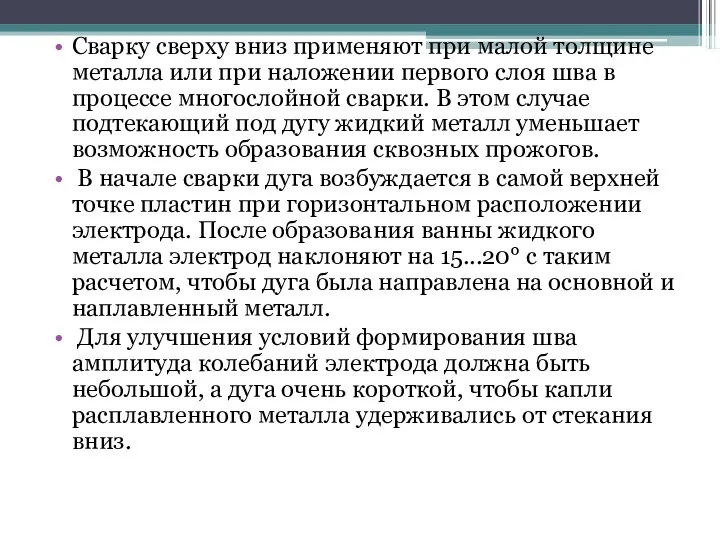
- 6. Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе
- 7. Вертикальные швы на металле большой толщины с Х-образной подготовкой кромок сваривают, начиная с верхней части швов.
- 9. Выполнение швов в горизонтальном положении Эти швы выполнять труднее, чем в вертикальном положении. Для предупреждения стекания
- 10. Горизонтальными сварными швами легче выполнять нахлесточные соединения, чем стыковые, так как горизонтальная кромка листа способствует удержанию
- 11. Выполнение швов в потолочном положении Это трудоемкая операция, потому что сила тяжести препятствует переносу металла с
- 13. Скачать презентацию
Слайд 2Особенности сварки в различных пространственных положениях
Различают следующие основные положения швов в пространстве:
Особенности сварки в различных пространственных положениях
Различают следующие основные положения швов в пространстве:
Слайд 3Выполнение швов в нижнем положении
Это положение наиболее удобно для сварки, так как
Выполнение швов в нижнем положении
Это положение наиболее удобно для сварки, так как
Слайд 5Выполнение швов в вертикальном положении
В этом случае расплавленный металл стремится стечь вниз.
Выполнение швов в вертикальном положении
В этом случае расплавленный металл стремится стечь вниз.
Слайд 6Сварку сверху вниз применяют при малой толщине металла или при наложении первого
Сварку сверху вниз применяют при малой толщине металла или при наложении первого
Слайд 7Вертикальные швы на металле большой толщины с Х-образной подготовкой кромок сваривают, начиная
Вертикальные швы на металле большой толщины с Х-образной подготовкой кромок сваривают, начиная
Слайд 9Выполнение швов в горизонтальном положении
Эти швы выполнять труднее, чем в вертикальном положении.
Выполнение швов в горизонтальном положении
Эти швы выполнять труднее, чем в вертикальном положении.
Слайд 10Горизонтальными сварными швами легче выполнять нахлесточные соединения, чем стыковые, так как горизонтальная
Горизонтальными сварными швами легче выполнять нахлесточные соединения, чем стыковые, так как горизонтальная
Слайд 11Выполнение швов в потолочном положении
Это трудоемкая операция, потому что сила тяжести препятствует
Выполнение швов в потолочном положении
Это трудоемкая операция, потому что сила тяжести препятствует
 [Panda MeetUP] Кто все эти люди_
[Panda MeetUP] Кто все эти люди_ Артериальная гипертония.
Артериальная гипертония. В гостях у любимой сказки
В гостях у любимой сказки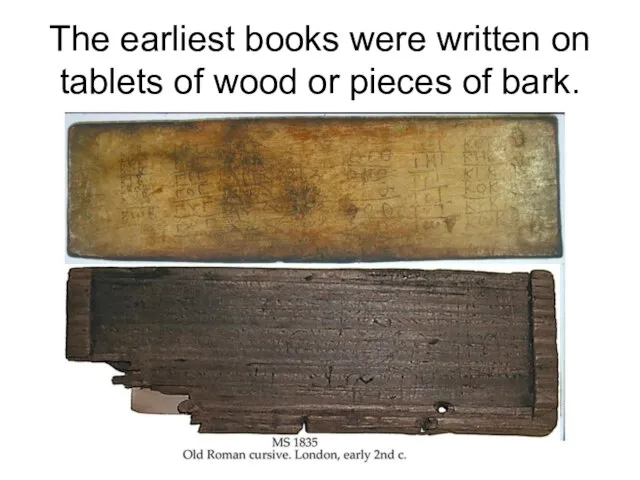 The printed word
The printed word МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об
МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об مدیریت مراکز فرهنگی
مدیریت مراکز فرهنگی Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3 Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз
Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз Спрос предложение и равновесная цена
Спрос предложение и равновесная цена Этрусское искусство
Этрусское искусство Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу
Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу The Article
The Article Стандарт электронной услуги (СЭУ)
Стандарт электронной услуги (СЭУ) Коммерческое предложение на органические удобрения
Коммерческое предложение на органические удобрения Электрический ток в газах (10 класс)
Электрический ток в газах (10 класс) Основные типы узлов. Назначение узлов
Основные типы узлов. Назначение узлов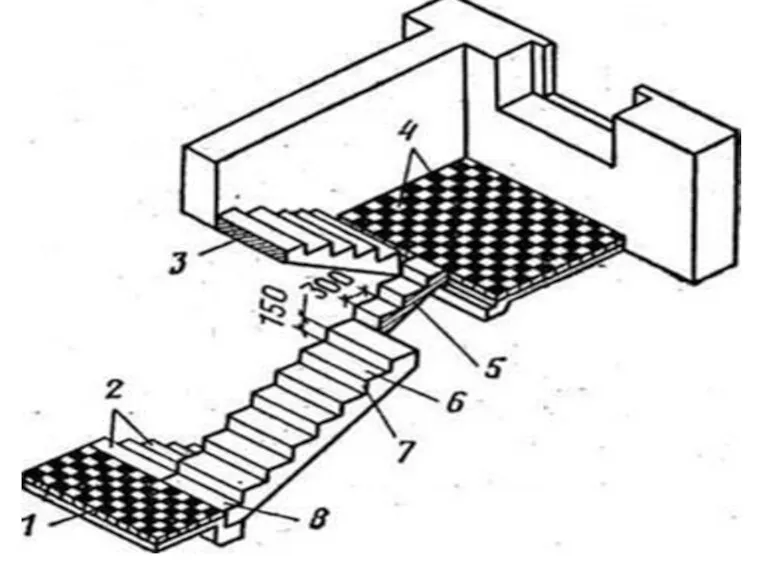 Лестница. Элементы лестницы
Лестница. Элементы лестницы Динамометр DynaforTM LLX1
Динамометр DynaforTM LLX1 Презентация тренинга«Работа с возражениями и сопротивлениями»
Презентация тренинга«Работа с возражениями и сопротивлениями» как_помочь_себе_когда_батарейка_на_нуле
как_помочь_себе_когда_батарейка_на_нуле Кожа. Надежная защита организма
Кожа. Надежная защита организма Вечер памяти Александра Вампилова
Вечер памяти Александра Вампилова Гостиница Khortitsa palace
Гостиница Khortitsa palace Презентация на тему Глобализация
Презентация на тему Глобализация Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира
Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира Оказываем аутсорсинг бухгалтерских услуг для ооо и ип
Оказываем аутсорсинг бухгалтерских услуг для ооо и ип Предпосылки Великой Отечественной Войны
Предпосылки Великой Отечественной Войны СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС
СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС