- Осцилляторы. Импульсные возбудители дуги. Балластные реостаты

Содержание
- 2. это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150-500 кГц) и высокого
- 3. Принцип его действия заключается в пробивании дугового промежутка высоковольтным (до 3-8 кВ) и высокочастотным (до 300
- 4. Осцилляторы применяют при сварке в среде защитного газа (аргоно-дуговой сварке неплавящимся электродом переменным током) для первоначального
- 5. Используя осциллятор, можно сваривать металл малой толщины при токе от 10А и выше. При обычном способе
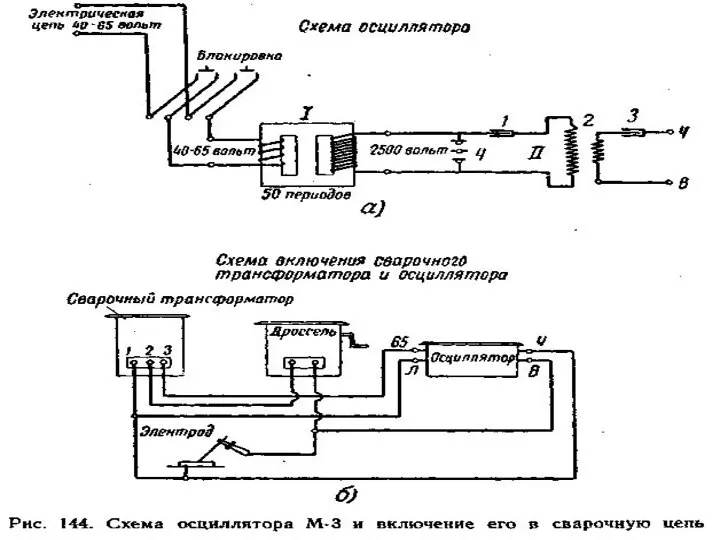
- 6. 1 - высокочастотный трансформатор; 2 - разрядник; 3 - повышающий трансформатор; 4 - дроссель; 5 -
- 8. На рис. А показана схема осциллятора М-3. Ток от сети сварочного трансформатора напряжением 40—65 в поступает
- 9. Разрядник состоит из трех вольфрамовых пластин, расстояние между которыми равно 0,25 мм. Между этими пластинами проскакивает
- 10. При включении осциллятора в цепь к клемме В подключают электрод, а к клемме Ч — свариваемую
- 11. Первичная обмотка повышающего трансформатора осциллятора подключается ко вторичной обмотке сварочного трансформатора двойным проводом сечения 1,5 мм2.
- 13. а) сначала включают осциллятор, потом основной трансформатор б) после окончания работы осциллятор должен быть выключен в)
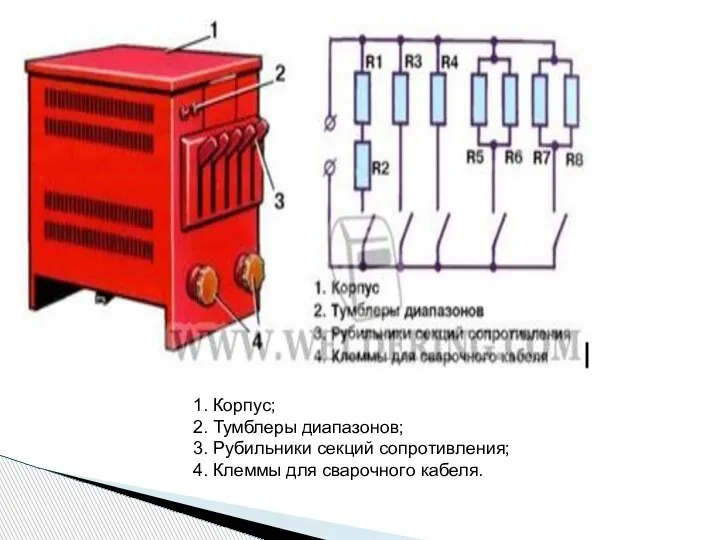
- 14. Балластный реостат Служит для формирования падающей характеристики источника питания и ступенчатого регулирования сварочного тока на каждом
- 15. 1. Корпус; 2. Тумблеры диапазонов; 3. Рубильники секций сопротивления; 4. Клеммы для сварочного кабеля.
- 16. Схема наиболее распространенного балластного реостата РБ-300 показана на рис. Балластным реостатом РБ-300 сварочный ток регулируется в
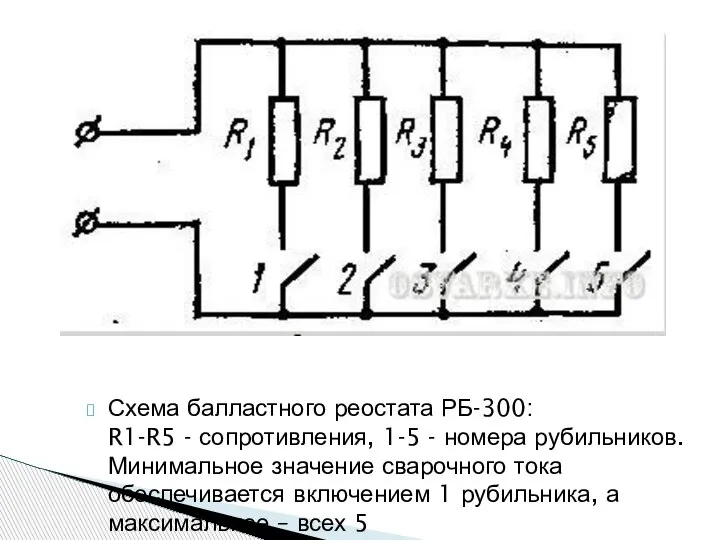
- 17. Схема балластного реостата РБ-300: R1-R5 - сопротивления, 1-5 - номера рубильников. Минимальное значение сварочного тока обеспечивается
- 19. Импульсные стабилизаторы дуги Основным недостатком работы трансформатора является невысокая стабильность горения дуги. Для ликвидации этого недостатка
- 20. Импульсные стабилизаторы дуги Стабилизаторы подключаются параллельно к сети питания трансформатора (380 В), а на выходе -
- 22. Скачать презентацию
Слайд 2это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты
это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты
Слайд 3Принцип его действия заключается в пробивании дугового промежутка высоковольтным (до 3-8 кВ)
Принцип его действия заключается в пробивании дугового промежутка высоковольтным (до 3-8 кВ)
Слайд 4Осцилляторы применяют при сварке в среде защитного газа (аргоно-дуговой сварке неплавящимся электродом
Осцилляторы применяют при сварке в среде защитного газа (аргоно-дуговой сварке неплавящимся электродом
Слайд 5Используя осциллятор, можно сваривать металл малой толщины при токе
от 10А и выше.
Используя осциллятор, можно сваривать металл малой толщины при токе
от 10А и выше.
Слайд 61 - высокочастотный трансформатор; 2 - разрядник; 3 - повышающий трансформатор; 4
1 - высокочастотный трансформатор; 2 - разрядник; 3 - повышающий трансформатор; 4

Слайд 8На рис. А показана схема осциллятора М-3. Ток от сети сварочного трансформатора
Слайд 9 Разрядник состоит из трех вольфрамовых пластин, расстояние между которыми равно 0,25
Разрядник состоит из трех вольфрамовых пластин, расстояние между которыми равно 0,25
Слайд 10При включении осциллятора в цепь к клемме В подключают электрод, а к
При включении осциллятора в цепь к клемме В подключают электрод, а к
Слайд 11Первичная обмотка повышающего трансформатора осциллятора подключается ко вторичной обмотке сварочного трансформатора двойным
Первичная обмотка повышающего трансформатора осциллятора подключается ко вторичной обмотке сварочного трансформатора двойным
Слайд 13 а) сначала включают осциллятор, потом основной трансформатор
б) после окончания работы
а) сначала включают осциллятор, потом основной трансформатор
б) после окончания работы
Слайд 14Балластный реостат
Служит для формирования падающей характеристики источника питания и ступенчатого регулирования сварочного
Балластный реостат
Служит для формирования падающей характеристики источника питания и ступенчатого регулирования сварочного
Слайд 151. Корпус;
2. Тумблеры диапазонов;
3. Рубильники секций сопротивления;
4. Клеммы для сварочного кабеля.
1. Корпус;
2. Тумблеры диапазонов;
3. Рубильники секций сопротивления;
4. Клеммы для сварочного кабеля.
Слайд 16Схема наиболее распространенного балластного реостата РБ-300 показана на рис. Балластным реостатом РБ-300
Схема наиболее распространенного балластного реостата РБ-300 показана на рис. Балластным реостатом РБ-300
Слайд 17Схема балластного реостата РБ-300:
R1-R5 - сопротивления, 1-5 - номера рубильников. Минимальное значение сварочного
Схема балластного реостата РБ-300: R1-R5 - сопротивления, 1-5 - номера рубильников. Минимальное значение сварочного
Слайд 19Импульсные стабилизаторы дуги
Основным недостатком работы трансформатора является невысокая стабильность горения дуги. Для
Импульсные стабилизаторы дуги
Основным недостатком работы трансформатора является невысокая стабильность горения дуги. Для
Слайд 20Импульсные стабилизаторы дуги
Стабилизаторы подключаются параллельно к сети питания трансформатора (380 В),
Импульсные стабилизаторы дуги
Стабилизаторы подключаются параллельно к сети питания трансформатора (380 В),
 СNet Attribute
СNet Attribute Разбор демоверсии теста задания 9-18
Разбор демоверсии теста задания 9-18 Воспитательное мероприятие профориентационного характера
Воспитательное мероприятие профориентационного характера Основные звенья стратегии профессионального роста педагога-психолога
Основные звенья стратегии профессионального роста педагога-психолога Кунгурская городская управа
Кунгурская городская управа Библиотека МБОУ «Школа№17»
Библиотека МБОУ «Школа№17» Презентация на тему Техника безопасности в кабинете информатики
Презентация на тему Техника безопасности в кабинете информатики Перловая крупа и блюда из нее
Перловая крупа и блюда из нее Создание отчетов с помощью «Конструктора»
Создание отчетов с помощью «Конструктора» Презентация на тему Русская игрушка - Матрешка
Презентация на тему Русская игрушка - Матрешка Мотивация персонала
Мотивация персонала Гражданское обществ и государство
Гражданское обществ и государство Swix poles
Swix poles Лыжная подготовка
Лыжная подготовка 03_LOGITECH. B2B C&P Pres
03_LOGITECH. B2B C&P Pres Анализ проекта
Анализ проекта Образовательная система будущего
Образовательная система будущего Задачи на движение
Задачи на движение МУП «Пассажирские перевозки г.Пензы».
МУП «Пассажирские перевозки г.Пензы». ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ»
ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ» Помада абсолютный поцелуй
Помада абсолютный поцелуй Презентація. Письмо. 20.09.22
Презентація. Письмо. 20.09.22 Зрение школьника
Зрение школьника Городская неделя музыки
Городская неделя музыки Трудовой договор
Трудовой договор Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ
Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ История развития науки криминалистики
История развития науки криминалистики Протоколы глобальных сетей
Протоколы глобальных сетей