- PI 200 - 250

Содержание
- 2. Navigator E
- 3. Navigator HP
- 4. Pi AC/DC
- 5. Индикация ошибок Перегрев Индикатор предупреждает об окончании сварки из-за перегрева аппарата Ошибка сети Индикатор предупреждает об
- 6. Сварочный ток Установка сварочного тока Все параметры сварки устанавливаются данной ручкой. Она расположена с правой стороны
- 7. Сварочное напряжения Сварочное напряжение Индикатор предупреждает о наличии сварочного напряжения на выходных разъемах аппарата и о
- 8. Единицы измерения Подсветка надписи информирует об единицах измерения отображаемых показаний цифрового индикатора: A = ампер s
- 9. Выбор сварочного процесса Выбор сварочного процесса Аппараты для TIG сварки могут также работать в режиме MMA,
- 10. Выбор сварочного процесса Выбор сварочного процесса Если аппарат предназначен для MMA сварки, то включение этого индикатора
- 11. Режим триггера горелки 2-тактный В этом случае сварка начинается нажатием на триггер горелки и будет продолжаться
- 12. Установка HP Регулировка сварочного тока с пульта ДУ или ножной педали Ножная педаль позволяет осуществлять поджиг
- 13. Установка E Установка тока с аппарата В обычном режиме ток регулируется с аппарата, ручкой управления Внешний
- 14. Способ поджига дуги TIG сварка Существует два способа поджига дуги: HF поджиг HF-TIG поджиг позволяет возбудить
- 15. Запоминание настроек Нажатие на эту кнопку производит запоминание всех параметров аппарата в ячейку памяти. Это облегчает
- 16. Мощность дуги Функция мощность дуги для MMA сварки Функция стабилизации горения дуги в режиме MMA сварки,
- 17. Горячий старт Горячий старт Включение функции «горячий старт» омогает установить дугу в начале процесса сварки электродом.
- 18. Таймер точечной сварки Таймер точечной сварки TIG это период времени от окончания нарастания тока до начала
- 19. Импульсный режим При выборе импульсного режима постоянно горит один из светодиодных индикаторов. При выборе сварки без
- 20. Режим сварки стежками Режим сварки стежками В режиме сварки стежками горит светодиодный индикатор. Этот режим используется
- 21. Scroll function Второстепенные установки Нажатие на кнопку будет направлять сварщика шаг за шагом через ряд светодиодных
- 22. Предварительная подача газа Время предварительной подачи газа Предварительная подача газа – это период времени, когда начинается
- 23. Сила тока при запуске Сила тока при запуске Сила тока при запуске настраивается как процентное соотношение
- 24. Время нарастания тока Время нарастания тока После образования дуги сварочный ток будет нарастать от величины силы
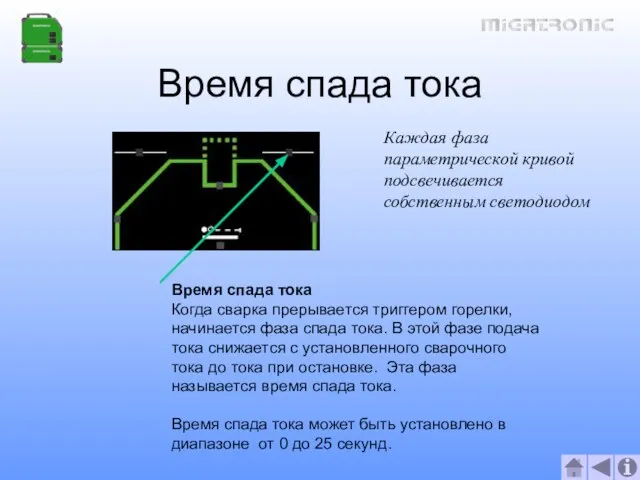
- 25. Время спада тока Время спада тока Когда сварка прерывается триггером горелки, начинается фаза спада тока. В
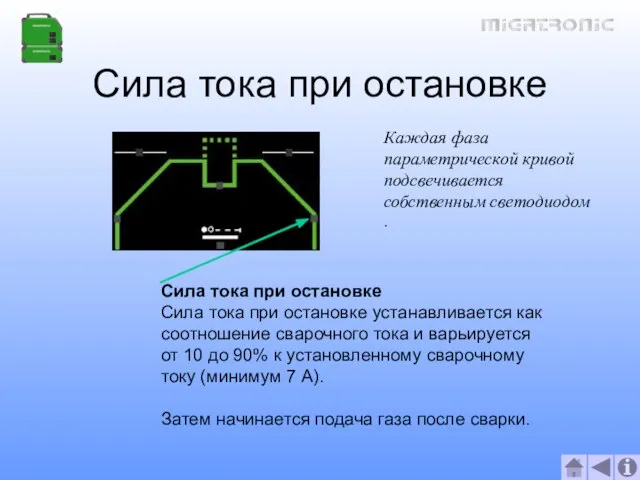
- 26. Сила тока при остановке Сила тока при остановке Сила тока при остановке устанавливается как соотношение сварочного
- 27. Подача газа после сварки Подача газа после сварки Начинается с гашения дуги и заканчивается после прекращения
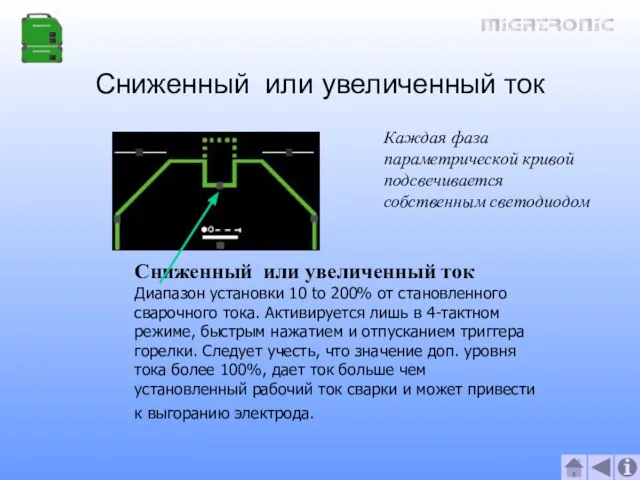
- 28. Сниженный или увеличенный ток Сниженный или увеличенный ток Диапазон установки 10 to 200% от становленного сварочного
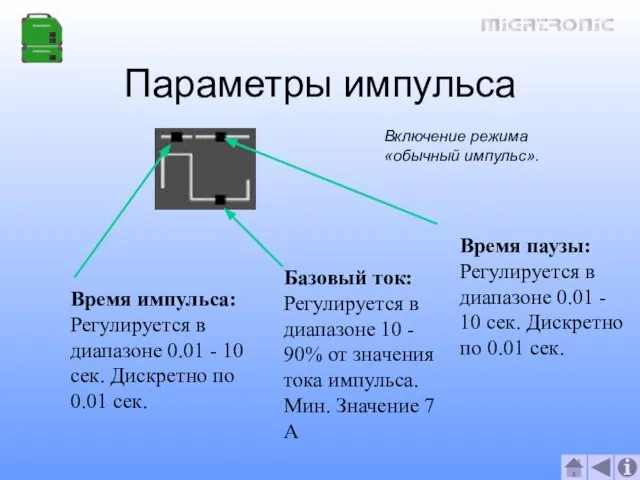
- 29. Параметры импульса Время паузы: Регулируется в диапазоне 0.01 - 10 сек. Дискретно по 0.01 сек. Включение
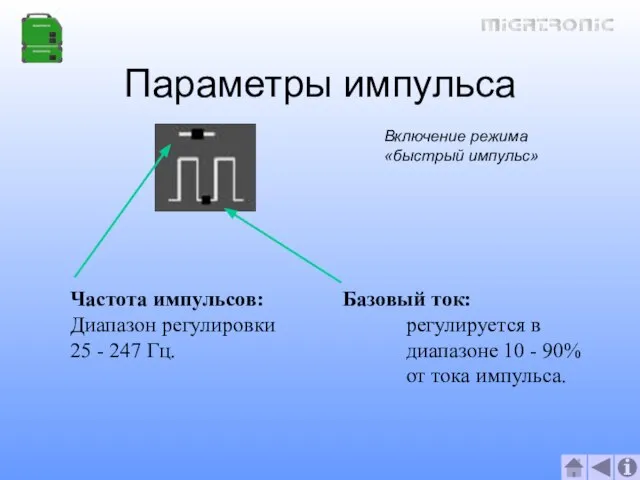
- 30. Параметры импульса Включение режима «быстрый импульс» Частота импульсов: Диапазон регулировки 25 - 247 Гц. Базовый ток:
- 31. Выбор AC/DC Тип сварочного тока Кнопка позволяет выбрать тип сварочного тока AC (переменный) или DC (постоянный).TIG-сварка
- 32. Частота AC Частота сварочного тока в режиме AC AC-частота может изменяться от 25 Гц до Гц
- 33. Подогрев электрода Подогрев электрода Продолжительность периода предварительного нагрева электрода зависит от диаметра электрода и от угла
- 34. AC-t-баланс (временной баланс) AC-t-баланс (временной баланс) Кнопка включает режим настройки функции очистки алюминия. Очистительная функция -
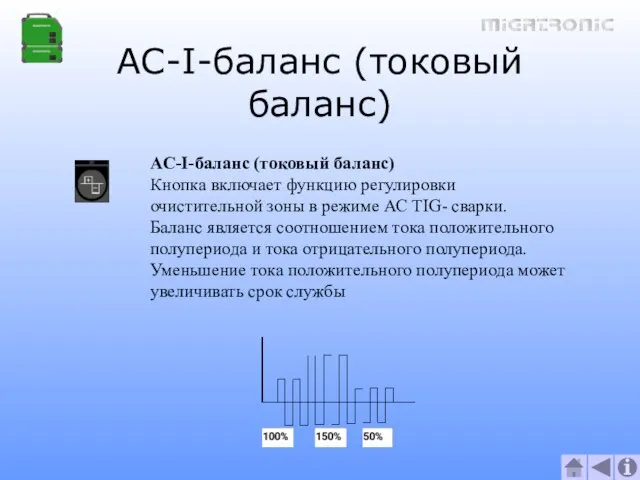
- 35. AC-I-баланс (токовый баланс) AC-I-баланс (токовый баланс) Кнопка включает функцию регулировки очистительной зоны в режиме АС TIG-
- 36. Содержание Область применения Конфигурация Промо-материалы Технические параметры Аргументы «За» Почему Migatronic? Сервис и обслуживание
- 37. Применение Разработано для качественной сварки Однофазный сварочный аппарат PI 200 AC/DC и трехфазный сварочный аппарат PI
- 38. Конфигурация Pi может комплектоваться блоком охлаждения Pi три типа панелей управления (E - HP - AC/DC)
- 39. Промо-материал Диски cd-rom Веб-сайт www.migatronic.com Каталог аппаратов «Библия сварщика» для начинающих Подбор конфигурации по желанию Тренировочные
- 40. Аргументы «За» Pi 200 /250 имееют 7 базовых моделей: AC/DC HP E Synergy PLUS™ D.O.C.® PFC
- 41. Технические данные Тип: Pi 200 Pi 250 Диап. Тока 7 - 200 A 7 - 250
- 42. Почему Migatronic? Европейский лидер производства сварочного оборудования Стандарт качества ISO 9001 Сеть сервиса и офисов продаж
- 44. Скачать презентацию

Слайд 3Navigator HP
Navigator HP

Слайд 4Pi AC/DC
Pi AC/DC

Слайд 5Индикация ошибок
Перегрев
Индикатор предупреждает об окончании сварки из-за перегрева аппарата
Ошибка сети
Индикатор предупреждает
Индикация ошибок
Перегрев
Индикатор предупреждает об окончании сварки из-за перегрева аппарата
Ошибка сети
Индикатор предупреждает
Слайд 6Сварочный ток
Установка сварочного тока
Все параметры сварки устанавливаются данной ручкой. Она расположена с
Сварочный ток
Установка сварочного тока
Все параметры сварки устанавливаются данной ручкой. Она расположена с
Слайд 7Сварочное напряжения
Сварочное напряжение
Индикатор предупреждает о наличии сварочного напряжения на выходных разъемах аппарата
Сварочное напряжения
Сварочное напряжение
Индикатор предупреждает о наличии сварочного напряжения на выходных разъемах аппарата
Слайд 8Единицы измерения
Подсветка надписи информирует об единицах измерения отображаемых показаний цифрового индикатора:
A
Единицы измерения
Подсветка надписи информирует об единицах измерения отображаемых показаний цифрового индикатора:
A
Слайд 9Выбор сварочного процесса
Выбор сварочного процесса
Аппараты для TIG сварки могут также работать в
Выбор сварочного процесса
Выбор сварочного процесса
Аппараты для TIG сварки могут также работать в
Слайд 10Выбор сварочного процесса
Выбор сварочного процесса
Если аппарат предназначен для MMA сварки, то включение
Выбор сварочного процесса
Выбор сварочного процесса
Если аппарат предназначен для MMA сварки, то включение
Слайд 11Режим триггера горелки
2-тактный
В этом случае сварка начинается нажатием на триггер горелки и
Режим триггера горелки
2-тактный
В этом случае сварка начинается нажатием на триггер горелки и
Слайд 12Установка HP
Регулировка сварочного тока с пульта ДУ или ножной педали
Ножная педаль
Установка HP
Регулировка сварочного тока с пульта ДУ или ножной педали
Ножная педаль
Слайд 13Установка E
Установка тока с аппарата
В обычном режиме ток регулируется с аппарата, ручкой
Установка E
Установка тока с аппарата
В обычном режиме ток регулируется с аппарата, ручкой
Слайд 14Способ поджига дуги
TIG сварка
Существует два способа поджига дуги:
HF поджиг
HF-TIG поджиг
Способ поджига дуги
TIG сварка
Существует два способа поджига дуги:
HF поджиг
HF-TIG поджиг
Слайд 15Запоминание настроек
Нажатие на эту кнопку производит запоминание всех параметров аппарата в ячейку
Запоминание настроек
Нажатие на эту кнопку производит запоминание всех параметров аппарата в ячейку
Слайд 16Мощность дуги
Функция мощность дуги для MMA сварки
Функция стабилизации горения дуги в режиме
Мощность дуги
Функция мощность дуги для MMA сварки
Функция стабилизации горения дуги в режиме
Слайд 17Горячий старт
Горячий старт
Включение функции «горячий старт» омогает установить дугу в начале процесса
Горячий старт
Горячий старт
Включение функции «горячий старт» омогает установить дугу в начале процесса
Слайд 18Таймер точечной сварки
Таймер точечной сварки TIG это период времени от окончания нарастания
Таймер точечной сварки
Таймер точечной сварки TIG это период времени от окончания нарастания
Слайд 19Импульсный режим
При выборе импульсного режима постоянно горит один из светодиодных индикаторов.
При
Импульсный режим
При выборе импульсного режима постоянно горит один из светодиодных индикаторов.
При
Слайд 20Режим сварки стежками
Режим сварки стежками
В режиме сварки стежками горит светодиодный индикатор.
Этот
Режим сварки стежками
Режим сварки стежками
В режиме сварки стежками горит светодиодный индикатор.
Этот
Слайд 21Scroll function
Второстепенные установки
Нажатие на кнопку будет направлять сварщика шаг за шагом
Scroll function
Второстепенные установки
Нажатие на кнопку будет направлять сварщика шаг за шагом
Слайд 22Предварительная подача газа
Время предварительной подачи газа
Предварительная подача газа – это период времени,
Предварительная подача газа
Время предварительной подачи газа
Предварительная подача газа – это период времени,
Слайд 23Сила тока при запуске
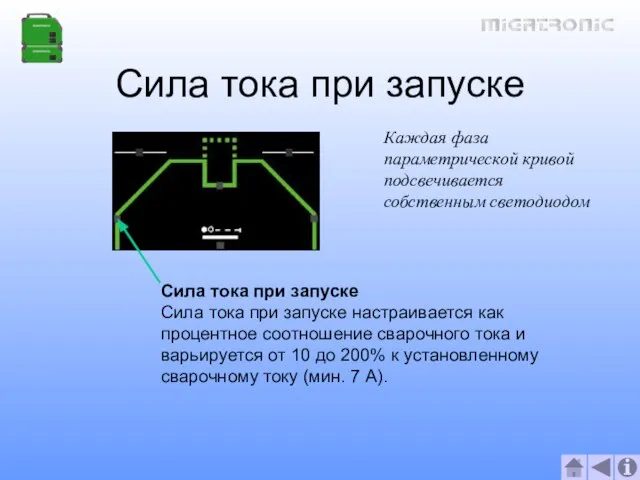
Сила тока при запуске
Сила тока при запуске настраивается
Сила тока при запуске
Сила тока при запуске
Сила тока при запуске настраивается
Слайд 24Время нарастания тока
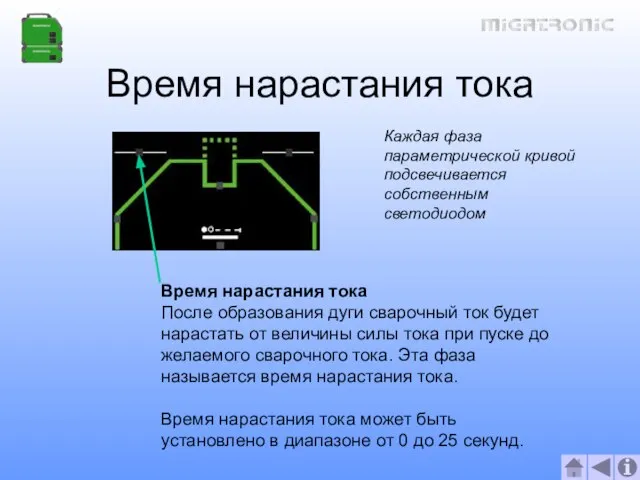
Время нарастания тока
После образования дуги сварочный ток будет нарастать от
Время нарастания тока
Время нарастания тока
После образования дуги сварочный ток будет нарастать от
Слайд 25Время спада тока
Время спада тока
Когда сварка прерывается триггером горелки, начинается фаза спада
Время спада тока
Время спада тока
Когда сварка прерывается триггером горелки, начинается фаза спада
Слайд 26Сила тока при остановке
Сила тока при остановке
Сила тока при остановке устанавливается
Сила тока при остановке
Сила тока при остановке
Сила тока при остановке устанавливается
Слайд 27Подача газа после сварки
Подача газа после сварки
Начинается с гашения дуги и заканчивается
Подача газа после сварки
Подача газа после сварки
Начинается с гашения дуги и заканчивается
Слайд 28Сниженный или увеличенный ток
Сниженный или увеличенный ток
Диапазон установки 10 to 200% от
Сниженный или увеличенный ток
Сниженный или увеличенный ток
Диапазон установки 10 to 200% от
Слайд 29Параметры импульса
Время паузы:
Регулируется в диапазоне 0.01 - 10 сек. Дискретно по
Параметры импульса
Время паузы:
Регулируется в диапазоне 0.01 - 10 сек. Дискретно по
Слайд 30Параметры импульса
Включение режима «быстрый импульс»
Частота импульсов:
Диапазон регулировки 25 - 247 Гц.
Параметры импульса
Включение режима «быстрый импульс»
Частота импульсов:
Диапазон регулировки 25 - 247 Гц.
Слайд 31Выбор AC/DC
Тип сварочного тока
Кнопка позволяет выбрать тип сварочного тока AC (переменный)
Выбор AC/DC
Тип сварочного тока
Кнопка позволяет выбрать тип сварочного тока AC (переменный)
Слайд 32Частота AC
Частота сварочного тока в режиме AC
AC-частота может изменяться от 25
Частота AC
Частота сварочного тока в режиме AC
AC-частота может изменяться от 25
Слайд 33Подогрев электрода
Подогрев электрода
Продолжительность периода предварительного нагрева электрода зависит от диаметра электрода
Подогрев электрода
Подогрев электрода
Продолжительность периода предварительного нагрева электрода зависит от диаметра электрода
Слайд 34AC-t-баланс (временной баланс)
AC-t-баланс (временной баланс)
Кнопка включает режим настройки функции очистки алюминия.
AC-t-баланс (временной баланс)
AC-t-баланс (временной баланс)
Кнопка включает режим настройки функции очистки алюминия.
Слайд 35AC-I-баланс (токовый баланс)
AC-I-баланс (токовый баланс)
Кнопка включает функцию регулировки очистительной зоны в
AC-I-баланс (токовый баланс)
AC-I-баланс (токовый баланс)
Кнопка включает функцию регулировки очистительной зоны в
Слайд 36Содержание
Область применения
Конфигурация
Промо-материалы
Технические параметры
Аргументы «За»
Почему Migatronic?
Сервис и обслуживание
Содержание
Область применения
Конфигурация
Промо-материалы
Технические параметры
Аргументы «За»
Почему Migatronic?
Сервис и обслуживание
Слайд 37Применение
Разработано для качественной сварки
Однофазный сварочный аппарат PI 200 AC/DC и трехфазный сварочный
Применение
Разработано для качественной сварки
Однофазный сварочный аппарат PI 200 AC/DC и трехфазный сварочный
Слайд 38Конфигурация
Pi может комплектоваться блоком охлаждения
Pi три типа панелей управления (E - HP
Конфигурация
Pi может комплектоваться блоком охлаждения
Pi три типа панелей управления (E - HP
Слайд 39Промо-материал
Диски cd-rom
Веб-сайт www.migatronic.com
Каталог аппаратов
«Библия сварщика» для начинающих
Подбор конфигурации по желанию
Промо-материал
Диски cd-rom
Веб-сайт www.migatronic.com
Каталог аппаратов
«Библия сварщика» для начинающих
Подбор конфигурации по желанию

Слайд 40Аргументы «За»
Pi 200 /250 имееют 7 базовых моделей:
AC/DC
HP
E
Synergy PLUS™
D.O.C.®
PFC
Новый дизайн
Idling/extra
Аргументы «За»
Pi 200 /250 имееют 7 базовых моделей:
AC/DC
HP
E
Synergy PLUS™
D.O.C.®
PFC
Новый дизайн
Idling/extra
Слайд 41Технические данные
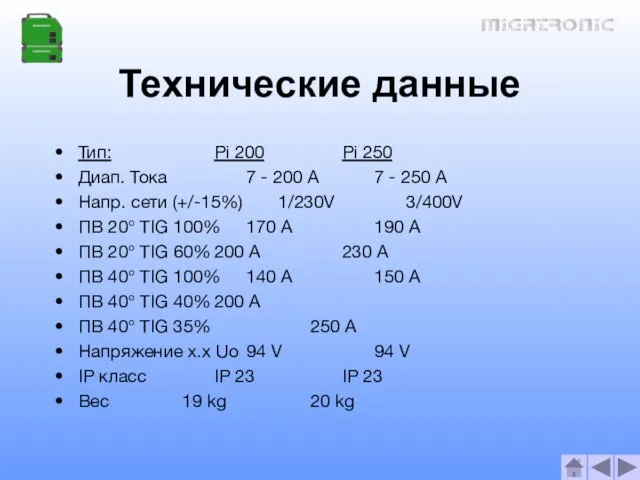
Тип: Pi 200 Pi 250
Диап. Тока 7 - 200 A 7 - 250 A
Напр.
Технические данные
Тип: Pi 200 Pi 250
Диап. Тока 7 - 200 A 7 - 250 A
Напр.
Слайд 42Почему Migatronic?
Европейский лидер производства сварочного оборудования
Стандарт качества ISO 9001
Сеть сервиса и
Почему Migatronic?
Европейский лидер производства сварочного оборудования
Стандарт качества ISO 9001
Сеть сервиса и
 Абстрактное искусство
Абстрактное искусство МОБИЛЬНОСТЬ И СЕТЕВОЕ ВЗАИМОДЕЙСТВИЕ В КОНТЕКСТЕ СТРАТЕГИИ РАЗВИТИЯ ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ДО 2020 ГОДА
МОБИЛЬНОСТЬ И СЕТЕВОЕ ВЗАИМОДЕЙСТВИЕ В КОНТЕКСТЕ СТРАТЕГИИ РАЗВИТИЯ ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ДО 2020 ГОДА Remembrance day
Remembrance day Первичные иммунодефициты у взрослых: проблемы диагностики и лечения
Первичные иммунодефициты у взрослых: проблемы диагностики и лечения Понятие массива
Понятие массива Тема урока:Строение атома. Опыт Резерфорда.
Тема урока:Строение атома. Опыт Резерфорда. Изготовление ключницы
Изготовление ключницы Домашние кружки
Домашние кружки Притча о Ное. Первый завет
Притча о Ное. Первый завет Защита населения и территорий в условиях землетрясений
Защита населения и территорий в условиях землетрясений Обучение по жалобам для сотрудников
Обучение по жалобам для сотрудников ГОСТ 7.1-2003. Библиографическая запись. Библиографическое описание ГОСТ 7.80-2001. Библиографическая запись. Заголовок. Общие требования
ГОСТ 7.1-2003. Библиографическая запись. Библиографическое описание ГОСТ 7.80-2001. Библиографическая запись. Заголовок. Общие требования Нейроспид. Неврологические расстройства при ВИЧ-инфекции
Нейроспид. Неврологические расстройства при ВИЧ-инфекции Дизайн тарелки
Дизайн тарелки Дружногорская Поселковая Библиотека
Дружногорская Поселковая Библиотека Искусство эпохи Возрождения Высокое Возрождение
Искусство эпохи Возрождения Высокое Возрождение Умножение обыкновенных дробей
Умножение обыкновенных дробей Новый проект в Приволжском Федеральном округе: «Инновационный реабилитационный центр для людей с синдромом Дауна и другой интелл
Новый проект в Приволжском Федеральном округе: «Инновационный реабилитационный центр для людей с синдромом Дауна и другой интелл Музей Почаевской СОШ
Музей Почаевской СОШ Трансцендентные кривые
Трансцендентные кривые Презентация на тему Симфония из бисера
Презентация на тему Симфония из бисера Composting in climatic chamber (ENG)
Composting in climatic chamber (ENG) Всероссийское детско-юношеское общественное движение Школа безопасности
Всероссийское детско-юношеское общественное движение Школа безопасности Построение системы вовлечения потребителей в процессы сервисного взаимодействия в виртуальной среде И.В. Федоренко. - презентация
Построение системы вовлечения потребителей в процессы сервисного взаимодействия в виртуальной среде И.В. Федоренко. - презентация Армирование опор, монтаж консолей, кронштейнов. Тема 4
Армирование опор, монтаж консолей, кронштейнов. Тема 4 Методико-педагогические основы физической подготовки (часть I)
Методико-педагогические основы физической подготовки (часть I) Интерьер. Варианты планировки кухни. Тест по технологии
Интерьер. Варианты планировки кухни. Тест по технологии Рассуждение на дискуссионную тему
Рассуждение на дискуссионную тему