- Покрытые электроды. Сварочная и наплавочная проволока

Содержание
- 2. Тема: Покрытые электроды 1. Определение Покрытый электрод представляет собой стержень, на поверхность которого опрессовкой или окунанием
- 3. 2. Назначение Электродные покрытия создают защиту от кислорода и азота воздуха, стабилизируют горение дуги, очищают сварочную
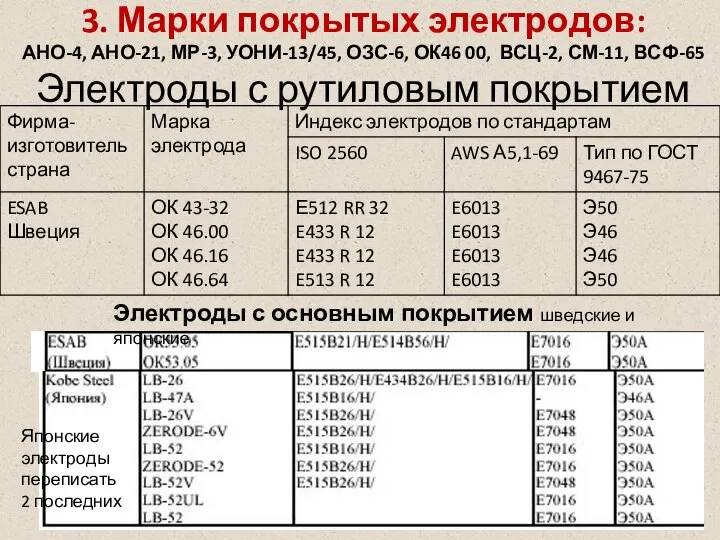
- 4. 3. Марки покрытых электродов: АНО-4, АНО-21, МР-3, УОНИ-13/45, ОЗС-6, ОК46 00, ВСЦ-2, СМ-11, ВСФ-65 Электроды с
- 5. 4. Состав электродных покрытий В покрытие входят вещества: Стабилизирующие (калий, натрий, кальций из мела, мрамора, полевого
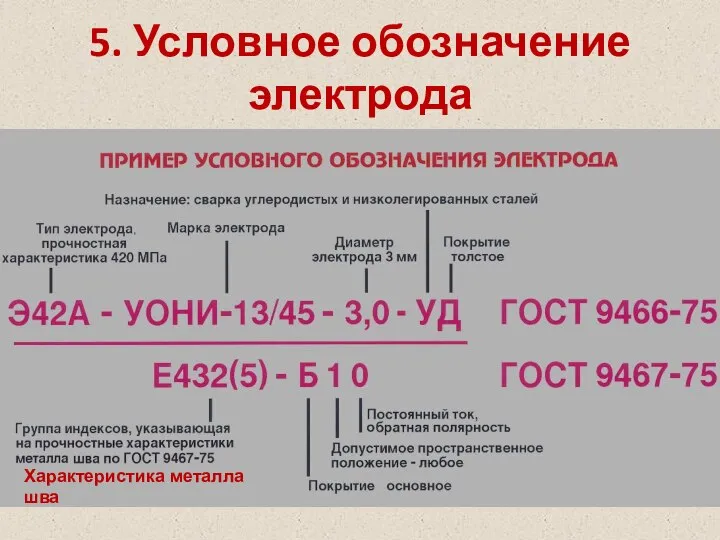
- 6. 5. Условное обозначение электрода Характеристика металла шва
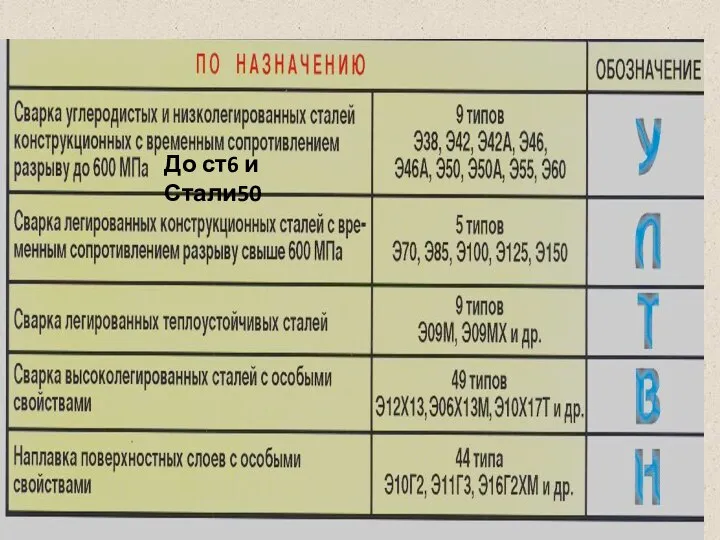
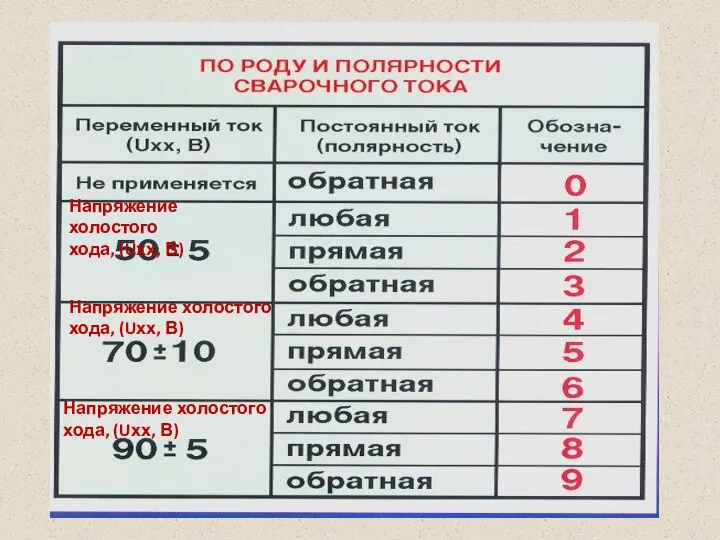
- 8. 6. Классификация покрытых электродов
- 9. До ст6 и Стали50
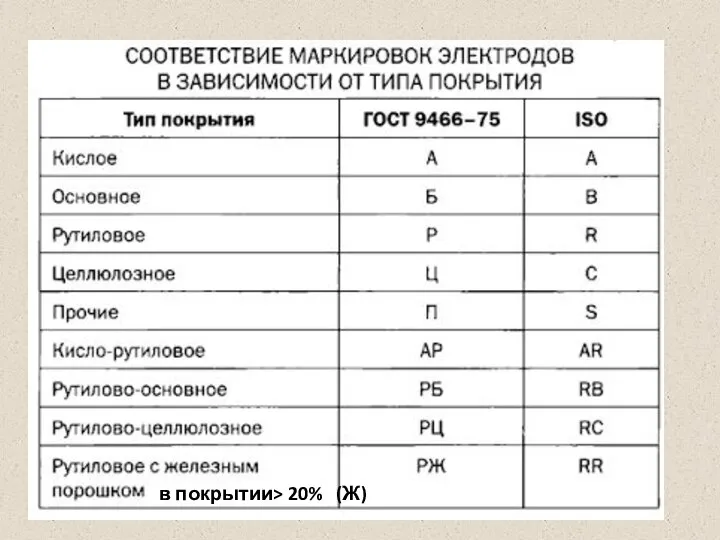
- 10. в покрытии> 20% (Ж)
- 12. Напряжение холостого хода, (Uхх, В) Напряжение холостого хода, (Uхх, В) Напряжение холостого хода, (Uхх, В)
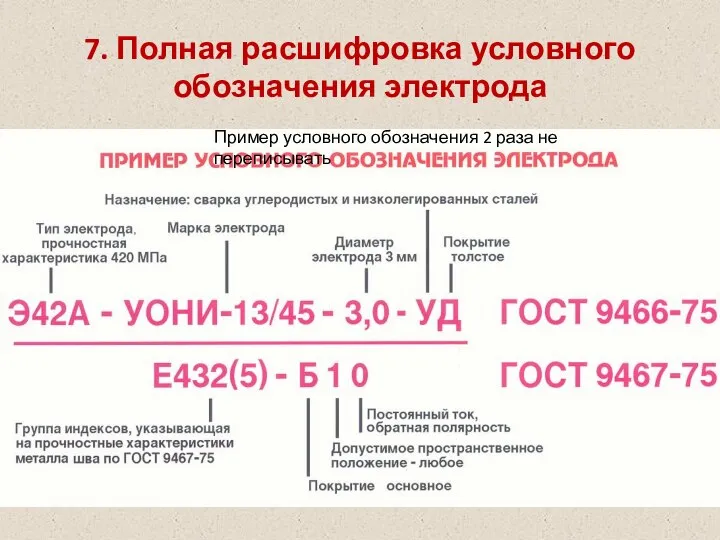
- 13. 7. Полная расшифровка условного обозначения электрода Пример условного обозначения 2 раза не переписывать
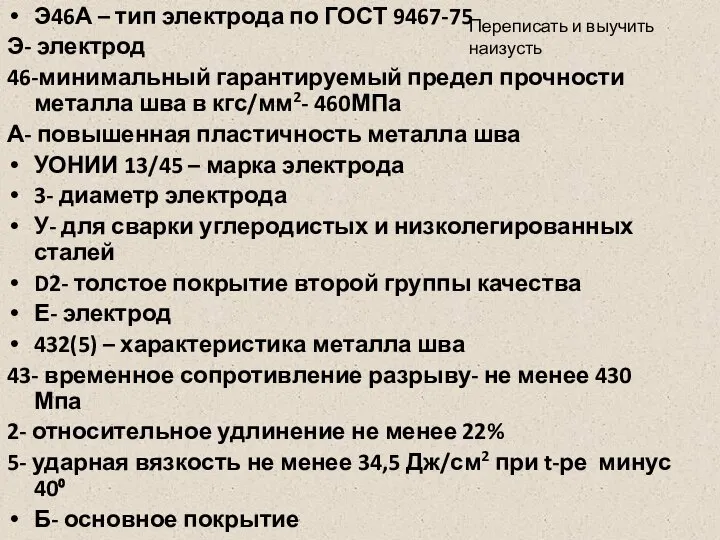
- 14. Э46А – тип электрода по ГОСТ 9467-75 Э- электрод 46-минимальный гарантируемый предел прочности металла шва в
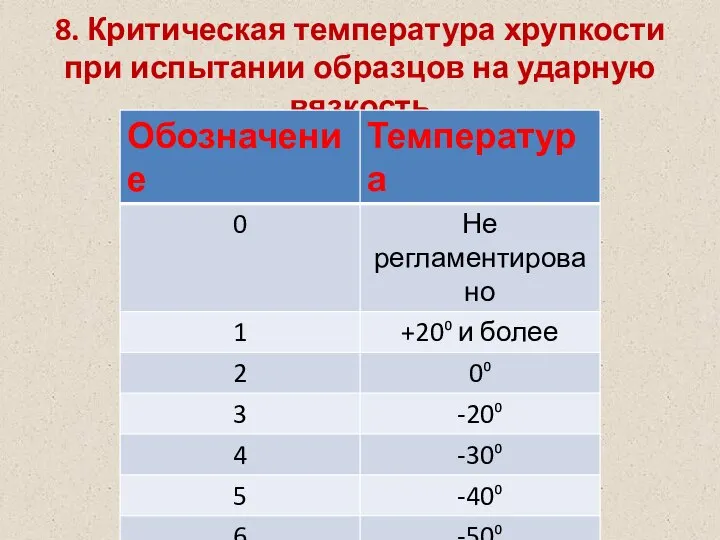
- 15. 8. Критическая температура хрупкости при испытании образцов на ударную вязкость
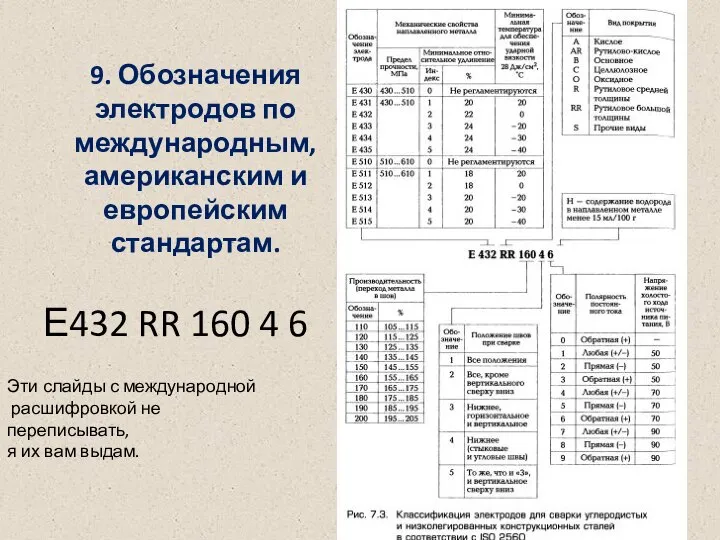
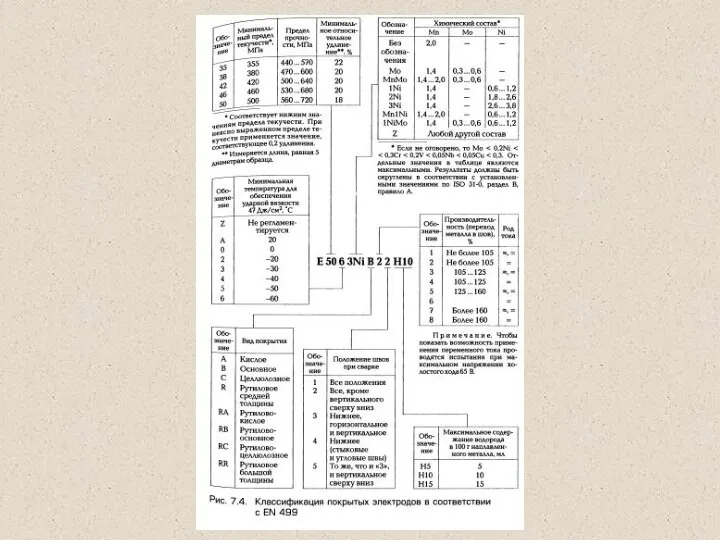
- 16. Е432 RR 160 4 6 9. Обозначения электродов по международным, американским и европейским стандартам. Эти слайды
- 19. Электроды для сварки углеродистых сталей Е6013-6015 (AWS 5.1) - для сварки конструкций из углеродистых и низколегированных
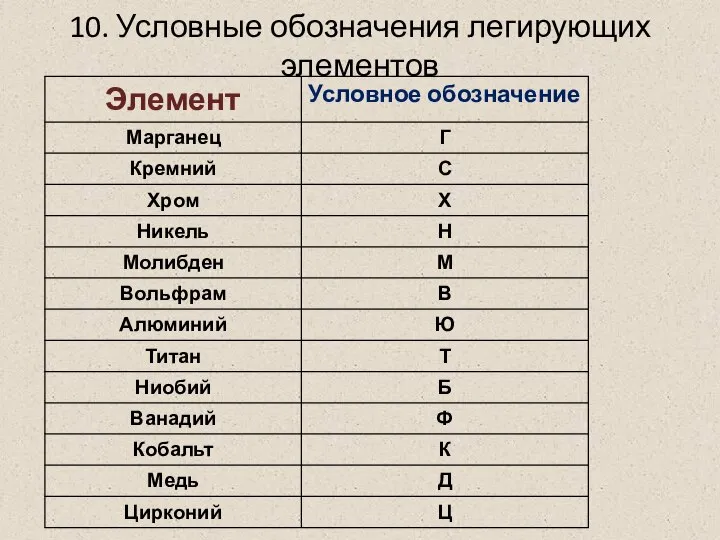
- 20. 10. Условные обозначения легирующих элементов
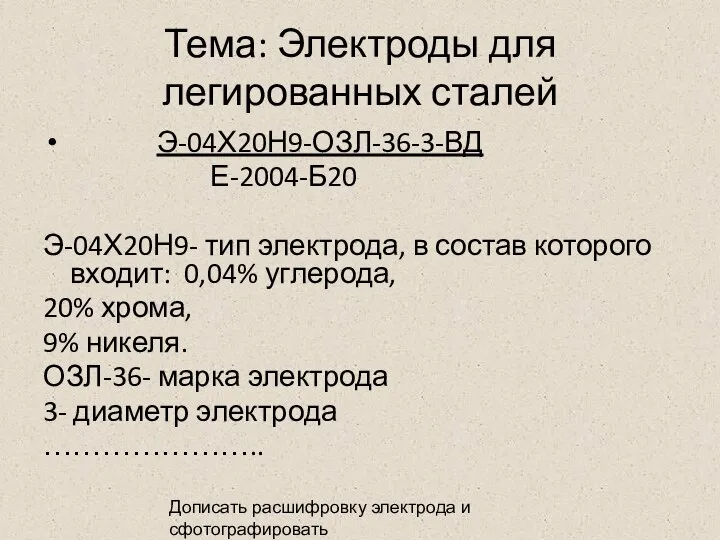
- 21. Тема: Электроды для легированных сталей Э-04Х20Н9-ОЗЛ-36-3-ВД Е-2004-Б20 Э-04Х20Н9- тип электрода, в состав которого входит: 0,04% углерода,
- 22. Для сварки нержавеющей стали могут применяться любые электроды, в которых количество водорода минимально. Состав покрытия электрода
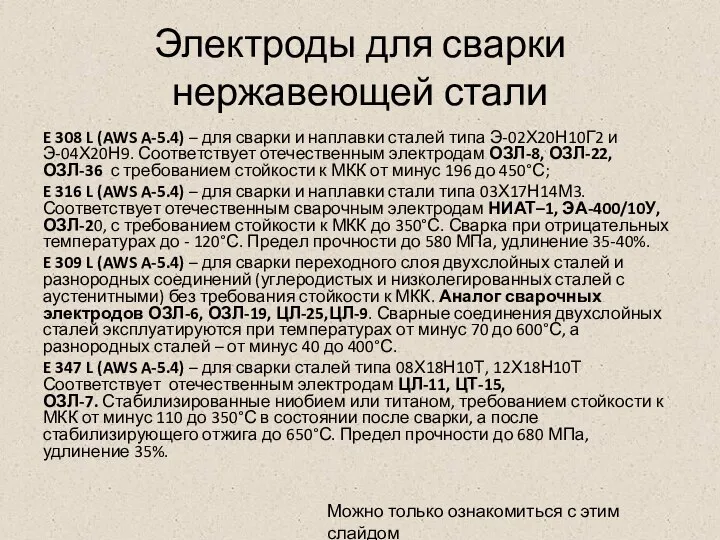
- 23. Электроды для сварки нержавеющей стали E 308 L (AWS A-5.4) – для сварки и наплавки сталей
- 24. Расшифровать обозначение электродов для легированных сталей 1. ОЗЛ-3-4-ВД Е-0000-Б20 2. Э-09Х1М-ТМЛ-4В-3-ТД Е-04-Б20 3. ВИ-ИМ-1-2-ВД Е-000-Б30
- 25. Расшифровать электрод для нержавеющей стали Э-07Х20Н9-ОЗЛ8-3-ВД Е-2004-Б20
- 26. Тема: Сварочная и наплавочная проволока
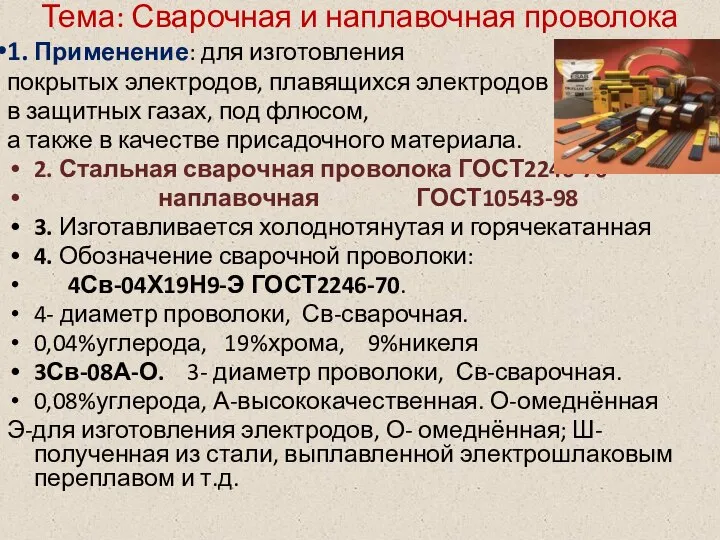
- 27. Тема: Сварочная и наплавочная проволока 1. Применение: для изготовления покрытых электродов, плавящихся электродов при сварке в
- 28. Обозначение легированных сталей Сталь10Г2С Не переписывать, только ознакомиться.
- 29. Св-08Г2С-О- омеднённая
- 30. Самозащитная сварочная проволока Марки проволоки для сварки низкоуглеродистой стали: Св15ГСТЮЦА и Св20ГСТЮА
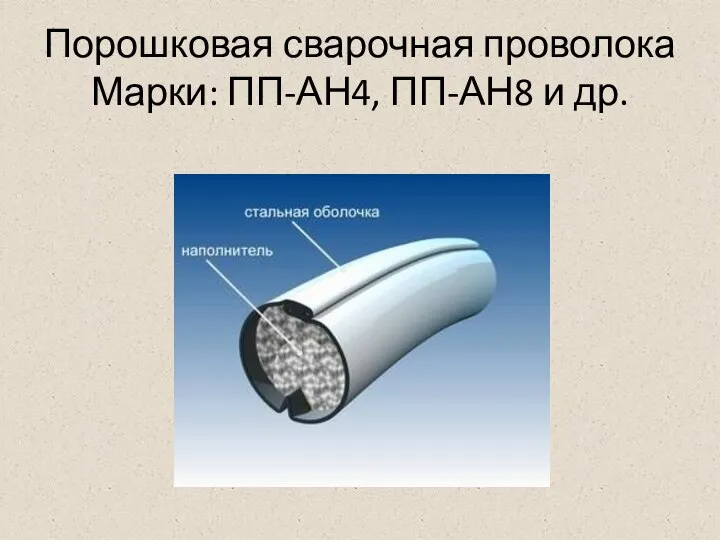
- 31. Порошковая сварочная проволока Марки: ПП-АН4, ПП-АН8 и др.
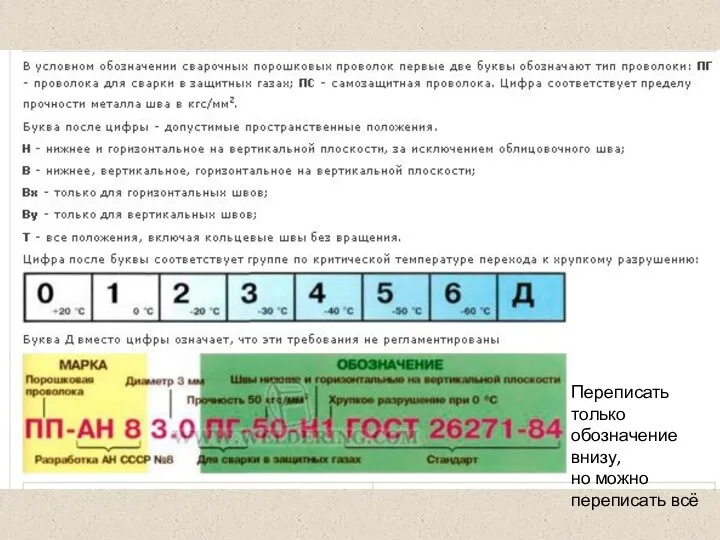
- 32. Переписать только обозначение внизу, но можно переписать всё
- 33. Порошковая проволока и порошковая лента Только просмотреть
- 34. Только просмотреть
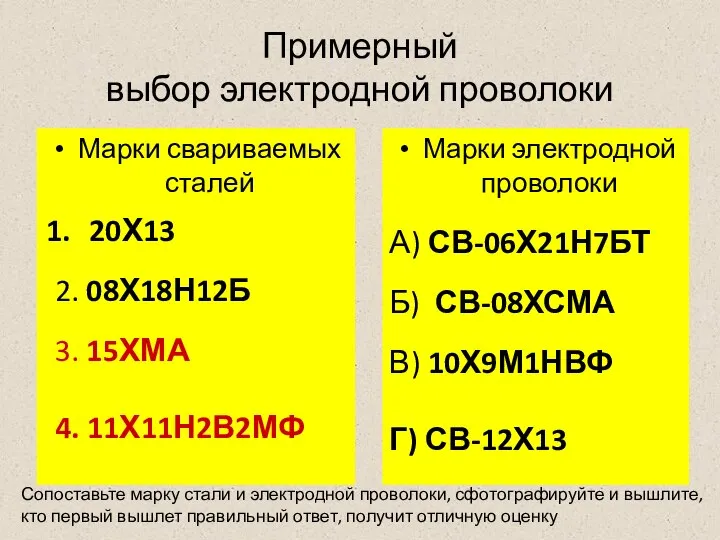
- 35. Примерный выбор электродной проволоки Марки свариваемых сталей Марки электродной проволоки 20Х13 2. 08Х18Н12Б 3. 15ХМА 4.
- 36. 5. Диаметры сварочной проволоки: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2; 2,5; 3; 4; 5;
- 37. Проволока алюминиевая СвАMг
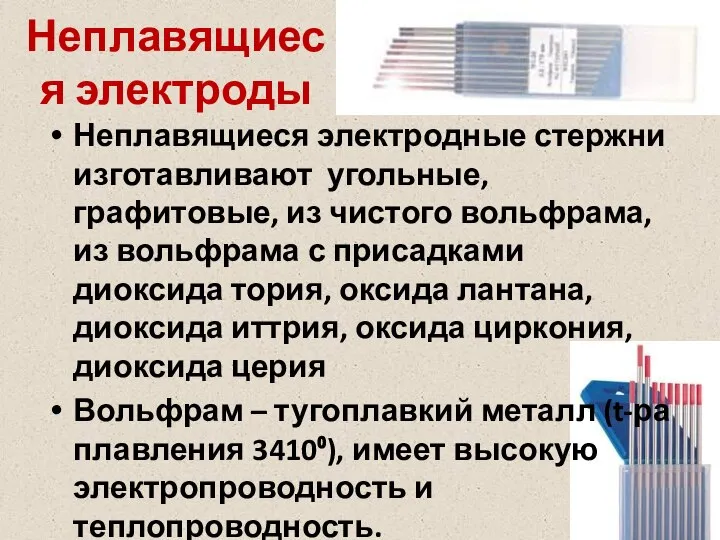
- 38. Неплавящиеся электроды Неплавящиеся электродные стержни изготавливают угольные, графитовые, из чистого вольфрама, из вольфрама с присадками диоксида
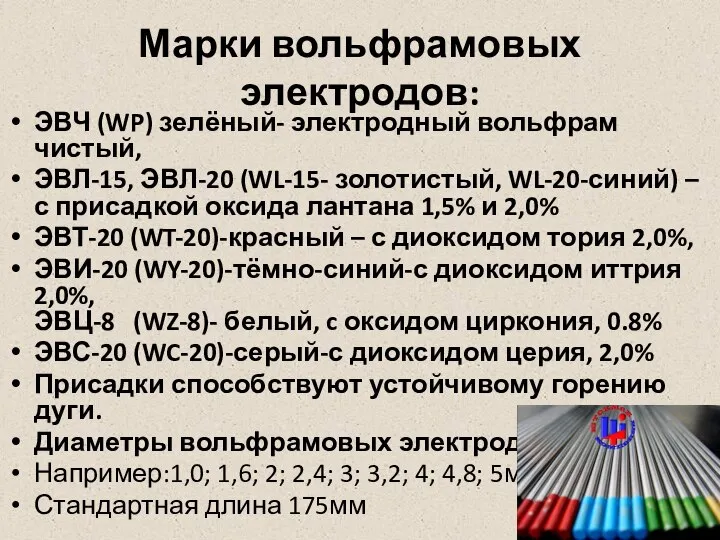
- 39. Марки вольфрамовых электродов: ЭВЧ (WP) зелёный- электродный вольфрам чистый, ЭВЛ-15, ЭВЛ-20 (WL-15- золотистый, WL-20-синий) – с
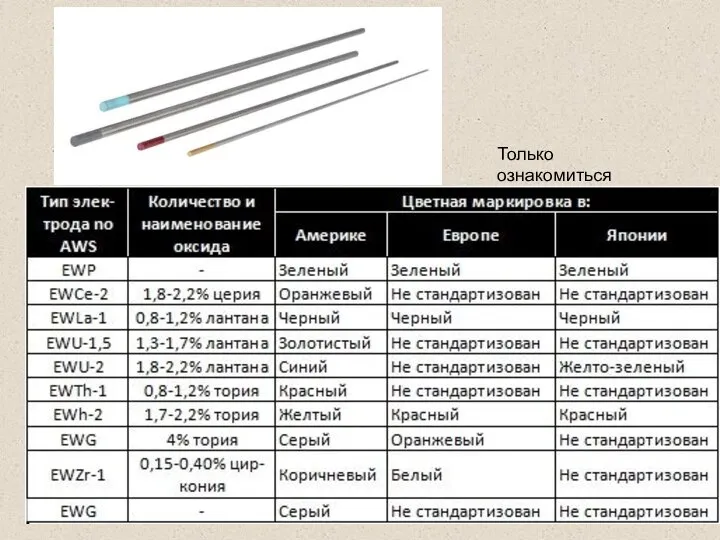
- 40. Только ознакомиться
- 44. Скачать презентацию
Слайд 2Тема: Покрытые электроды
1. Определение
Покрытый электрод представляет собой стержень,
на поверхность которого опрессовкой
Тема: Покрытые электроды
1. Определение
Покрытый электрод представляет собой стержень,
на поверхность которого опрессовкой

Слайд 32. Назначение
Электродные покрытия
создают защиту от кислорода и азота воздуха, стабилизируют
горение
2. Назначение
Электродные покрытия
создают защиту от кислорода и азота воздуха, стабилизируют
горение

Слайд 43. Марки покрытых электродов:
АНО-4, АНО-21, МР-3, УОНИ-13/45, ОЗС-6, ОК46 00, ВСЦ-2, СМ-11,
3. Марки покрытых электродов: АНО-4, АНО-21, МР-3, УОНИ-13/45, ОЗС-6, ОК46 00, ВСЦ-2, СМ-11,
Слайд 54. Состав электродных покрытий
В покрытие входят вещества:
Стабилизирующие (калий, натрий, кальций
4. Состав электродных покрытий
В покрытие входят вещества:
Стабилизирующие (калий, натрий, кальций

Слайд 65. Условное обозначение электрода
Характеристика металла шва
5. Условное обозначение электрода
Характеристика металла шва

Слайд 86. Классификация покрытых электродов
6. Классификация покрытых электродов

Слайд 9До ст6 и Стали50
До ст6 и Стали50
Слайд 10в покрытии> 20% (Ж)
в покрытии> 20% (Ж)

Слайд 12Напряжение холостого
хода, (Uхх, В)
Напряжение холостого
хода, (Uхх, В)
Напряжение холостого
хода, (Uхх,
Напряжение холостого
хода, (Uхх, В)
Напряжение холостого
хода, (Uхх, В)
Напряжение холостого
хода, (Uхх,
Слайд 137. Полная расшифровка условного обозначения электрода
Пример условного обозначения 2 раза не переписывать
7. Полная расшифровка условного обозначения электрода
Пример условного обозначения 2 раза не переписывать
Слайд 14Э46А – тип электрода по ГОСТ 9467-75
Э- электрод
46-минимальный гарантируемый предел прочности металла
Э46А – тип электрода по ГОСТ 9467-75
Э- электрод
46-минимальный гарантируемый предел прочности металла
Слайд 158. Критическая температура хрупкости при испытании образцов на ударную вязкость
8. Критическая температура хрупкости при испытании образцов на ударную вязкость
Слайд 16Е432 RR 160 4 6
9. Обозначения электродов по международным, американским и европейским
Е432 RR 160 4 6
9. Обозначения электродов по международным, американским и европейским

Слайд 19Электроды для сварки углеродистых сталей
Е6013-6015 (AWS 5.1) - для сварки конструкций из углеродистых
Электроды для сварки углеродистых сталей
Е6013-6015 (AWS 5.1) - для сварки конструкций из углеродистых

Слайд 2010. Условные обозначения легирующих элементов
10. Условные обозначения легирующих элементов
Слайд 21Тема: Электроды для легированных сталей
Э-04Х20Н9-ОЗЛ-36-3-ВД
Е-2004-Б20
Э-04Х20Н9- тип электрода, в состав которого
Тема: Электроды для легированных сталей
Э-04Х20Н9-ОЗЛ-36-3-ВД
Е-2004-Б20
Э-04Х20Н9- тип электрода, в состав которого
Слайд 22Для сварки нержавеющей стали могут применяться любые электроды, в которых количество водорода
Для сварки нержавеющей стали могут применяться любые электроды, в которых количество водорода
Слайд 23Электроды для сварки нержавеющей стали
E 308 L (AWS A-5.4) – для сварки и
Электроды для сварки нержавеющей стали
E 308 L (AWS A-5.4) – для сварки и
Слайд 24Расшифровать обозначение электродов для легированных сталей
1. ОЗЛ-3-4-ВД
Е-0000-Б20
2. Э-09Х1М-ТМЛ-4В-3-ТД
Е-04-Б20
3. ВИ-ИМ-1-2-ВД
Расшифровать обозначение электродов для легированных сталей
1. ОЗЛ-3-4-ВД
Е-0000-Б20
2. Э-09Х1М-ТМЛ-4В-3-ТД
Е-04-Б20
3. ВИ-ИМ-1-2-ВД
Слайд 25Расшифровать электрод для нержавеющей стали
Э-07Х20Н9-ОЗЛ8-3-ВД
Е-2004-Б20
Расшифровать электрод для нержавеющей стали
Э-07Х20Н9-ОЗЛ8-3-ВД
Е-2004-Б20
Слайд 26Тема: Сварочная и
наплавочная
проволока
Тема: Сварочная и
наплавочная
проволока
Слайд 27Тема: Сварочная и наплавочная проволока
1. Применение: для изготовления
покрытых электродов, плавящихся электродов
Тема: Сварочная и наплавочная проволока
1. Применение: для изготовления
покрытых электродов, плавящихся электродов
Слайд 28Обозначение легированных сталей
Сталь10Г2С
Не переписывать, только ознакомиться.
Обозначение легированных сталей
Сталь10Г2С
Не переписывать, только ознакомиться.

Слайд 29Св-08Г2С-О- омеднённая
Св-08Г2С-О- омеднённая

Слайд 30Самозащитная сварочная проволока
Марки проволоки для сварки низкоуглеродистой стали: Св15ГСТЮЦА и Св20ГСТЮА
Самозащитная сварочная проволока
Марки проволоки для сварки низкоуглеродистой стали: Св15ГСТЮЦА и Св20ГСТЮА

Слайд 31Порошковая сварочная проволока
Марки: ПП-АН4, ПП-АН8 и др.
Порошковая сварочная проволока
Марки: ПП-АН4, ПП-АН8 и др.
Слайд 32Переписать только
обозначение внизу,
но можно
переписать всё
Переписать только
обозначение внизу,
но можно
переписать всё
Слайд 33Порошковая проволока и порошковая лента
Только просмотреть
Порошковая проволока и порошковая лента
Только просмотреть

Слайд 34Только просмотреть
Только просмотреть

Слайд 35Примерный
выбор электродной проволоки
Марки свариваемых сталей
Марки электродной проволоки
20Х13
2. 08Х18Н12Б
3. 15ХМА
4. 11Х11Н2В2МФ
А) СВ-06Х21Н7БТ
Б)
Примерный
выбор электродной проволоки
Марки свариваемых сталей
Марки электродной проволоки
20Х13
2. 08Х18Н12Б
3. 15ХМА
4. 11Х11Н2В2МФ
А) СВ-06Х21Н7БТ
Б)
Слайд 365. Диаметры сварочной проволоки: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2;
5. Диаметры сварочной проволоки: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2;

Слайд 37Проволока алюминиевая СвАMг
Проволока алюминиевая СвАMг

Слайд 38Неплавящиеся электроды
Неплавящиеся электродные стержни изготавливают угольные, графитовые, из чистого вольфрама, из вольфрама
Неплавящиеся электроды
Неплавящиеся электродные стержни изготавливают угольные, графитовые, из чистого вольфрама, из вольфрама
Слайд 39Марки вольфрамовых электродов:
ЭВЧ (WP) зелёный- электродный вольфрам чистый,
ЭВЛ-15, ЭВЛ-20 (WL-15- золотистый,
Марки вольфрамовых электродов:
ЭВЧ (WP) зелёный- электродный вольфрам чистый,
ЭВЛ-15, ЭВЛ-20 (WL-15- золотистый,
Слайд 40Только ознакомиться
Только ознакомиться


 О подготовке общеобразовательных учреждений к началу 2012–2013 учебного года
О подготовке общеобразовательных учреждений к началу 2012–2013 учебного года Молодёжные субкультуры
Молодёжные субкультуры Презентация на тему Непосредственная образовательная деятельность в ДОУ
Презентация на тему Непосредственная образовательная деятельность в ДОУ Буквы К, к, обозначающие согласные звуки [к], [к`]
Буквы К, к, обозначающие согласные звуки [к], [к`] Построение разреза по зданию
Построение разреза по зданию Презентация на тему БАСНЯ КАК ЭПИЧЕСКИЙ ЖАНР
Презентация на тему БАСНЯ КАК ЭПИЧЕСКИЙ ЖАНР перевод чисел в двоичную систему счисления
перевод чисел в двоичную систему счисления Презентация на тему Виды движения Земли
Презентация на тему Виды движения Земли Juno and Avos
Juno and Avos Презентация на тему Гигиена кожи рук. Болезни грязных рук
Презентация на тему Гигиена кожи рук. Болезни грязных рук Презентация интерактивного мультимедийного пособия «Визуальная энциклопедия»
Презентация интерактивного мультимедийного пособия «Визуальная энциклопедия» Необыкновенные уголки Земли. Фото
Необыкновенные уголки Земли. Фото От кареты до ракеты
От кареты до ракеты Инвестиционная политика на транспорте
Инвестиционная политика на транспорте Таять может, Да не лед. Не фонарь, А свет дает.
Таять может, Да не лед. Не фонарь, А свет дает. История денежных знаков России
История денежных знаков России Выращивание авокадо в домашних условиях
Выращивание авокадо в домашних условиях Потенциальные возможности размножения организмов
Потенциальные возможности размножения организмов Основные показатели надежности систем внутридомового электроснабжения. Тема 1
Основные показатели надежности систем внутридомового электроснабжения. Тема 1 Описание и технически параметри на компютърна система
Описание и технически параметри на компютърна система Правила безопасности в кабинете информатики
Правила безопасности в кабинете информатики Брендинг бара Bells
Брендинг бара Bells Криптовалюта. Биткойн
Криптовалюта. Биткойн Культура Древней Руси 9 века
Культура Древней Руси 9 века Марко Жераси (Marco Geraci) Эксперт Совета по пенсионной реформе при Правительстве Франции
Марко Жераси (Marco Geraci) Эксперт Совета по пенсионной реформе при Правительстве Франции Происхождение и развитие человека
Происхождение и развитие человека Школа позиционирования. Стратегический менеджмент
Школа позиционирования. Стратегический менеджмент 1299268
1299268