- POLYMER PROCESSING

Содержание
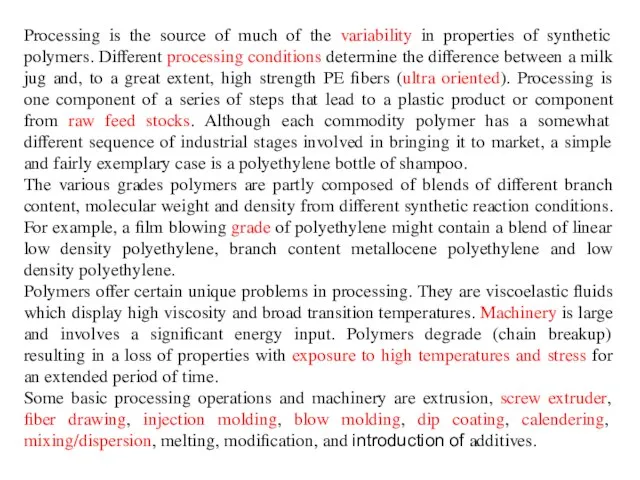
- 2. Processing is the source of much of the variability in properties of synthetic polymers. Different processing
- 4. Mechanical + Thermal Thermoplastic – solidified by cooling and reheated by melting Thermosets – retain their
- 5. Major Processes Extrusion Injection Molding Blow Molding Thermoforming Rotomolding
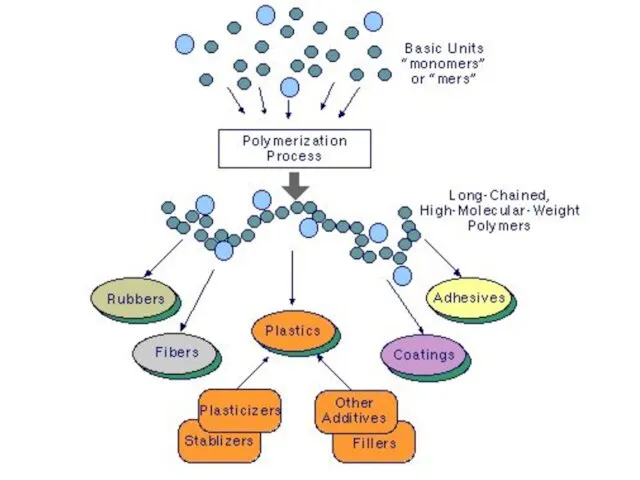
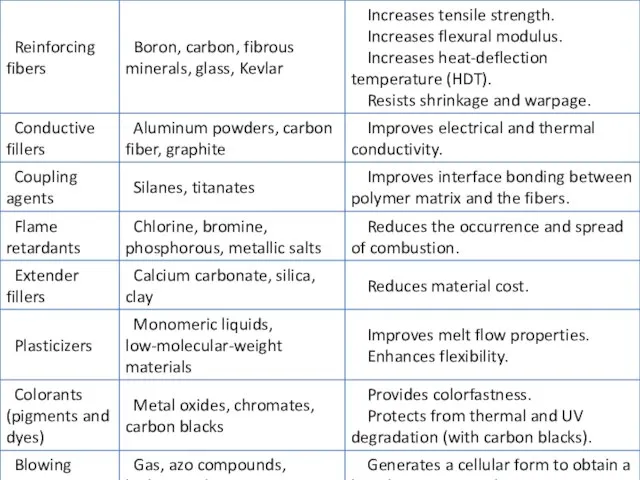
- 6. Formulation Additives are used to modify properties and/or lower costs Additives: heat stabilizer, light stabilizer, lubricant,
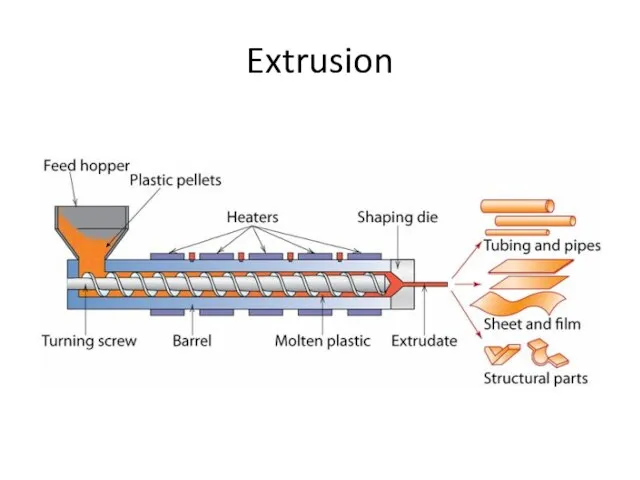
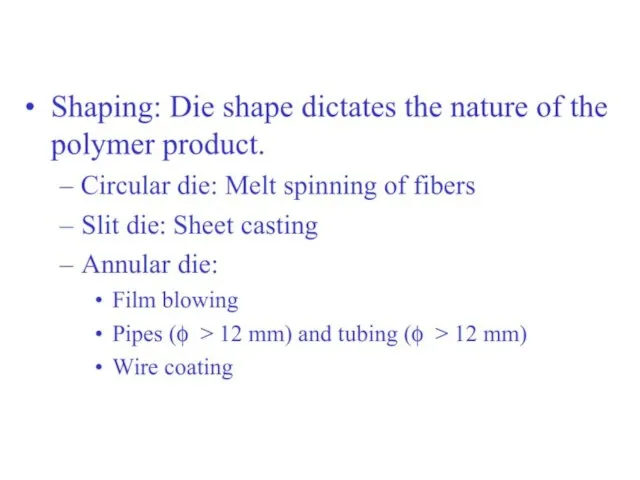
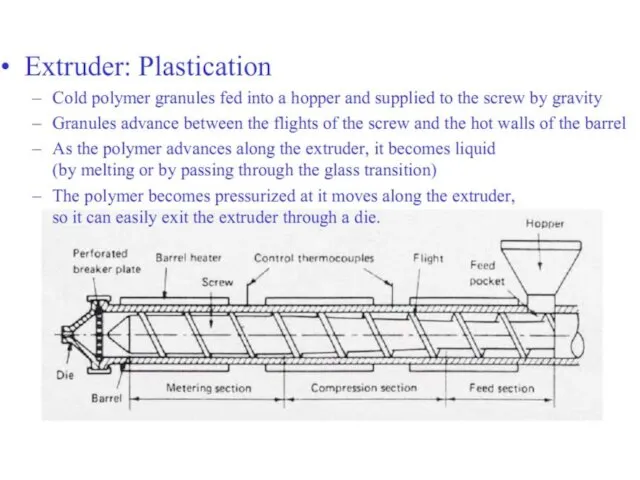
- 8. Extrusion
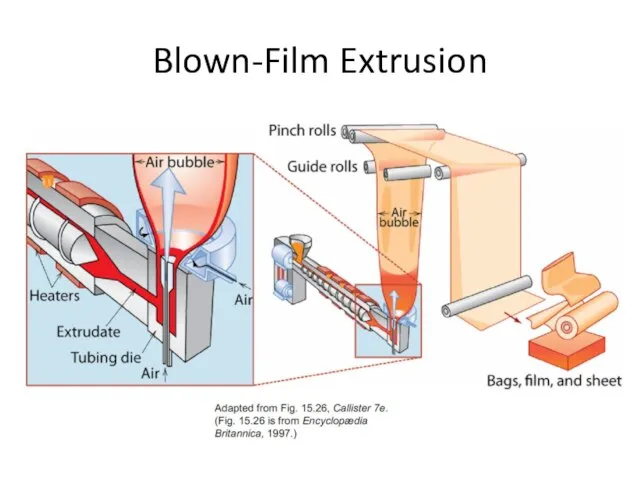
- 11. Blown-Film Extrusion
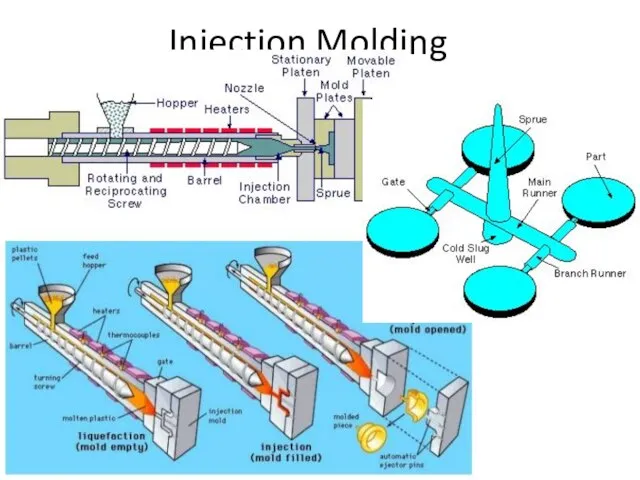
- 12. Injection Molding
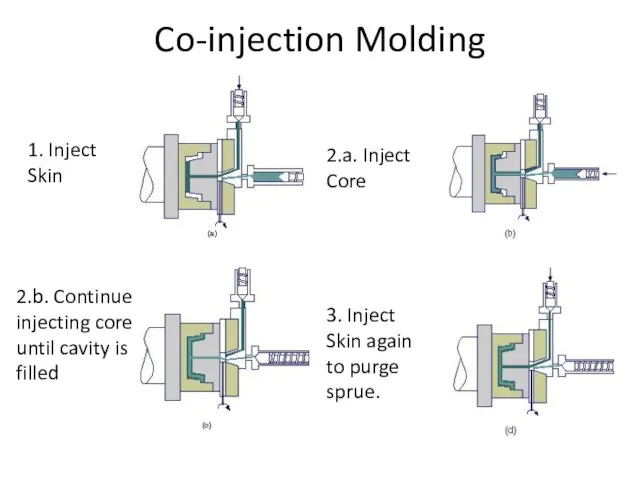
- 13. Co-injection Molding 1. Inject Skin 2.a. Inject Core 2.b. Continue injecting core until cavity is filled
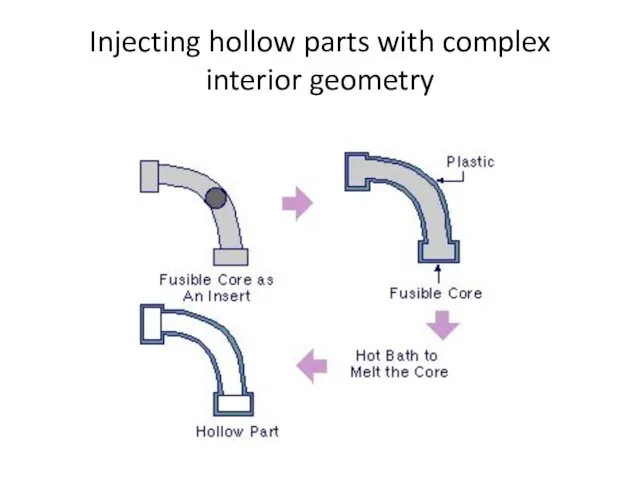
- 14. Injecting hollow parts with complex interior geometry
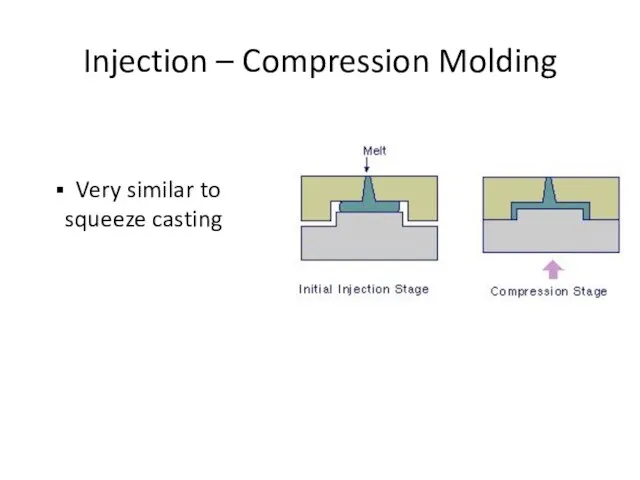
- 15. Injection – Compression Molding Very similar to squeeze casting
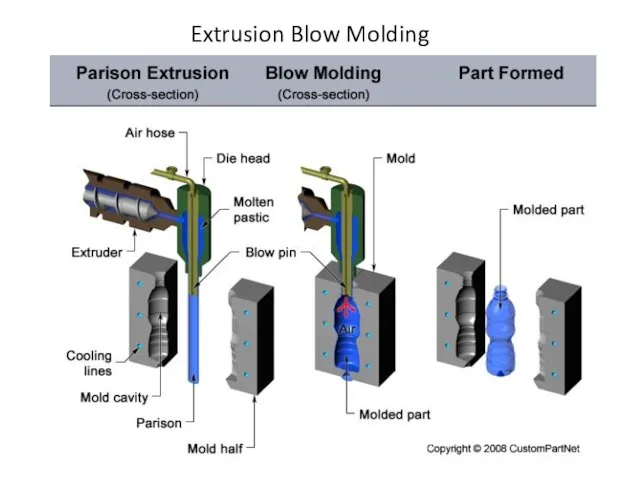
- 16. Extrusion Blow Molding
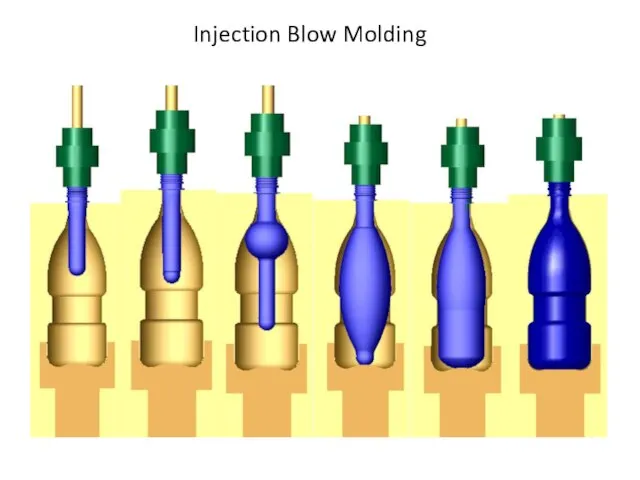
- 17. Injection Blow Molding
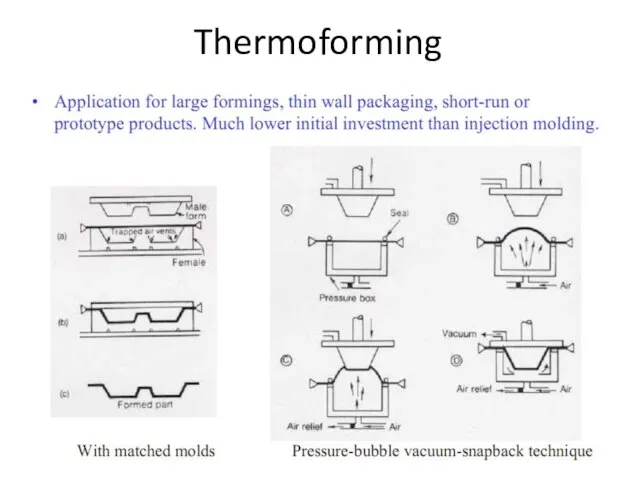
- 18. Thermoforming
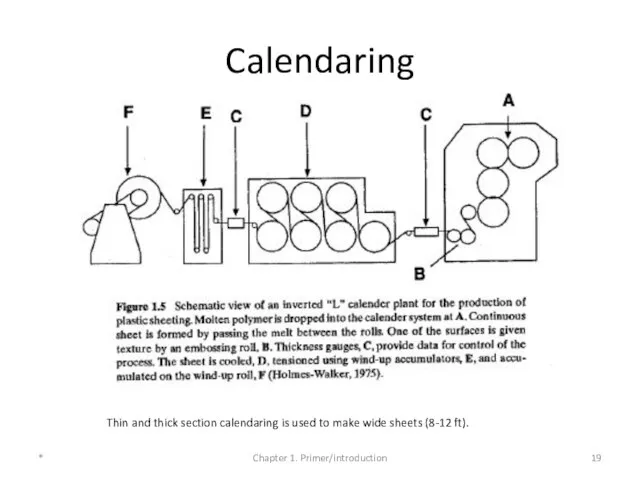
- 19. Calendaring * Chapter 1. Primer/introduction Thin and thick section calendaring is used to make wide sheets
- 21. Скачать презентацию
Слайд 4Mechanical + Thermal
Thermoplastic – solidified by cooling and reheated by melting
Thermosets –
Mechanical + Thermal
Thermoplastic – solidified by cooling and reheated by melting
Thermosets –
Слайд 5Major Processes
Extrusion
Injection Molding
Blow Molding
Thermoforming
Rotomolding
Major Processes
Extrusion
Injection Molding
Blow Molding
Thermoforming
Rotomolding
Слайд 6Formulation
Additives are used to modify properties and/or lower costs
Additives: heat stabilizer, light
Formulation
Additives are used to modify properties and/or lower costs
Additives: heat stabilizer, light
Слайд 8Extrusion
Extrusion
Слайд 11Blown-Film Extrusion
Blown-Film Extrusion
Слайд 12Injection Molding
Injection Molding
Слайд 13Co-injection Molding
1. Inject Skin
2.a. Inject Core
2.b. Continue injecting core until cavity is
Co-injection Molding
1. Inject Skin
2.a. Inject Core
2.b. Continue injecting core until cavity is
Слайд 14Injecting hollow parts with complex interior geometry
Injecting hollow parts with complex interior geometry
Слайд 15Injection – Compression Molding
Very similar to squeeze casting
Injection – Compression Molding
Very similar to squeeze casting
Слайд 16Extrusion Blow Molding
Extrusion Blow Molding
Слайд 17Injection Blow Molding
Injection Blow Molding
Слайд 18Thermoforming
Thermoforming
Слайд 19Calendaring
*
Chapter 1. Primer/introduction
Thin and thick section calendaring is used to make wide
Calendaring
*
Chapter 1. Primer/introduction
Thin and thick section calendaring is used to make wide
 Презентация на тему Образование единого Русского государства
Презентация на тему Образование единого Русского государства  Произведения Пушкина
Произведения Пушкина Финансовый учет
Финансовый учет ПРОБЛЕМА ПАЦИЕНТОВ С РЕДКИМИ ЗАБОЛЕВАНИЯМИВ УКРАИНЕ
ПРОБЛЕМА ПАЦИЕНТОВ С РЕДКИМИ ЗАБОЛЕВАНИЯМИВ УКРАИНЕ История казачества
История казачества Баскетбол. Ведение мяча в баскетболе
Баскетбол. Ведение мяча в баскетболе Оценка устойчивости горных пород и основы выбора крепей. Часть 1
Оценка устойчивости горных пород и основы выбора крепей. Часть 1 Классный турнир ГТО
Классный турнир ГТО Стилевой типаж
Стилевой типаж Увеличение эффективности управления и взаимодействия различных структур в холдинговой компании с использованием видеокомуникац
Увеличение эффективности управления и взаимодействия различных структур в холдинговой компании с использованием видеокомуникац Северная война 10 класс
Северная война 10 класс Основы военной службы
Основы военной службы Весенние операции
Весенние операции Сестринское дело. Уход за ребенком с бронхиальной астмой в условиях стационара
Сестринское дело. Уход за ребенком с бронхиальной астмой в условиях стационара Sehenswürdigkeiten Berlins
Sehenswürdigkeiten Berlins Рельеф России
Рельеф России Современные тренды городского электрического транспорта. ООО ПК Транспортные системы
Современные тренды городского электрического транспорта. ООО ПК Транспортные системы Викторина по роману А.С.Пушкина «Дубровский»
Викторина по роману А.С.Пушкина «Дубровский» Занятость населения города Канаш
Занятость населения города Канаш Былины и былинные богатыри
Былины и былинные богатыри Презентация на тему Взаимодействие ДОУ с родителями
Презентация на тему Взаимодействие ДОУ с родителями  Стресс и его последствия
Стресс и его последствия Криптография, математические алгоритмы при шифровании
Криптография, математические алгоритмы при шифровании Основы пожарной безопасности
Основы пожарной безопасности Творческий проект "Мой друг Кеша"
Творческий проект "Мой друг Кеша" Урок 1«Экстренная реанимационная помощь при остановке сердечной деятельности и прекращении дыхания»
Урок 1«Экстренная реанимационная помощь при остановке сердечной деятельности и прекращении дыхания» Презентация на тему Таможенный кодекс Таможенного союза РБ,РК, и РФ 2010
Презентация на тему Таможенный кодекс Таможенного союза РБ,РК, и РФ 2010  Нахождение числа по его дроби 6 класс
Нахождение числа по его дроби 6 класс