- Поверхностные дефекты

Содержание
- 2. 1. Пригар (металлизация) – дефект в виде трудноотделяемого специфического слоя на поверхности отливки, образовавшегося вследствие физического
- 3. Пригар Чрезмерно высокая температура заливаемого металла Недостаточная огнеупорность формовочных материалов Большой металлостатический напор металла в форме.
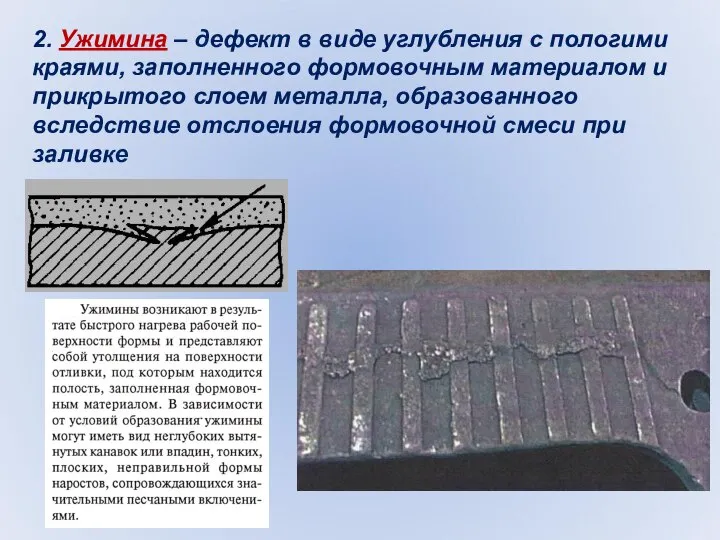
- 4. 2. Ужимина – дефект в виде углубления с пологими краями, заполненного формовочным материалом и прикрытого слоем
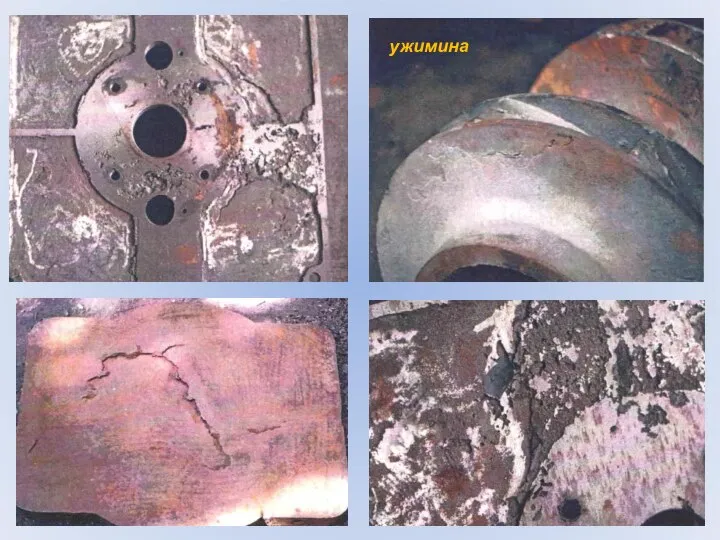
- 5. ужимина
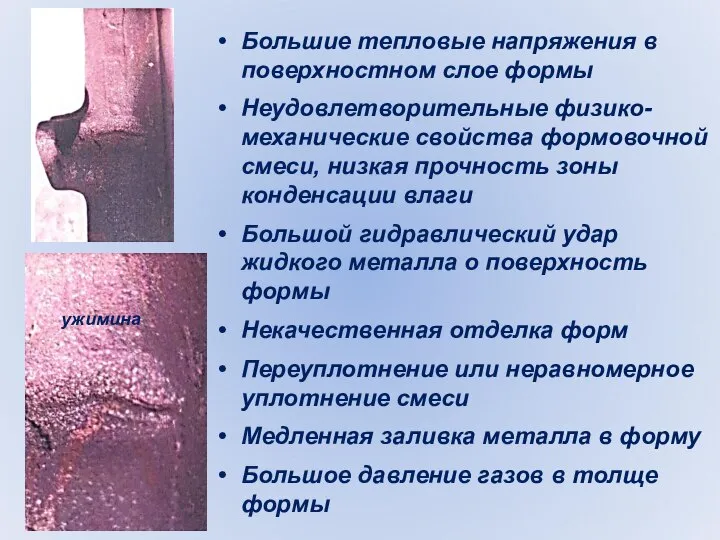
- 6. ужимина Большие тепловые напряжения в поверхностном слое формы Неудовлетворительные физико-механические свойства формовочной смеси, низкая прочность зоны
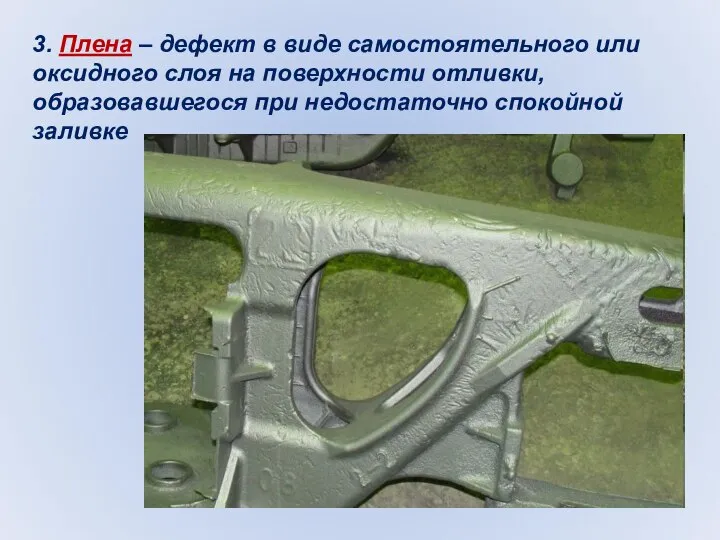
- 7. 3. Плена – дефект в виде самостоятельного или оксидного слоя на поверхности отливки, образовавшегося при недостаточно
- 8. Наибольшее воздействие на склонность стали к пленообразованию оказывают элементы в следующем порядке убывания: алюминий, титан, хром,
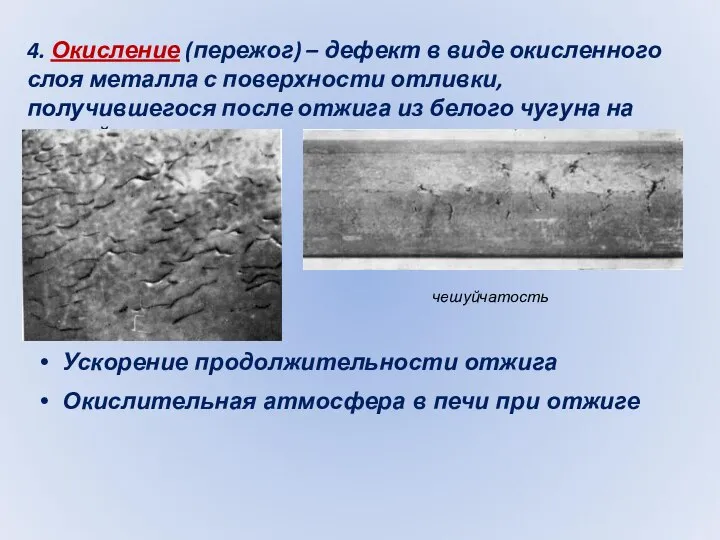
- 9. 4. Окисление (пережог) – дефект в виде окисленного слоя металла с поверхности отливки, получившегося после отжига
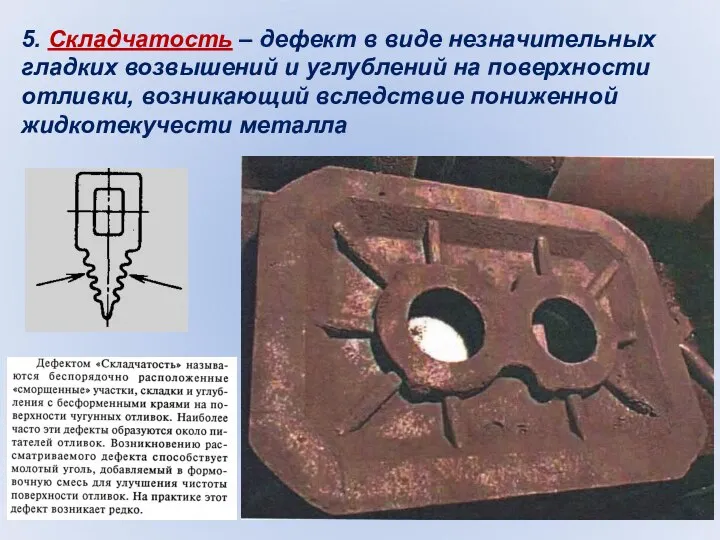
- 10. 5. Складчатость – дефект в виде незначительных гладких возвышений и углублений на поверхности отливки, возникающий вследствие
- 11. СПАСИБО ЗА ВНИМАНИЕ!
- 13. Скачать презентацию
Слайд 21. Пригар (металлизация) – дефект в виде трудноотделяемого специфического слоя на поверхности
1. Пригар (металлизация) – дефект в виде трудноотделяемого специфического слоя на поверхности

Слайд 3Пригар
Чрезмерно высокая температура заливаемого металла
Недостаточная огнеупорность формовочных материалов
Большой металлостатический напор металла
Пригар
Чрезмерно высокая температура заливаемого металла
Недостаточная огнеупорность формовочных материалов
Большой металлостатический напор металла
Слайд 42. Ужимина – дефект в виде углубления с пологими краями, заполненного формовочным
2. Ужимина – дефект в виде углубления с пологими краями, заполненного формовочным
Слайд 5ужимина
ужимина
Слайд 6ужимина
Большие тепловые напряжения в поверхностном слое формы
Неудовлетворительные физико-механические свойства формовочной смеси, низкая
ужимина
Большие тепловые напряжения в поверхностном слое формы
Неудовлетворительные физико-механические свойства формовочной смеси, низкая
Слайд 73. Плена – дефект в виде самостоятельного или оксидного слоя на поверхности
3. Плена – дефект в виде самостоятельного или оксидного слоя на поверхности
Слайд 8Наибольшее воздействие на склонность стали к пленообразованию оказывают элементы в следующем порядке
Наибольшее воздействие на склонность стали к пленообразованию оказывают элементы в следующем порядке
Слайд 94. Окисление (пережог) – дефект в виде окисленного слоя металла с поверхности
4. Окисление (пережог) – дефект в виде окисленного слоя металла с поверхности
Слайд 105. Складчатость – дефект в виде незначительных гладких возвышений и углублений на
5. Складчатость – дефект в виде незначительных гладких возвышений и углублений на
Слайд 11СПАСИБО ЗА ВНИМАНИЕ!
СПАСИБО ЗА ВНИМАНИЕ!
 Итоговый урок физика8 класс
Итоговый урок физика8 класс Исчезающие виды рыб
Исчезающие виды рыб Описание места (6 класс)
Описание места (6 класс) Невыполненные мероприятия за 1 семестр2011-2012 уч. г.
Невыполненные мероприятия за 1 семестр2011-2012 уч. г. Elos. Эпиляция в новом формате
Elos. Эпиляция в новом формате Изменения в Свод правил и Тарифы АО "Центральный депозитарий ценных бумаг"
Изменения в Свод правил и Тарифы АО "Центральный депозитарий ценных бумаг" Витамин C (аскорбиновая кислота)
Витамин C (аскорбиновая кислота) Образ женщины – матери сквозь века
Образ женщины – матери сквозь века Где зимуют птицы?
Где зимуют птицы? Современные электросети Опыт модернизации энергосети Армении
Современные электросети Опыт модернизации энергосети Армении КОНФЛИКТ 8 класс
КОНФЛИКТ 8 класс  Проектирование раздела основной общеобразовательной программы ДОУ «Содержание коррекционной работы»
Проектирование раздела основной общеобразовательной программы ДОУ «Содержание коррекционной работы» Процедура оказания услуги удостоверяющего центра (УЦ). Проверка предоставленных сведений в УЦ
Процедура оказания услуги удостоверяющего центра (УЦ). Проверка предоставленных сведений в УЦ Организационные структуры инновационного менеджмента
Организационные структуры инновационного менеджмента Конкурс ребусов. Картинками зашифрованы русские названия популярных аниме
Конкурс ребусов. Картинками зашифрованы русские названия популярных аниме Поощрение и наказание в воспитании детей
Поощрение и наказание в воспитании детей Метод проектов
Метод проектов Английская литература XIX века
Английская литература XIX века Мои работы
Мои работы Карбоновые кислоты 10 класс
Карбоновые кислоты 10 класс Презентация на тему ПЧЕЛЫ И МУРАВЬИ -ОБЩЕСТВЕННЫЕ НАСЕКОМЫЕ
Презентация на тему ПЧЕЛЫ И МУРАВЬИ -ОБЩЕСТВЕННЫЕ НАСЕКОМЫЕ Базовая подготовка лошади
Базовая подготовка лошади АНАЛИЗАТОРЫ Органы слуха и равновесия
АНАЛИЗАТОРЫ Органы слуха и равновесия Поиск и обработка экономической информации средствами Интернет и офисных приложений
Поиск и обработка экономической информации средствами Интернет и офисных приложений MyTest
MyTest Оборудование Транслак
Оборудование Транслак Объединенная инжиниринговая компания
Объединенная инжиниринговая компания Модель ученического самоуправления
Модель ученического самоуправления