- Правила подготовки изделий под сварку

Содержание
- 2. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ.
- 3. Подготовка поверхности металла под сварку. Подготовительные операции под сварку включают резку, правку, очистку, разметку и сборку.
- 4. Резка Резка на механических станках более производительна и обладает высоким качеством реза. Для механической прямолинейной резки
- 5. Правка металла Правку металла выполняют на станках или вручную. Листовой и полосовый металл правят на различных
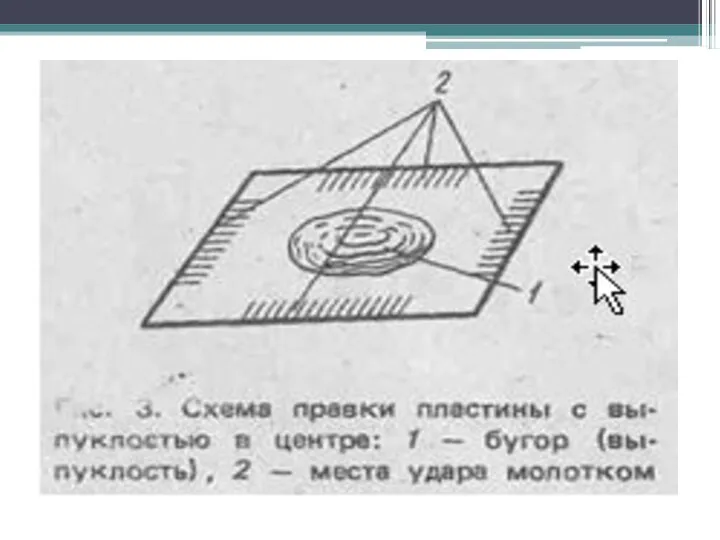
- 6. Правка металла.
- 7. Вальцы Вальцы гибочные используются для качественной гибки различных форм из листового проката, подгибки кромок заготовок, гибки
- 8. Вальцы Листо-правильные вальцы листового проката
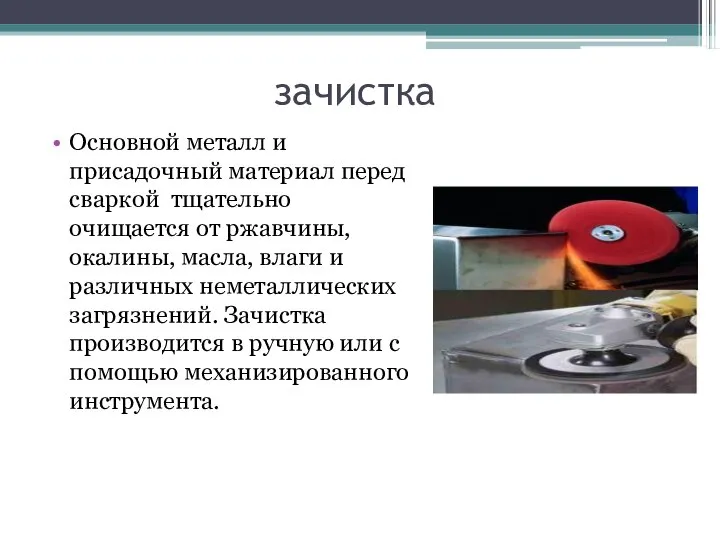
- 9. зачистка Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины, окалины, масла, влаги и
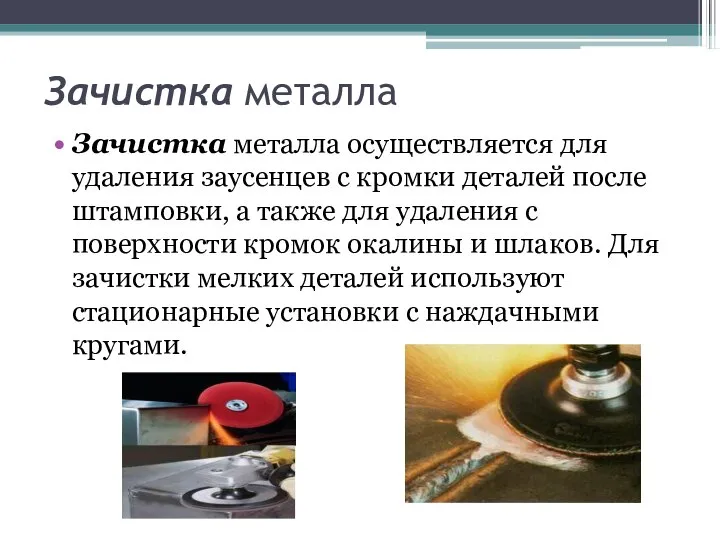
- 10. Зачистка металла Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки, а также для
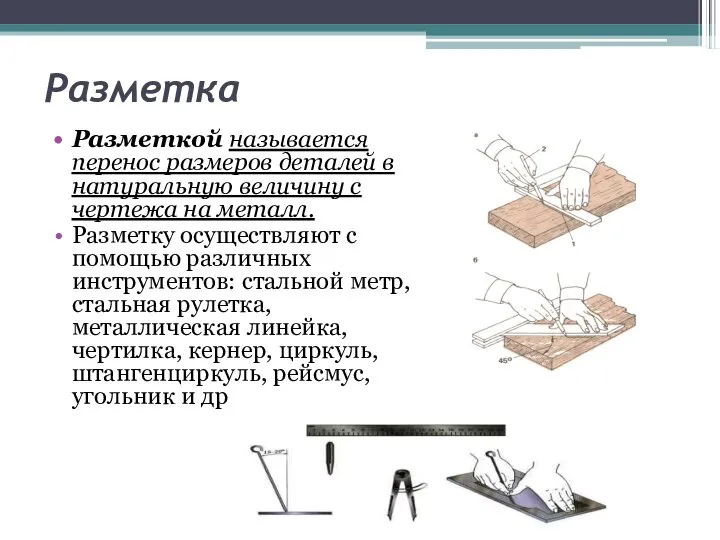
- 11. Разметка Разметкой называется перенос размеров деталей в натуральную величину с чертежа на металл. Разметку осуществляют с
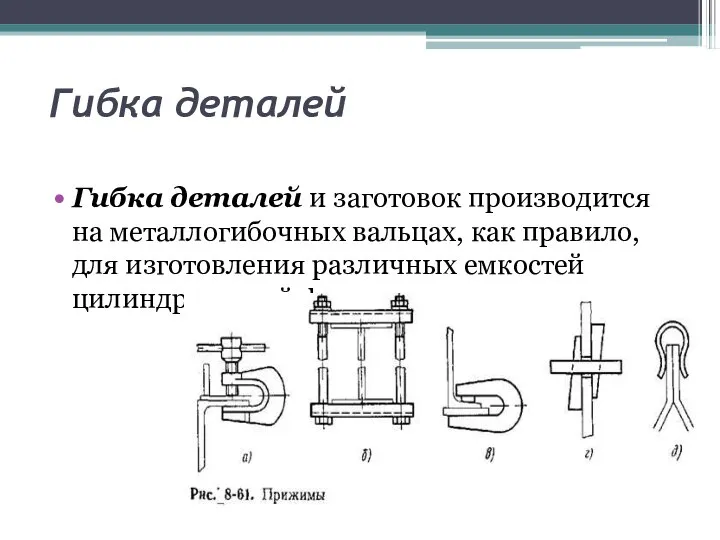
- 12. Гибка деталей Гибка деталей и заготовок производится на металлогибочных вальцах, как правило, для изготовления различных емкостей
- 13. Сборка изделий под сварку. Трудоемкость сборки изделий под сварку достигает 30% общей трудоёмкости изготовления. Поэтому для
- 14. Требования к сборочно-сварочным приспособлениям. Они должны : -обеспечить доступность мест установок деталей, рукояток фиксирующих и зажимных
- 15. Обеспечить наивыгоднейший порядок сборки и сварки; Обеспечить безопасность сборочных и сварочных работ.
- 16. Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки и сварки различных изделий. Они
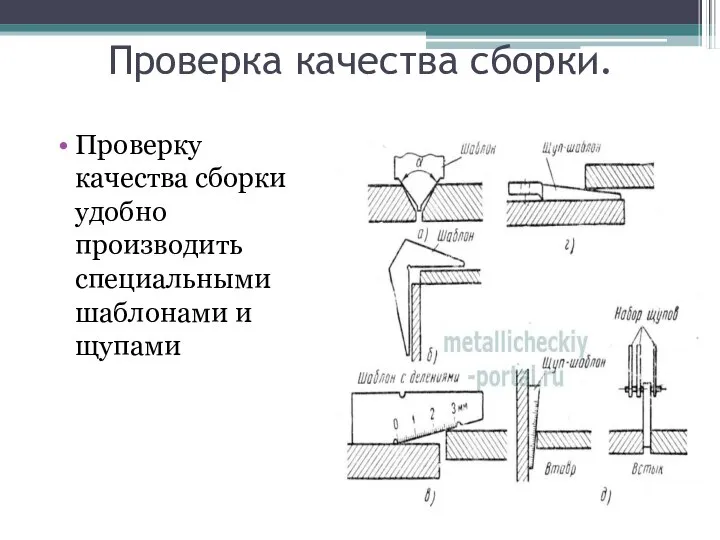
- 17. Проверка качества сборки. Проверку качества сборки удобно производить специальными шаблонами и щупами
- 18. прихватки Собранные детали и узлы соединяют сначала прихватками. Сварочными прихватками называются короткие швы с поперечным сечением
- 20. Скачать презентацию
Слайд 3Подготовка поверхности металла под сварку.
Подготовительные операции под сварку включают резку, правку, очистку,
Подготовка поверхности металла под сварку.
Подготовительные операции под сварку включают резку, правку, очистку,
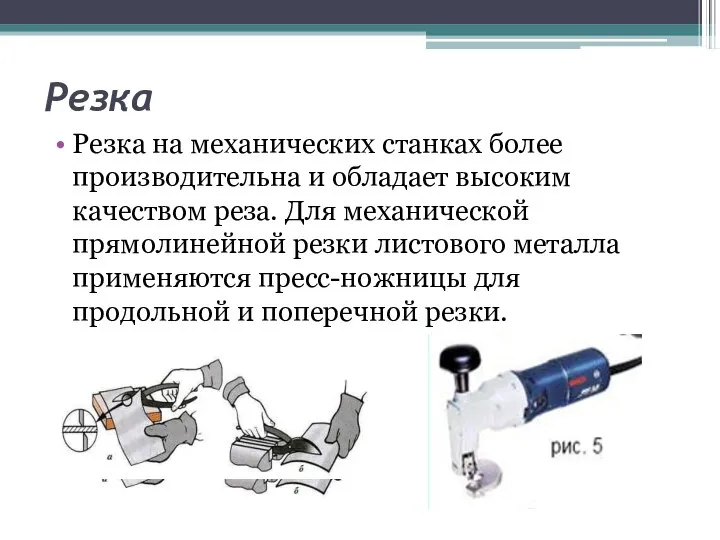
Слайд 4Резка
Резка на механических станках более производительна и обладает высоким качеством реза. Для
Резка
Резка на механических станках более производительна и обладает высоким качеством реза. Для
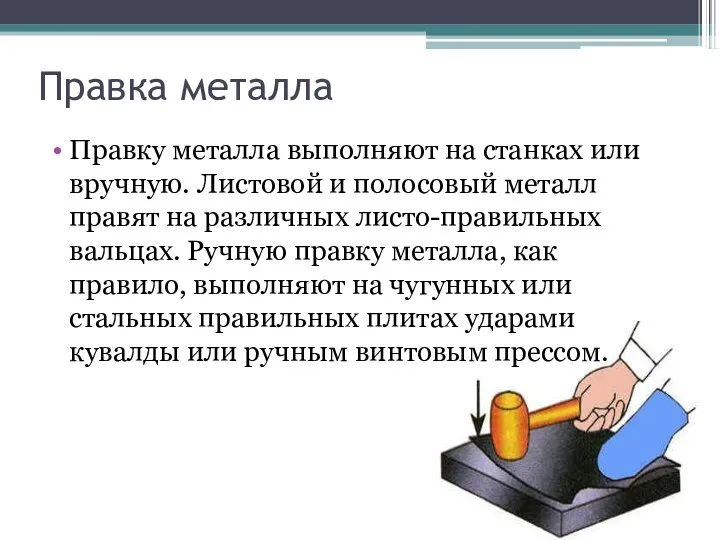
Слайд 5Правка металла
Правку металла выполняют на станках или вручную. Листовой и полосовый металл
Правка металла
Правку металла выполняют на станках или вручную. Листовой и полосовый металл
Слайд 6Правка металла.
Правка металла.
Слайд 7Вальцы
Вальцы гибочные используются для качественной гибки различных форм из листового проката, подгибки
Вальцы
Вальцы гибочные используются для качественной гибки различных форм из листового проката, подгибки

Слайд 8Вальцы
Листо-правильные вальцы листового проката
Вальцы
Листо-правильные вальцы листового проката

Слайд 9зачистка
Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины, окалины,
зачистка
Основной металл и присадочный материал перед сваркой тщательно очищается от ржавчины, окалины,
Слайд 10Зачистка металла
Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки,
Зачистка металла
Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки,
Слайд 11Разметка
Разметкой называется перенос размеров деталей в натуральную величину с чертежа на металл.
Разметку
Разметка
Разметкой называется перенос размеров деталей в натуральную величину с чертежа на металл.
Разметку
Слайд 12Гибка деталей
Гибка деталей и заготовок производится на металлогибочных вальцах, как правило, для
Гибка деталей
Гибка деталей и заготовок производится на металлогибочных вальцах, как правило, для
Слайд 13Сборка изделий под сварку.
Трудоемкость сборки изделий под сварку достигает 30% общей трудоёмкости
Сборка изделий под сварку.
Трудоемкость сборки изделий под сварку достигает 30% общей трудоёмкости
Слайд 14Требования к сборочно-сварочным приспособлениям.
Они должны :
-обеспечить доступность мест установок деталей, рукояток фиксирующих
Требования к сборочно-сварочным приспособлениям.
Они должны :
-обеспечить доступность мест установок деталей, рукояток фиксирующих

Слайд 15Обеспечить наивыгоднейший порядок сборки и сварки;
Обеспечить безопасность сборочных и сварочных работ.
Обеспечить наивыгоднейший порядок сборки и сварки;
Обеспечить безопасность сборочных и сварочных работ.

Слайд 16Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки и
Сборочно-монтажные сварочные столы S4 фирмы SIEGMUND являются универсальными приспособлениями для сборки и

Слайд 17Проверка качества сборки.
Проверку качества сборки удобно производить специальными шаблонами и щупами
Проверка качества сборки.
Проверку качества сборки удобно производить специальными шаблонами и щупами
Слайд 18прихватки
Собранные детали и узлы соединяют сначала прихватками.
Сварочными прихватками называются короткие швы с
прихватки
Собранные детали и узлы соединяют сначала прихватками.
Сварочными прихватками называются короткие швы с
 Оценка ИКТ компетентности
Оценка ИКТ компетентности Презентация для конкурса «Галерея славы Юга России»
Презентация для конкурса «Галерея славы Юга России» Введение в социолингвистику
Введение в социолингвистику  TO BE PAST SIMPLE
TO BE PAST SIMPLE Сударыня-Масленица
Сударыня-Масленица Пластмасса
Пластмасса Добыча нефти и газа на шельфе Баренцева, Каспийского и других морей
Добыча нефти и газа на шельфе Баренцева, Каспийского и других морей Манна небесная
Манна небесная Во сне невозможное возможно …(Природа сна и сновидений; сон как литературный метод постижения действительности в романе Ф.М.Досто
Во сне невозможное возможно …(Природа сна и сновидений; сон как литературный метод постижения действительности в романе Ф.М.Досто Полтава
Полтава «Изготовление вазы»
«Изготовление вазы» «Изменения в федеральном государственном образовательном стандарте начального общего образования»
«Изменения в федеральном государственном образовательном стандарте начального общего образования» Импульсивность подростков
Импульсивность подростков Клинико-психологическая диагностика развития ВПФ детей дошкольного и младшего школьного возраста
Клинико-психологическая диагностика развития ВПФ детей дошкольного и младшего школьного возраста Духовная сфера общества. Религия
Духовная сфера общества. Религия Учебно-методический комплекс как средство модернизации образовательного процесса
Учебно-методический комплекс как средство модернизации образовательного процесса Уральское таможенное управление_
Уральское таможенное управление_ 1--1-- יוני 2009 Сентябрь 2011 Взаимное Поручительство - провозглашение новой социальной экономики. - презентация
1--1-- יוני 2009 Сентябрь 2011 Взаимное Поручительство - провозглашение новой социальной экономики. - презентация Тест по теме «Идеальные тепловые двигатели» группа А (первый уровень)
Тест по теме «Идеальные тепловые двигатели» группа А (первый уровень) Малеванки
Малеванки Проект "Экомобиль/Экоблок"
Проект "Экомобиль/Экоблок" Проблемный подход в обучении географии
Проблемный подход в обучении географии Урок №3 Основное уравнение МКТ
Урок №3 Основное уравнение МКТ Полное отражение света
Полное отражение света World of tanks
World of tanks Основные методы закупок на платформе Государственных закупок
Основные методы закупок на платформе Государственных закупок Жанр Рецензии и его специфика
Жанр Рецензии и его специфика  prezentatsia_GeS (1)
prezentatsia_GeS (1)