- припои

Содержание
- 2. Припой - металл или сплав, заполняющий зазор между соединяемыми деталями при паянии. Зуботехнические припои поставляются в
- 3. Припои для протезов обладают рядом характеристик, обеспечивающих качественное соединение: - под каждый сплав подбирается припой, обладающий
- 4. - необходима высокая жидкотекучесть и смачивание поверхности заготовки. Так заполняются мелкие трещины и поры, конечная структура
- 5. Существует несколько критериев для разграничения припоев на группы. По температуре плавления и прочности выделяют: - мягкие
- 6. Температура плавления золотых припоев 750 – 800 гр. Припой 750-й пробы. Состав : золота - 75
- 7. Однако, чаще всего используется собственноручно изготовленная смесь, на основе родственных марок металла. В этом случае рекомендуется
- 8. Для получения припоя необходимо строго соблюдать последовательность расплавления компонентов. Сначала вносится золото, далее серебро и медь,
- 9. Для нержавеющих сталей используется специальный сплав с составом: - серебро ; - цинк ; - медь
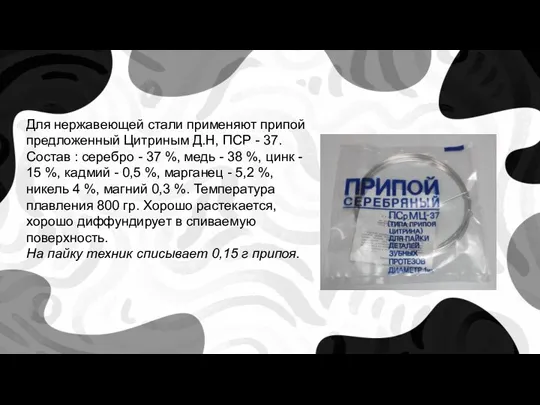
- 10. Для нержавеющей стали применяют припой предложенный Цитриным Д.Н, ПСР - 37. Состав : серебро - 37
- 11. Плавление смеси происходит при нагреве до отметки 800-850 гр. Готовый припой имеет высокую твердость в пределах
- 12. Особенности процесса С ростом температуры нагрева увеличивается текучесть вещества, но прогнозировать поведение довольно просто: припой всегда
- 13. Качественный стык получают при сочетании нескольких факторов : - между соединяемыми компонентами должно быть минимально возможное
- 14. Последний аспект подразумевает взаимное проникновение материалов при контакте. Интенсивность протекания процесса меняется при колебаниях температуры поверхностей,
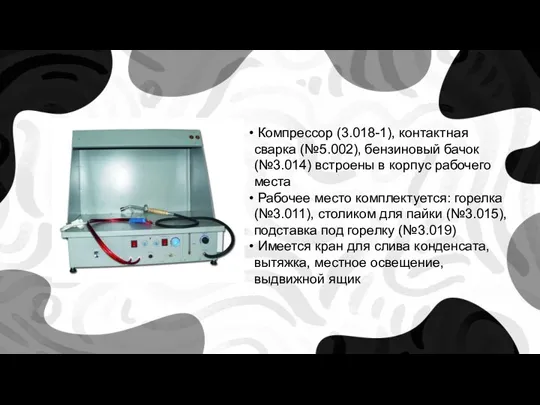
- 15. Компрессор (3.018-1), контактная сварка (№5.002), бензиновый бачок (№3.014) встроены в корпус рабочего места Рабочее место комплектуется:
- 16. Основа успешной пайки – диффузия, то есть два металла должны взаимно проникнуть в структуру друг друга,
- 17. Самое слабое соединение – химическое, так как полученный шов отличается повышенной твердостью. В результате участок оказывается
- 18. Для качественного соединения необходимо наличие двух факторов : - соприкосновение металлов ; - возможность смачивания поверхностей
- 19. Препятствием для сплавления могут служить загрязнения в виде пятен жира или окалины. Удалить посторонние вещества поможет
- 20. Перед началом работ необходимо зафиксировать компоненты протеза таким образом, чтобы выдержать углы и положения в готовой
- 22. Скачать презентацию
Слайд 2Припой - металл или сплав, заполняющий зазор между соединяемыми деталями при паянии.
Зуботехнические припои поставляются в виде :
Припой - металл или сплав, заполняющий зазор между соединяемыми деталями при паянии.
Зуботехнические припои поставляются в виде :
Слайд 3Припои для протезов обладают рядом характеристик, обеспечивающих качественное соединение:
- под каждый сплав
Припои для протезов обладают рядом характеристик, обеспечивающих качественное соединение: - под каждый сплав
Слайд 4- необходима высокая жидкотекучесть и смачивание поверхности заготовки. Так заполняются мелкие трещины
- необходима высокая жидкотекучесть и смачивание поверхности заготовки. Так заполняются мелкие трещины
Слайд 5Существует несколько критериев для разграничения припоев на группы.
По температуре плавления и прочности
Существует несколько критериев для разграничения припоев на группы.
По температуре плавления и прочности
Слайд 6Температура плавления золотых припоев 750 – 800 гр.
Припой 750-й пробы. Состав : золота - 75
Температура плавления золотых припоев 750 – 800 гр.
Припой 750-й пробы. Состав : золота - 75
Слайд 7Однако, чаще всего используется собственноручно изготовленная смесь, на основе родственных марок металла.
Однако, чаще всего используется собственноручно изготовленная смесь, на основе родственных марок металла.
Слайд 8Для получения припоя необходимо строго соблюдать последовательность расплавления компонентов. Сначала вносится золото,
Для получения припоя необходимо строго соблюдать последовательность расплавления компонентов. Сначала вносится золото,
Слайд 9Для нержавеющих сталей используется специальный сплав с составом:
- серебро ;
- цинк ;
-
Для нержавеющих сталей используется специальный сплав с составом: - серебро ; - цинк ; -
Слайд 10Для нержавеющей стали применяют припой предложенный Цитриным Д.Н, ПСР - 37. Состав
Для нержавеющей стали применяют припой предложенный Цитриным Д.Н, ПСР - 37. Состав
Слайд 11Плавление смеси происходит при нагреве до отметки 800-850 гр. Готовый припой имеет
Плавление смеси происходит при нагреве до отметки 800-850 гр. Готовый припой имеет
Слайд 12Особенности процесса
С ростом температуры нагрева увеличивается текучесть вещества, но прогнозировать поведение довольно
Особенности процесса
С ростом температуры нагрева увеличивается текучесть вещества, но прогнозировать поведение довольно
Слайд 13Качественный стык получают при сочетании нескольких факторов :
- между соединяемыми компонентами должно
Качественный стык получают при сочетании нескольких факторов : - между соединяемыми компонентами должно
Слайд 14Последний аспект подразумевает взаимное проникновение материалов при контакте. Интенсивность протекания процесса меняется
Последний аспект подразумевает взаимное проникновение материалов при контакте. Интенсивность протекания процесса меняется
Слайд 15 Компрессор (3.018-1), контактная сварка (№5.002), бензиновый бачок (№3.014) встроены в корпус
Компрессор (3.018-1), контактная сварка (№5.002), бензиновый бачок (№3.014) встроены в корпус
Слайд 16Основа успешной пайки – диффузия, то есть два металла должны взаимно проникнуть
Основа успешной пайки – диффузия, то есть два металла должны взаимно проникнуть
Слайд 17Самое слабое соединение – химическое, так как полученный шов отличается повышенной твердостью.
Самое слабое соединение – химическое, так как полученный шов отличается повышенной твердостью.
Слайд 18Для качественного соединения необходимо наличие двух факторов :
- соприкосновение металлов ;
- возможность
Для качественного соединения необходимо наличие двух факторов : - соприкосновение металлов ; - возможность
Слайд 19Препятствием для сплавления могут служить загрязнения в виде пятен жира или окалины.
Препятствием для сплавления могут служить загрязнения в виде пятен жира или окалины.
Слайд 20Перед началом работ необходимо зафиксировать компоненты протеза таким образом, чтобы выдержать углы
Перед началом работ необходимо зафиксировать компоненты протеза таким образом, чтобы выдержать углы
 Профессиональные конкурсы как средство повышения педагогической компетентности учителя
Профессиональные конкурсы как средство повышения педагогической компетентности учителя Всего 140 б-ней. Около 70 основных. Болезни заднего прохода - у 70-80% обследуемых. Жалобы на органы пищеварения предъявляли 44% мужчин и 55%
Всего 140 б-ней. Около 70 основных. Болезни заднего прохода - у 70-80% обследуемых. Жалобы на органы пищеварения предъявляли 44% мужчин и 55%  Адаптационный семинар по проектам Программы «Научный фонд НИУ ВШЭ»
Адаптационный семинар по проектам Программы «Научный фонд НИУ ВШЭ» Яндекс.Маркет: на что стоит обратить внимание
Яндекс.Маркет: на что стоит обратить внимание Интерактивные курсы обучения по гастроэнтерологии
Интерактивные курсы обучения по гастроэнтерологии Площади плоских фигур
Площади плоских фигур Учимся выполнять тестовые задания ОГЭ - 2015
Учимся выполнять тестовые задания ОГЭ - 2015 Правила дорожного движения
Правила дорожного движения Внимание!!! «Компания Черлин» представляет принципиально новую линейку пены для ванн «Кураж» с морской солью!
Внимание!!! «Компания Черлин» представляет принципиально новую линейку пены для ванн «Кураж» с морской солью! ...в нашем трансчеловеческом будущем
...в нашем трансчеловеческом будущем Рабочая программа по предмету "Изобразительное искусство"
Рабочая программа по предмету "Изобразительное искусство" Буддийский храм в Петербурге – уникальное сооружение в Европе Подготовила: учитель истории и культуры Санкт-Петербурга ГБОУ №471
Буддийский храм в Петербурге – уникальное сооружение в Европе Подготовила: учитель истории и культуры Санкт-Петербурга ГБОУ №471  Стол журнальный
Стол журнальный Как увеличить доход при действующих расходах с помощью Boxberry
Как увеличить доход при действующих расходах с помощью Boxberry Аттестационная работа. Мой мир - путь к успеху
Аттестационная работа. Мой мир - путь к успеху Северная война 1700 – 1721 г.г
Северная война 1700 – 1721 г.г Дизайн-мышление и сервис-дизайн: как повернуть бизнес лицом к человеку
Дизайн-мышление и сервис-дизайн: как повернуть бизнес лицом к человеку Презентация на тему Дает силы нам всегда витаминная еда!
Презентация на тему Дает силы нам всегда витаминная еда! Международная система защиты прав человека
Международная система защиты прав человека Презентация на тему Город Курск
Презентация на тему Город Курск Chandler Belgium BVBA
Chandler Belgium BVBA Защитники Отечества. Вооруженные Силы Российской Федерации
Защитники Отечества. Вооруженные Силы Российской Федерации Конструктивные особенности покрытий зданий
Конструктивные особенности покрытий зданий О чем поведал натюрморт. ИЗО, 7 класс
О чем поведал натюрморт. ИЗО, 7 класс Шок в клинике внутренних болезней
Шок в клинике внутренних болезней Обзор наукометрических показателей и баз данных
Обзор наукометрических показателей и баз данных  О роли методического объединения в профессиональном развитии педагога
О роли методического объединения в профессиональном развитии педагога  Boost business. Bonusway company
Boost business. Bonusway company