- proekt

Содержание
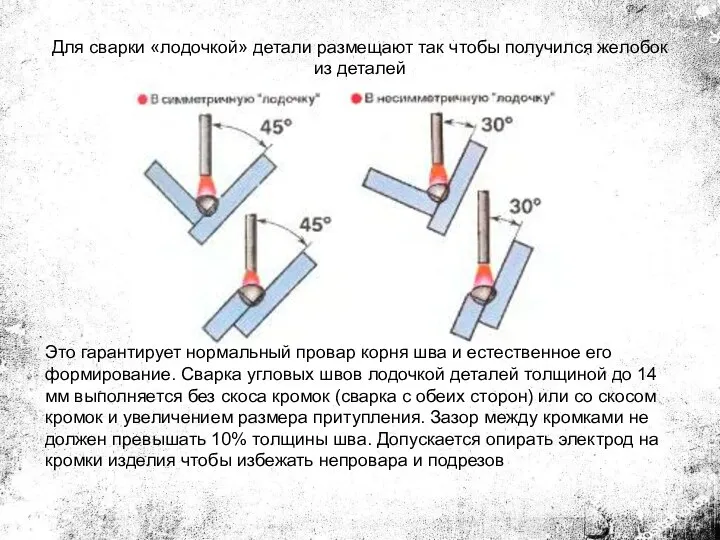
- 3. Это гарантирует нормальный провар корня шва и естественное его формирование. Сварка угловых швов лодочкой деталей толщиной
- 4. При сварке наклонным электродом существует большая вероятность непровара корня шва. Для избежания непровара сварочную дугу зажигают
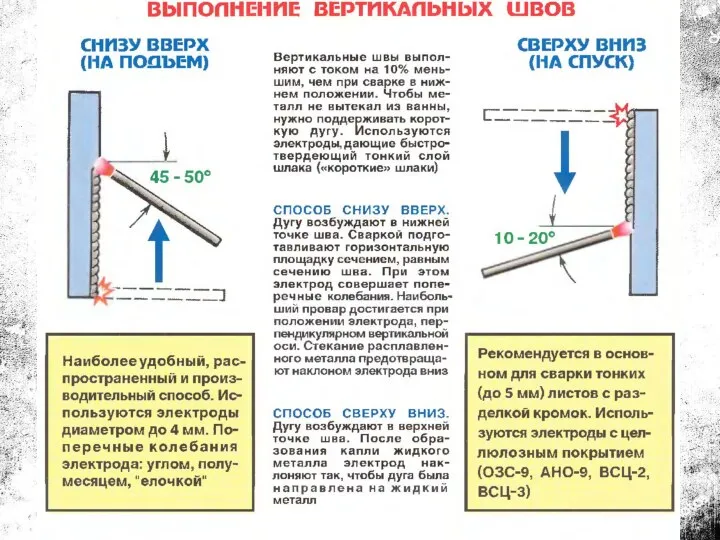
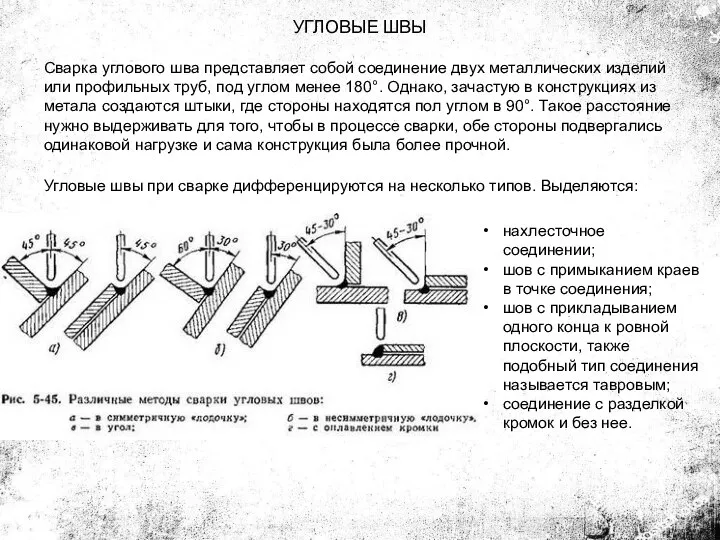
- 5. УГЛОВЫЕ ШВЫ Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом
- 6. Первая помощь при поражении электрическим током Обеспечить собственную безопасность, надеть резиновые перчатки/сапоги. Освободить пострадавшего от действия
- 7. МДК 02
- 8. Напряжение, В 220 Тип сварки ММА/MIG/MAG/TIG Потребляемая мощность, кВт 6.2 Напряжение холостого хода, В 65 Диапазон
- 10. Скачать презентацию
Слайд 3Это гарантирует нормальный провар корня шва и естественное его формирование. Сварка угловых
Это гарантирует нормальный провар корня шва и естественное его формирование. Сварка угловых
Слайд 4При сварке наклонным электродом существует большая вероятность непровара корня шва. Для избежания
При сварке наклонным электродом существует большая вероятность непровара корня шва. Для избежания

Слайд 5УГЛОВЫЕ ШВЫ
Сварка углового шва представляет собой соединение двух металлических изделий или профильных
УГЛОВЫЕ ШВЫ
Сварка углового шва представляет собой соединение двух металлических изделий или профильных
Слайд 6 Первая помощь при поражении электрическим током
Обеспечить собственную безопасность, надеть резиновые перчатки/сапоги.
Первая помощь при поражении электрическим током
Обеспечить собственную безопасность, надеть резиновые перчатки/сапоги.
Слайд 7МДК 02
МДК 02
Слайд 8Напряжение, В 220
Тип сварки ММА/MIG/MAG/TIG
Потребляемая мощность, кВт 6.2
Напряжение холостого хода, В 65
Диапазон
Напряжение, В 220
Тип сварки ММА/MIG/MAG/TIG
Потребляемая мощность, кВт 6.2
Напряжение холостого хода, В 65
Диапазон

 Нанороботы
Нанороботы Отходы. Утилизация отходов
Отходы. Утилизация отходов Лидия Прхиповна Кузнецова (Уварова). Скульптор города Лысьвы 15.01.1934 – 15.08.2014
Лидия Прхиповна Кузнецова (Уварова). Скульптор города Лысьвы 15.01.1934 – 15.08.2014 Лекция 6. Показатели эффективности
Лекция 6. Показатели эффективности ВЗАИМОДЕЙСТВИЕ КЛАССНОГО РУКОВОДИТЕЛЯ С РОДИТЕЛЯМИ ( из практического опыта)
ВЗАИМОДЕЙСТВИЕ КЛАССНОГО РУКОВОДИТЕЛЯ С РОДИТЕЛЯМИ ( из практического опыта) Всеобщая декларация прав человека
Всеобщая декларация прав человека Фильтры/кондиционеры охлаждающей жидкости
Фильтры/кондиционеры охлаждающей жидкости Блок обучения. Для сотрудников Компании “Шин Line”
Блок обучения. Для сотрудников Компании “Шин Line” Der Dolmetscher
Der Dolmetscher Синтез наночастиц серебра
Синтез наночастиц серебра Высокий старт. Билимбай 1941-1943 гг. Реактивное самолётостроение. Вертолётостроение. Космонавтика
Высокий старт. Билимбай 1941-1943 гг. Реактивное самолётостроение. Вертолётостроение. Космонавтика Все люди от природы стремятся к знанию.Аристотель.
Все люди от природы стремятся к знанию.Аристотель. Экономические школы
Экономические школы Шаблон презентации проекта
Шаблон презентации проекта Национальная книжная палата БеларусиЕрмолич Елена Ивановна
Национальная книжная палата БеларусиЕрмолич Елена Ивановна Субъекты гражданского права
Субъекты гражданского права Как выводить глубоко офлайновые компании в есот
Как выводить глубоко офлайновые компании в есот 1Национальный центр развития философии и искусств «Большая Волхонка»
1Национальный центр развития философии и искусств «Большая Волхонка» Церковь и государство в XV - начале XVI вв
Церковь и государство в XV - начале XVI вв Мастер-классы
Мастер-классы Москва - город, в котором мы живем
Москва - город, в котором мы живем Тех лет не смолкнет слава. Герои - артековцы
Тех лет не смолкнет слава. Герои - артековцы Введение ФГОС
Введение ФГОС 11. КТтрон от ТехПром
11. КТтрон от ТехПром Кома
Кома  Вышивка крестом 7 класс
Вышивка крестом 7 класс Русский язык. 2 класс
Русский язык. 2 класс Лепка из пластилина. Резьба по кости
Лепка из пластилина. Резьба по кости