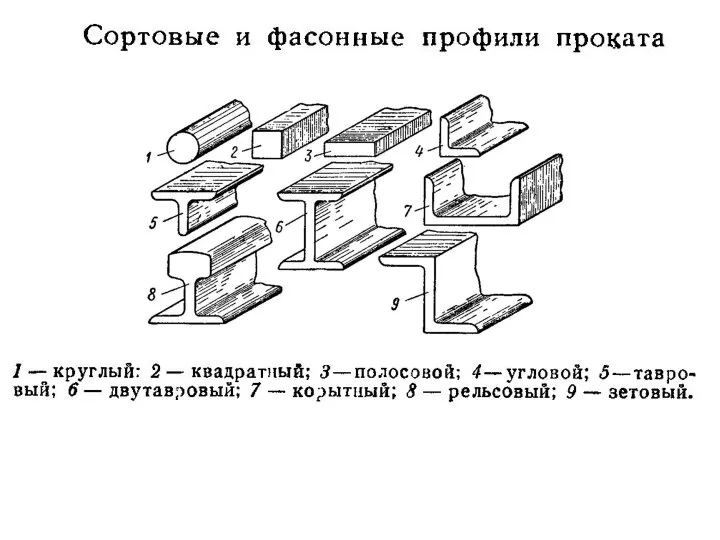
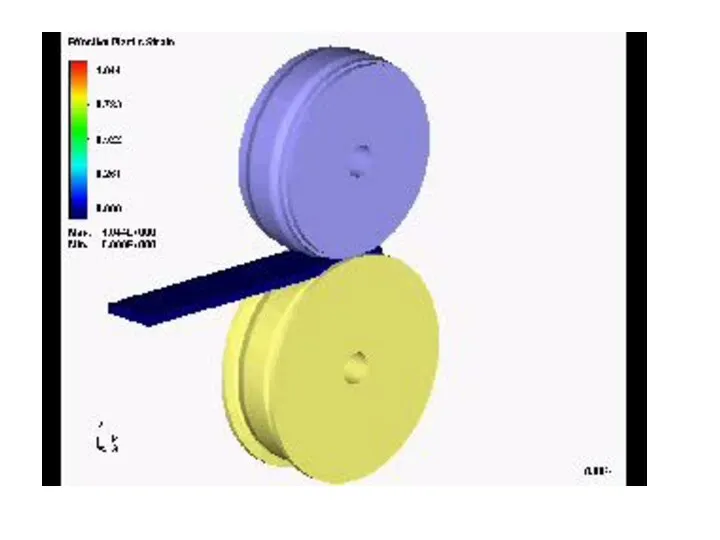
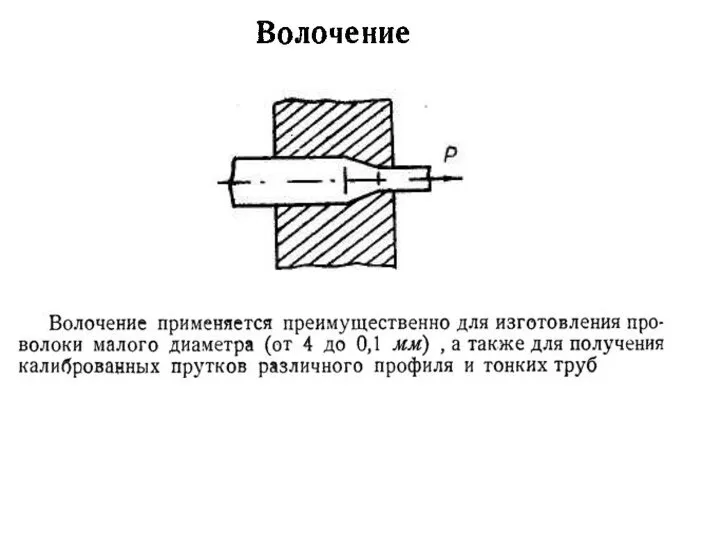
- Производственная обработка давлением

Содержание
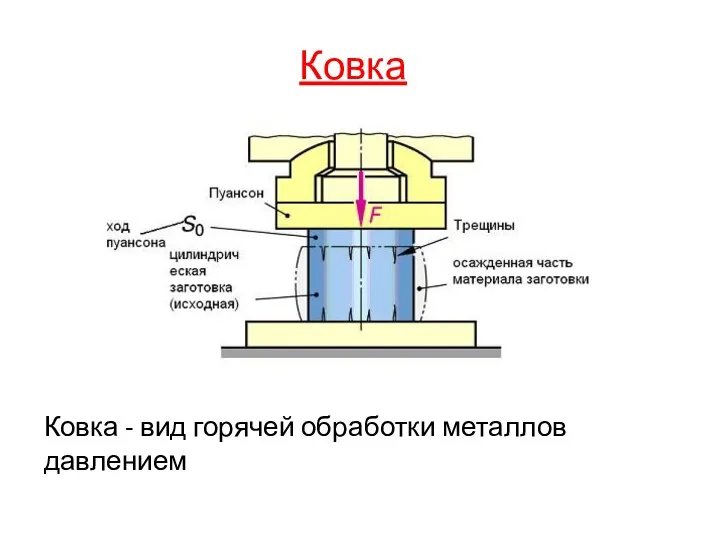
- 5. Ковка Ковка - вид горячей обработки металлов давлением
- 6. ковка
- 7. Осадка
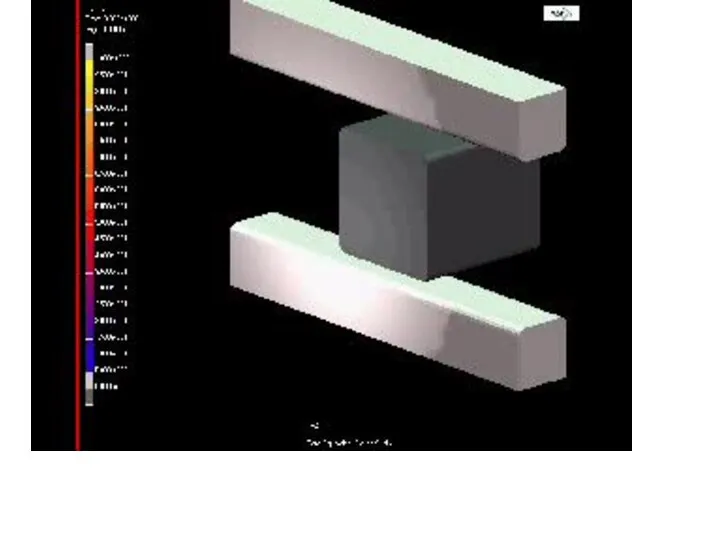
- 8. Горячая объемная штамповка
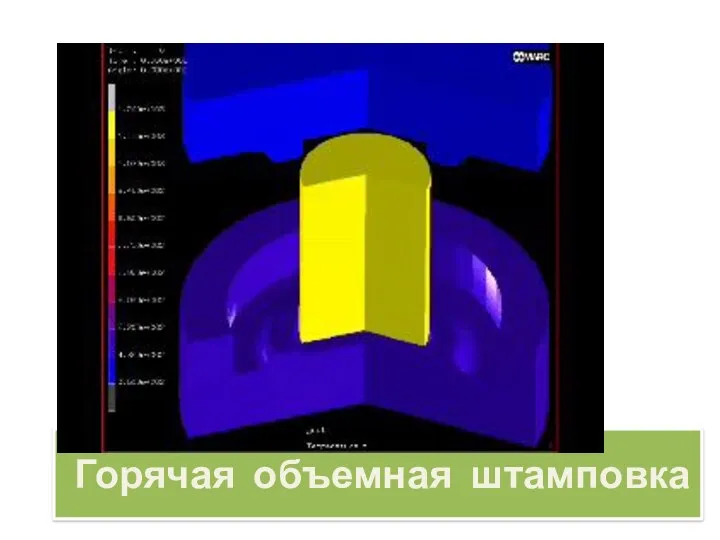
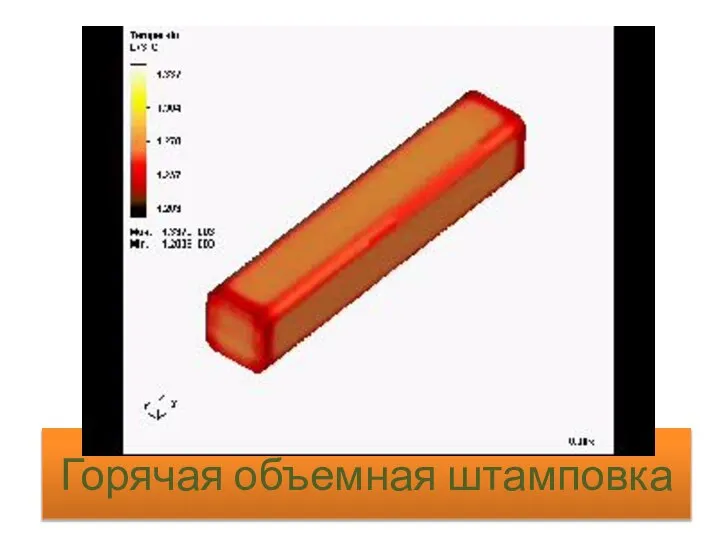
- 9. Горячая объемная штамповка
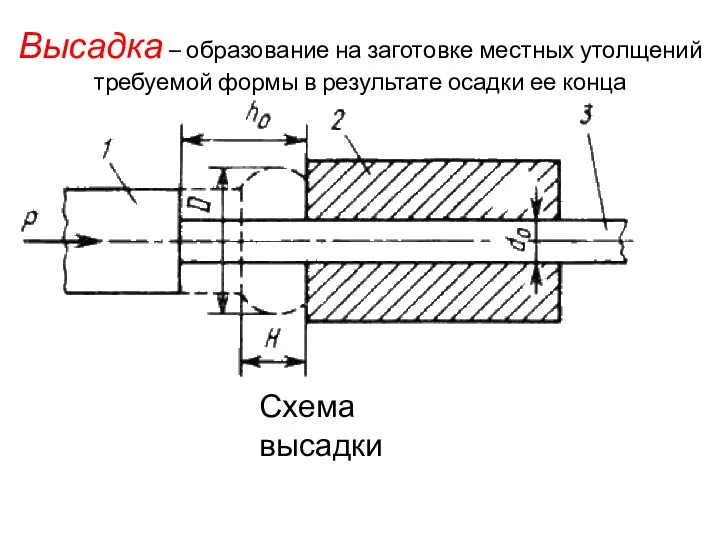
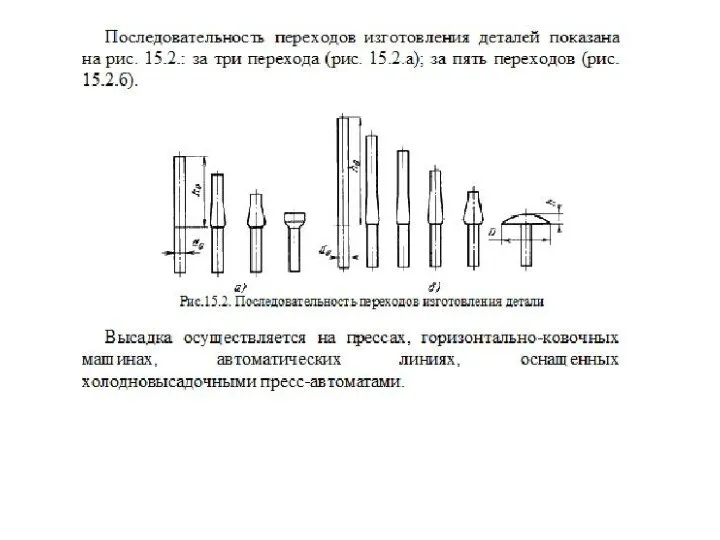
- 10. Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки ее конца Схема высадки
- 20. F=fN – сила трения N=(0,18÷0,35)P действует в направлении увеличения зазора Z между ножами.
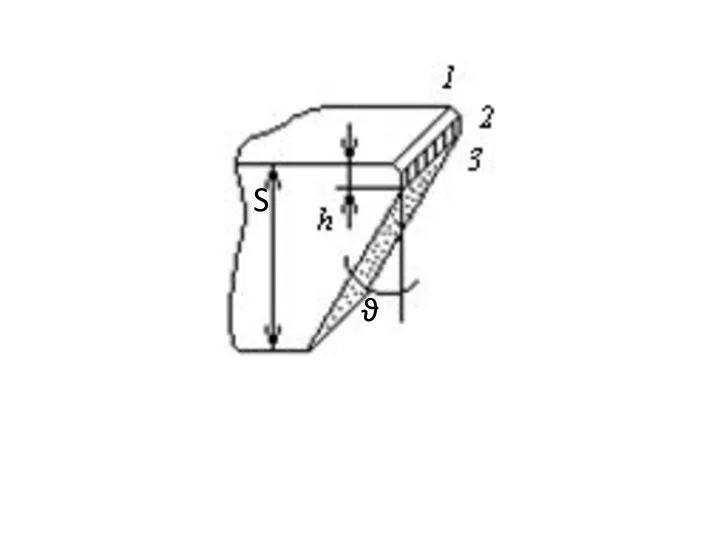
- 21. S ϑ
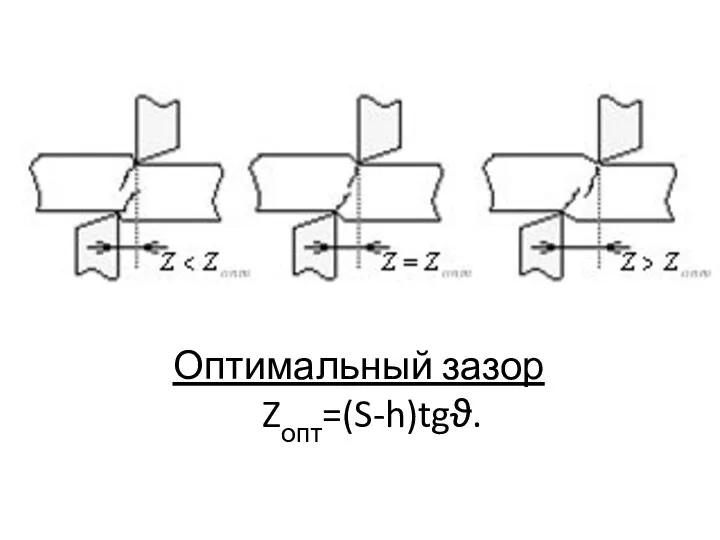
- 22. Оптимальный зазор Zопт=(S-h)tgϑ.
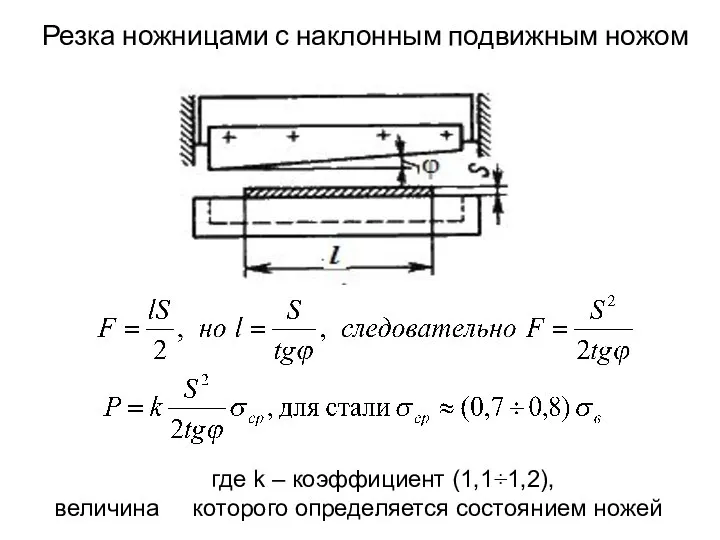
- 23. Резка ножницами с наклонным подвижным ножом где k – коэффициент (1,1÷1,2), величина которого определяется состоянием ножей
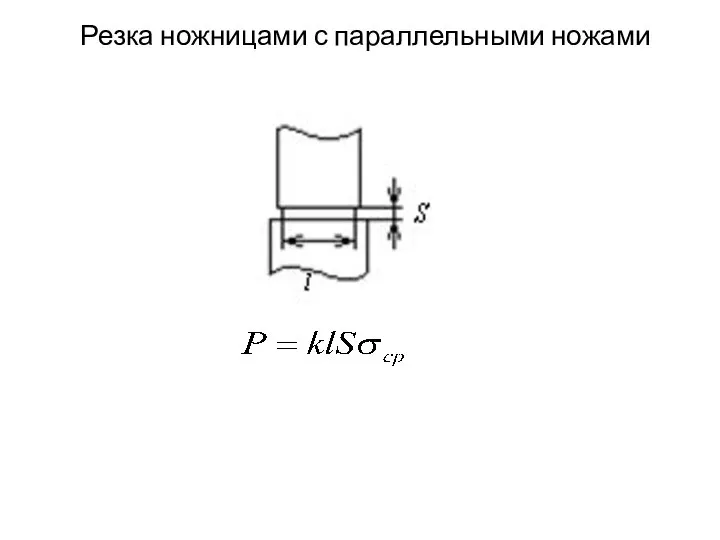
- 24. Резка ножницами с параллельными ножами где k – коэффициент (1,1÷1,2), величина которого определяется состоянием ножей.
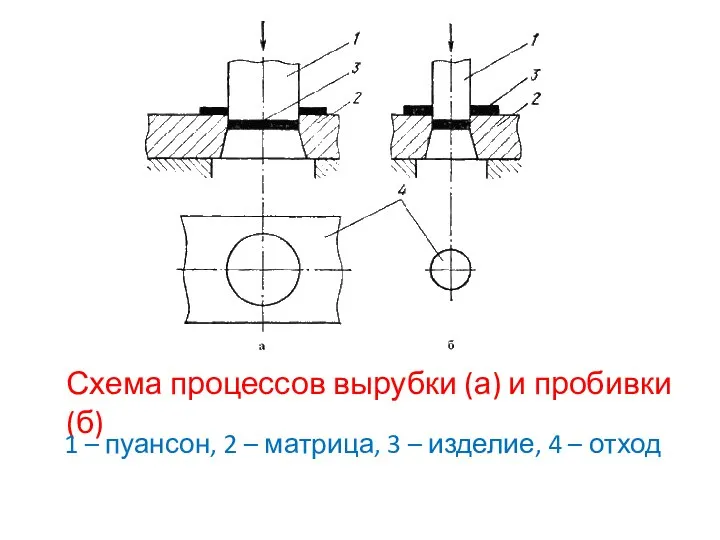
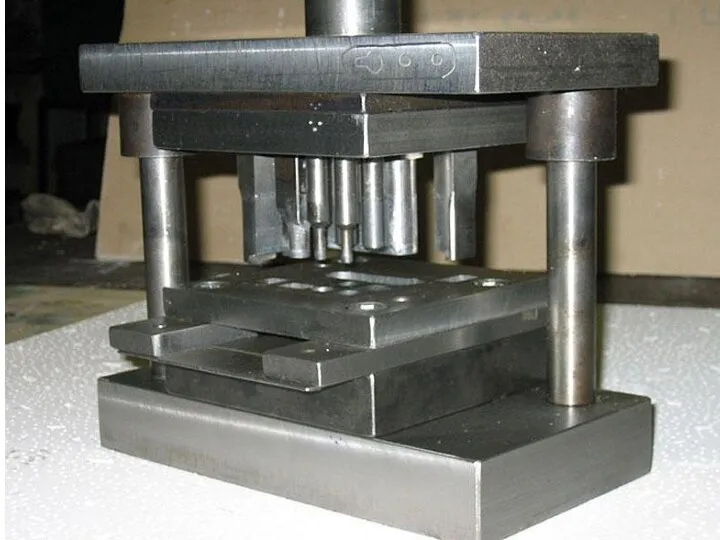
- 25. Схема процессов вырубки (а) и пробивки (б) 1 – пуансон, 2 – матрица, 3 – изделие,
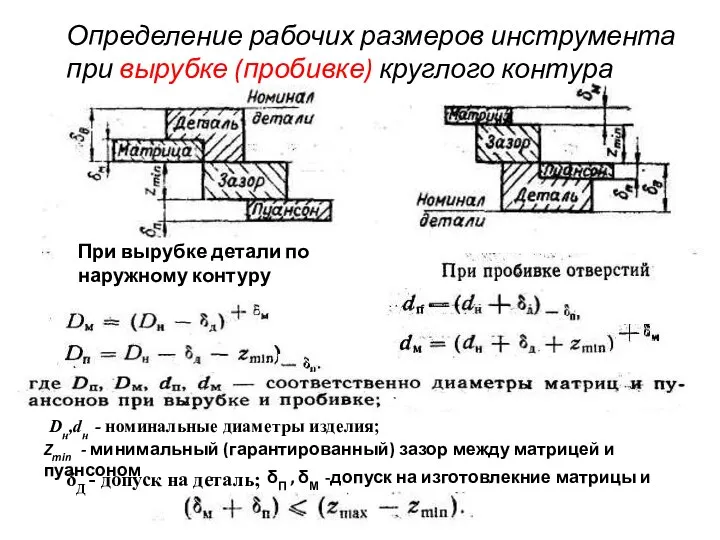
- 26. Определение рабочих размеров инструмента при вырубке (пробивке) круглого контура При вырубке детали по наружному контуру Dн,dн
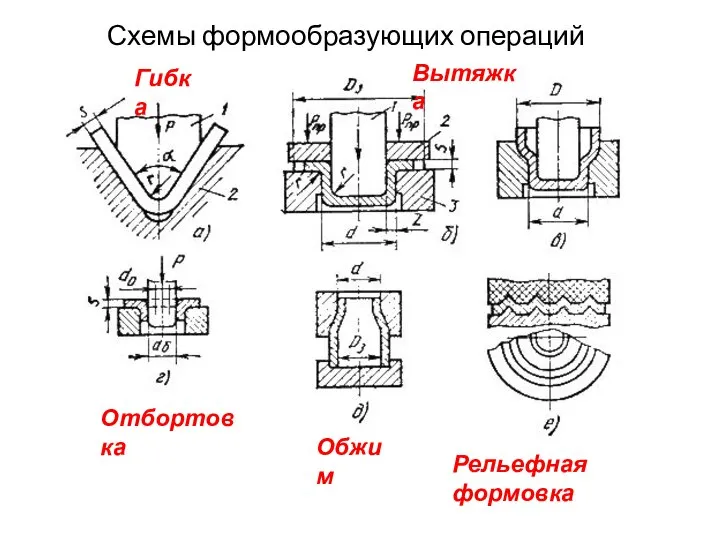
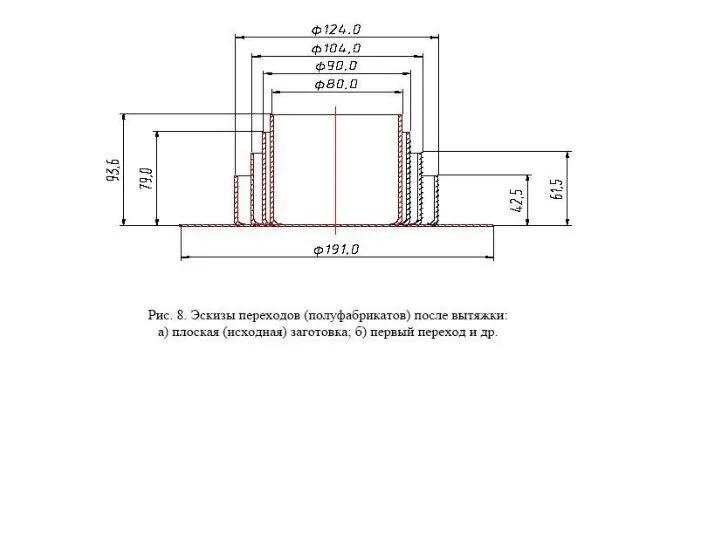
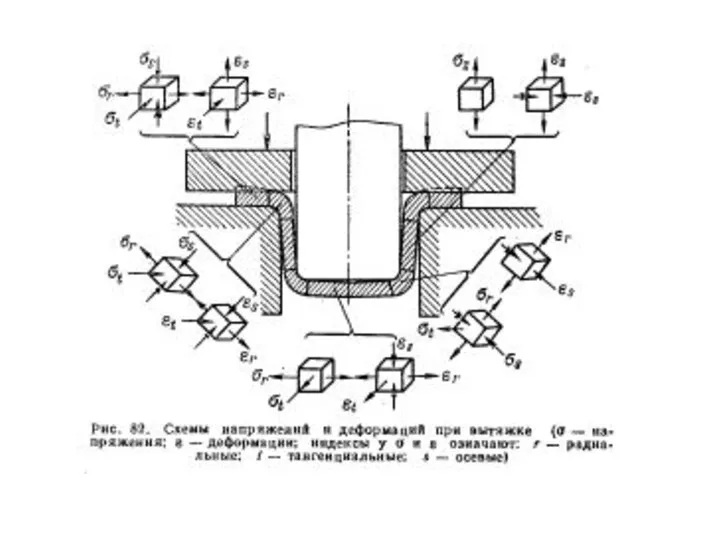
- 31. Схемы формообразующих операций Гибка Вытяжка Отбортовка Обжим Рельефная формовка
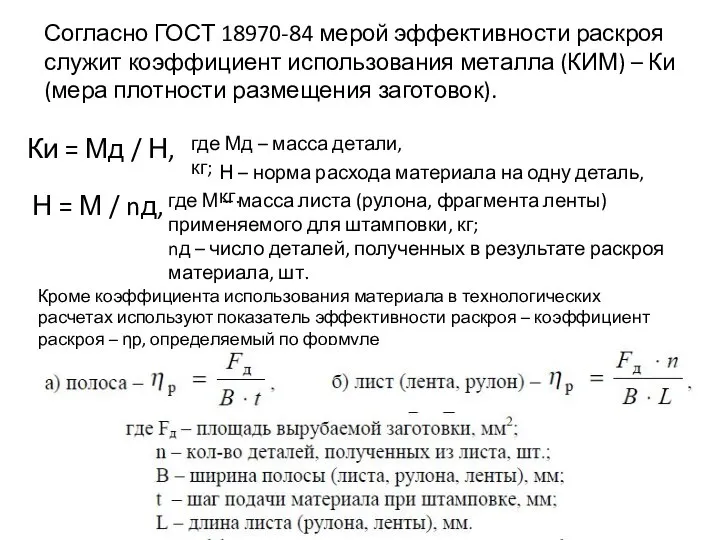
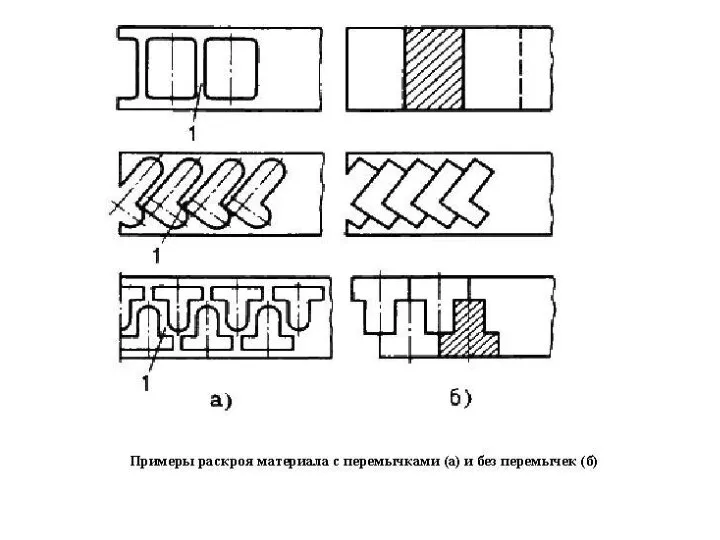
- 36. Согласно ГОСТ 18970-84 мерой эффективности раскроя служит коэффициент использования металла (КИМ) – Ки (мера плотности размещения
- 55. Скачать презентацию
Слайд 5Ковка
Ковка - вид горячей обработки металлов давлением
Ковка
Ковка - вид горячей обработки металлов давлением
Слайд 6ковка
ковка

Слайд 7Осадка
Осадка
Слайд 8 Горячая объемная штамповка
Горячая объемная штамповка
Слайд 9Горячая объемная штамповка
Горячая объемная штамповка
Слайд 10Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки
Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки

Слайд 20F=fN – сила трения
N=(0,18÷0,35)P действует в направлении
увеличения зазора Z между ножами.
F=fN – сила трения
N=(0,18÷0,35)P действует в направлении
увеличения зазора Z между ножами.

Слайд 21S
ϑ
S
ϑ
Слайд 22Оптимальный зазор
Zопт=(S-h)tgϑ.
Оптимальный зазор
Zопт=(S-h)tgϑ.
Слайд 23Резка ножницами с наклонным подвижным ножом
где k – коэффициент (1,1÷1,2), величина
Резка ножницами с наклонным подвижным ножом
где k – коэффициент (1,1÷1,2), величина
Слайд 24Резка ножницами с параллельными ножами
где k – коэффициент (1,1÷1,2), величина
Резка ножницами с параллельными ножами
где k – коэффициент (1,1÷1,2), величина
Слайд 25Схема процессов вырубки (а) и пробивки (б)
1 – пуансон, 2 – матрица,
Схема процессов вырубки (а) и пробивки (б)
1 – пуансон, 2 – матрица,
Слайд 26Определение рабочих размеров инструмента при вырубке (пробивке) круглого контура
При вырубке детали по
Определение рабочих размеров инструмента при вырубке (пробивке) круглого контура
При вырубке детали по
Слайд 31Схемы формообразующих операций
Гибка
Вытяжка
Отбортовка
Обжим
Рельефная формовка
Схемы формообразующих операций
Гибка
Вытяжка
Отбортовка
Обжим
Рельефная формовка
Слайд 36Согласно ГОСТ 18970-84 мерой эффективности раскроя служит коэффициент использования металла (КИМ) –
Согласно ГОСТ 18970-84 мерой эффективности раскроя служит коэффициент использования металла (КИМ) –







 СNet Attribute
СNet Attribute Разбор демоверсии теста задания 9-18
Разбор демоверсии теста задания 9-18 Воспитательное мероприятие профориентационного характера
Воспитательное мероприятие профориентационного характера Основные звенья стратегии профессионального роста педагога-психолога
Основные звенья стратегии профессионального роста педагога-психолога Кунгурская городская управа
Кунгурская городская управа Библиотека МБОУ «Школа№17»
Библиотека МБОУ «Школа№17» Презентация на тему Техника безопасности в кабинете информатики
Презентация на тему Техника безопасности в кабинете информатики Перловая крупа и блюда из нее
Перловая крупа и блюда из нее Создание отчетов с помощью «Конструктора»
Создание отчетов с помощью «Конструктора» Презентация на тему Русская игрушка - Матрешка
Презентация на тему Русская игрушка - Матрешка Мотивация персонала
Мотивация персонала Гражданское обществ и государство
Гражданское обществ и государство Swix poles
Swix poles Лыжная подготовка
Лыжная подготовка 03_LOGITECH. B2B C&P Pres
03_LOGITECH. B2B C&P Pres Анализ проекта
Анализ проекта Образовательная система будущего
Образовательная система будущего Задачи на движение
Задачи на движение МУП «Пассажирские перевозки г.Пензы».
МУП «Пассажирские перевозки г.Пензы». ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ»
ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ» Помада абсолютный поцелуй
Помада абсолютный поцелуй Презентація. Письмо. 20.09.22
Презентація. Письмо. 20.09.22 Зрение школьника
Зрение школьника Городская неделя музыки
Городская неделя музыки Трудовой договор
Трудовой договор Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ
Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ История развития науки криминалистики
История развития науки криминалистики Протоколы глобальных сетей
Протоколы глобальных сетей