- Производственные процессы. Управление процесами. Модуль 2

Содержание
- 2. СЕТЕВОЙ ГРАФИК ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
- 3. СЕТЕВОЙ ГРАФИК Сетевой график —модель производственного процесса, в котором отображается последовательность выполнения комплекса работ, увязывающая их
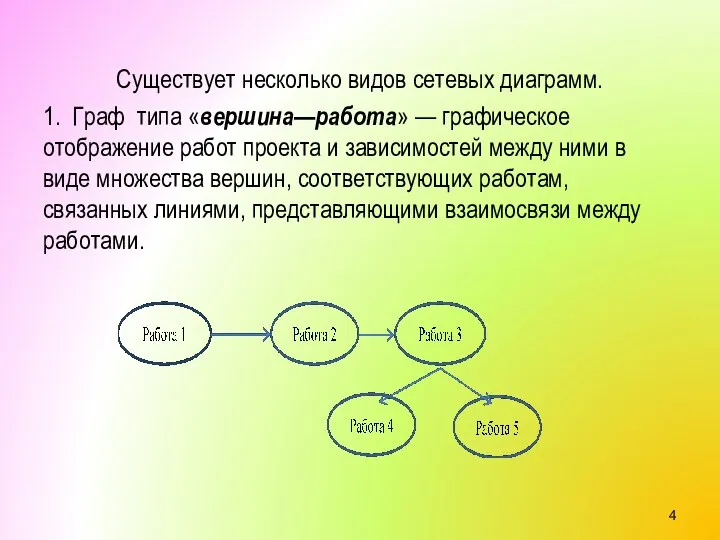
- 4. Существует несколько видов сетевых диаграмм. 1. Граф типа «вершина—работа» — графическое отображение работ проекта и зависимостей
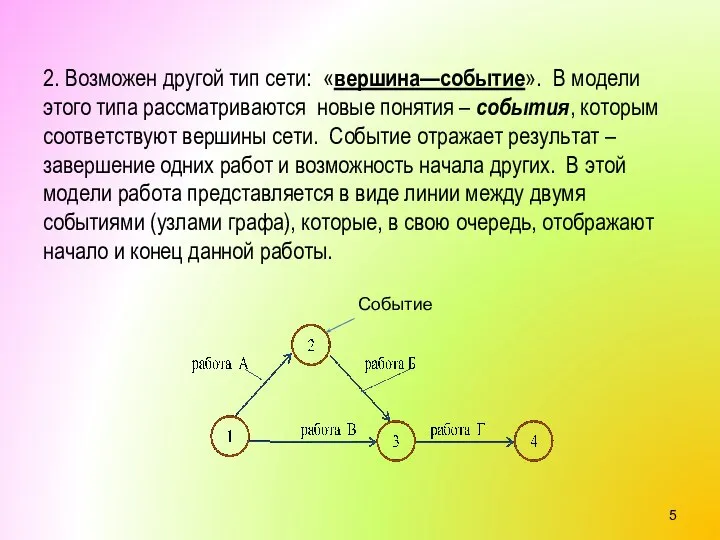
- 5. 2. Возможен другой тип сети: «вершина—событие». В модели этого типа рассматриваются новые понятия – события, которым
- 6. В сетевом графике возможны следующие виды событий: Исходное событие — начало выполнения комплекса работ (на рис.
- 7. В исходное событие сетевого графика не входит, а из завершающего не выходит ни одна работа. В
- 8. МЕТОД РАСЧЕТА КРИТИЧЕСКОГО ПУТИ Широко используется для принятия решения при управлении проектами. В основе метода лежит
- 9. Пути в сетевом графике могут быть трех видов: Полный путь — начало совпадает с исходным событием
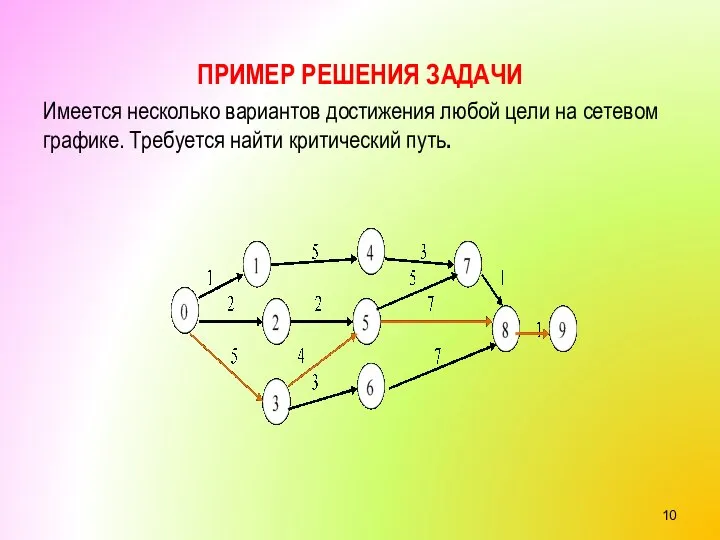
- 10. ПРИМЕР РЕШЕНИЯ ЗАДАЧИ Имеется несколько вариантов достижения любой цели на сетевом графике. Требуется найти критический путь.
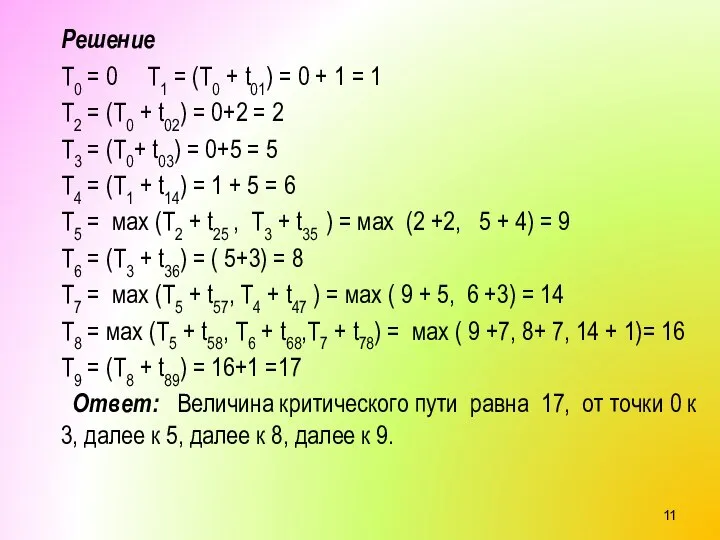
- 11. Решение T0 = 0 T1 = (T0 + t01) = 0 + 1 = 1 T2
- 12. ЗАДАНИЕ 2.1 Найти критический путь для выбранной Вами сети.
- 13. КОНТРОЛЬ ПРОЦЕССОВ
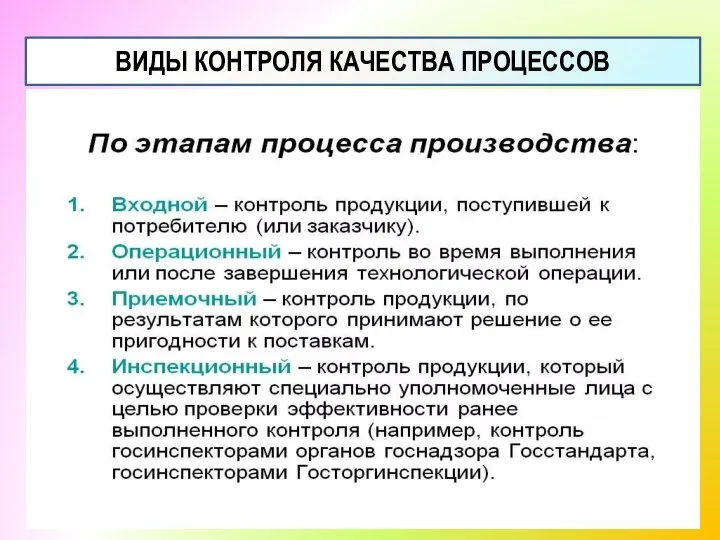
- 14. ВИДЫ КОНТРОЛЯ КАЧЕСТВА ПРОЦЕССОВ
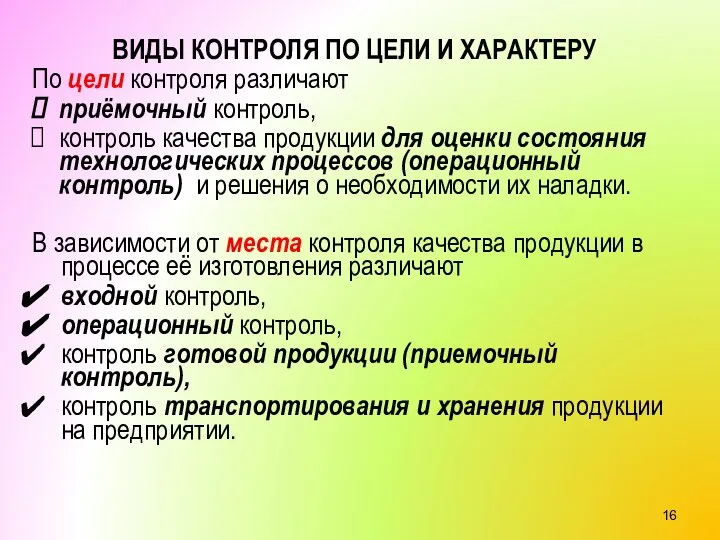
- 16. ВИДЫ КОНТРОЛЯ ПО ЦЕЛИ И ХАРАКТЕРУ По цели контроля различают приёмочный контроль, контроль качества продукции для
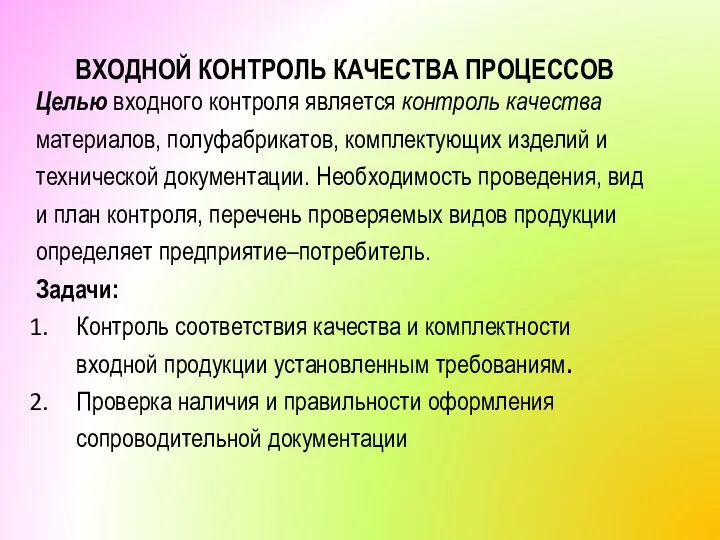
- 17. ВХОДНОЙ КОНТРОЛЬ КАЧЕСТВА ПРОЦЕССОВ Целью входного контроля является контроль качества материалов, полуфабрикатов, комплектующих изделий и технической
- 20. По характеру контроля различают инспекционный и летучий контроль. Инспекционный контроль - это контроль уже проконтролиро-ванной продукции,
- 21. Различают разрушающий и неразрушающий контроль. Разрушающий контроль делает продукцию непригодной к дальнейшему использованию и, как правило,
- 22. СТАТИСТИЧЕСКИЙ КОНТРОЛЬ ПРОЦЕССОВ (SPC) Термин статистический контроль процессов обычно используется в производственных процессах (хотя он также
- 23. Используются следующие методы статистического контроля качества процессов: Анализ точности и стабильности процессов Анализ надежности Статистический приемочный
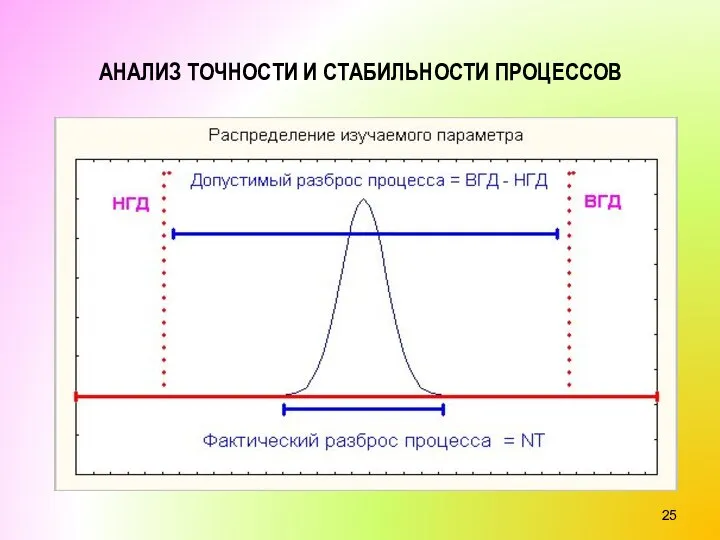
- 24. АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ Точность процесса - это его свойство обеспечить близость действительных и заданных
- 25. АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ
- 26. АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ Аналогом индекса Ср является его обратная величина - коэффициент точности: Кт
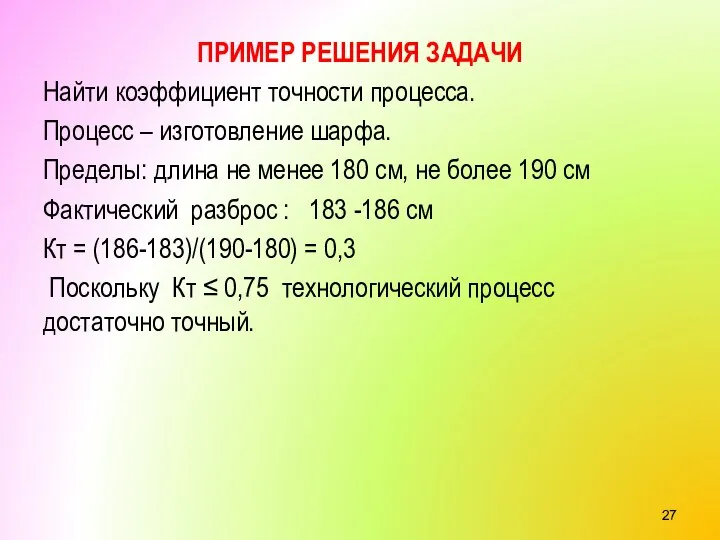
- 27. ПРИМЕР РЕШЕНИЯ ЗАДАЧИ Найти коэффициент точности процесса. Процесс – изготовление шарфа. Пределы: длина не менее 180
- 28. ЗАДАЧА 2.2 Найти коэффициенты точности и воспроизводимости выбранного процесса. Показать графически. Процесс –…….. Пределы: ……. Фактический
- 29. АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ Показатели надежности – количественно характеризуют, в какой степени данному объекту или процессу присущи
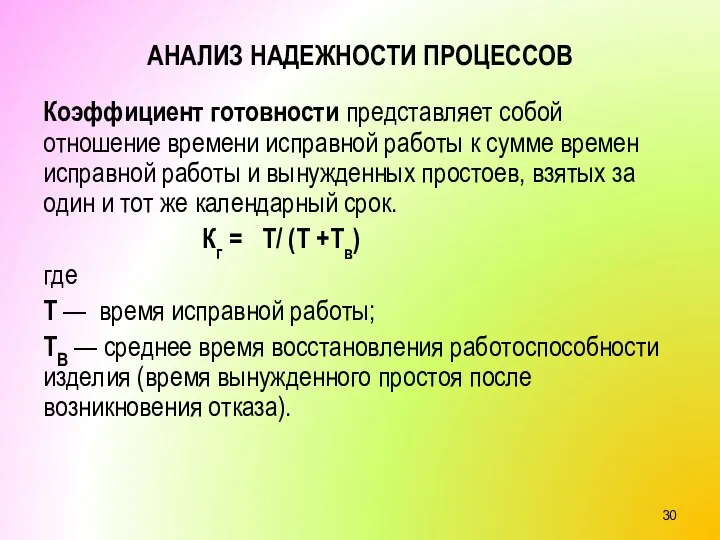
- 30. АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ Коэффициент готовности представляет собой отношение времени исправной работы к сумме времен исправной работы
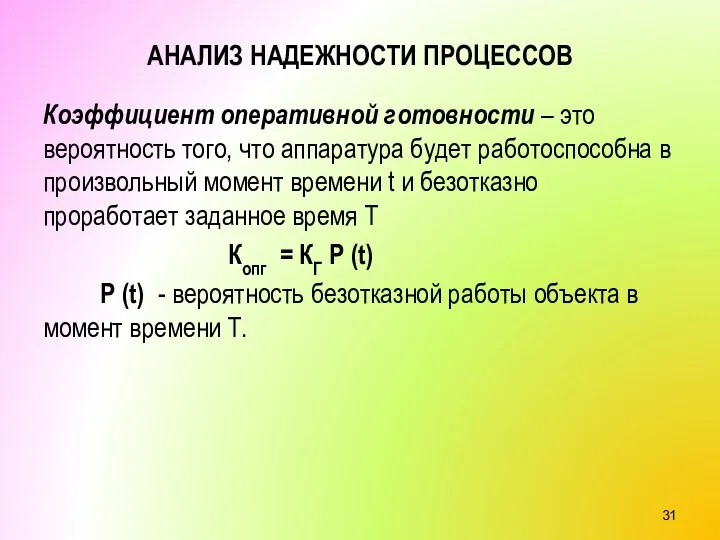
- 31. АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ Коэффициент оперативной готовности – это вероятность того, что аппаратура будет работоспособна в произвольный
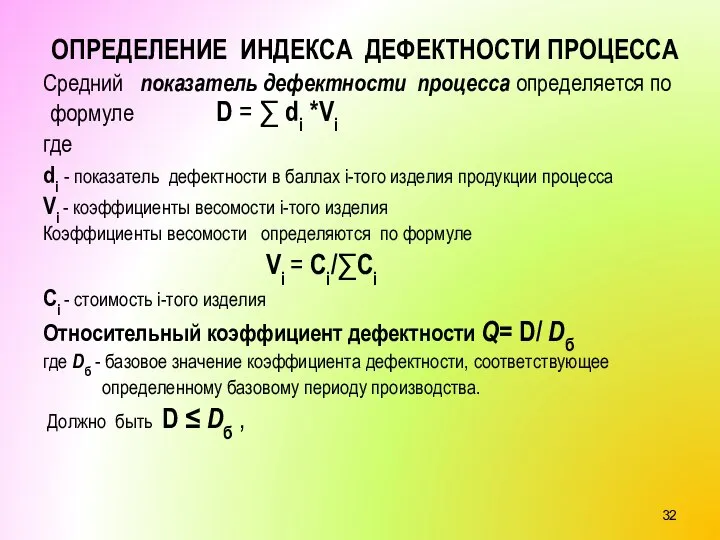
- 32. ОПРЕДЕЛЕНИЕ ИНДЕКСА ДЕФЕКТНОСТИ ПРОЦЕССА Средний показатель дефектности процесса определяется по формуле D = ∑ di *Vi
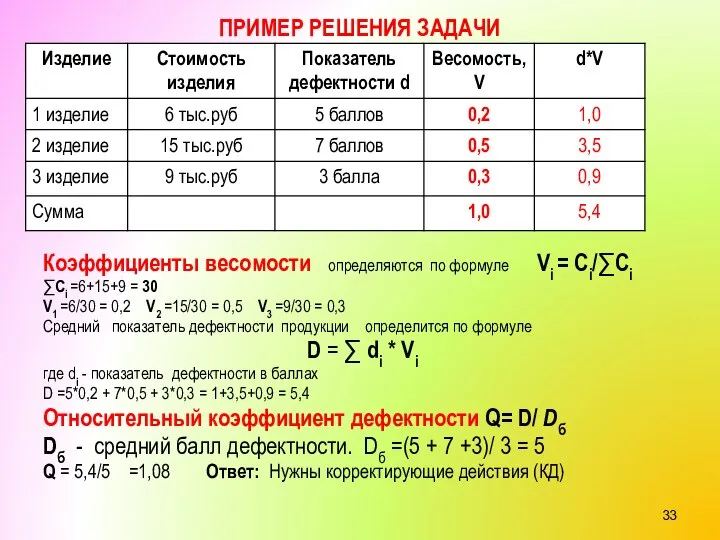
- 33. ПРИМЕР РЕШЕНИЯ ЗАДАЧИ Была выпущена продукция 3 групп изделий Коэффициенты весомости определяются по формуле Vi =
- 34. ЗАДАЧА 2.3 Определить индекс дефектности для выбранной продукции и сделать вывод (нужны или нет корректирующие действия).
- 35. ВИДЫ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ
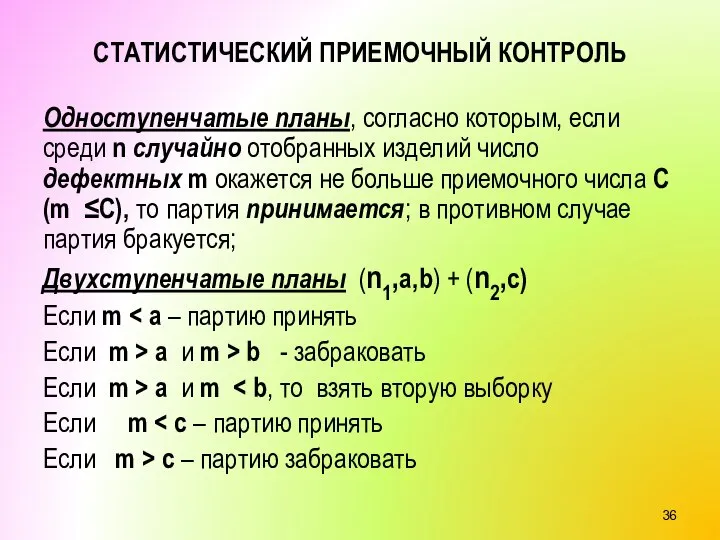
- 36. СТАТИСТИЧЕСКИЙ ПРИЕМОЧНЫЙ КОНТРОЛЬ Одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий число дефектных m
- 37. ЗАДАЧА 2.3 Определить возможность принятия партии изготовленной продукции. Исходные данные ( n, m, a, b, с
- 38. ПОДХОДЫ К УПРАВЛЕНИЮ ОРГАНИЗАЦИЕЙ
- 39. ПОДХОДЫ К УПРАВЛЕНИЮ ОРГАНИЗАЦИЕЙ Функциональный Процессный Процессно-функциональный
- 40. ФУНКЦИОНАЛЬНЫЙ ПОДХОД К УПРАВЛЕНИЮ
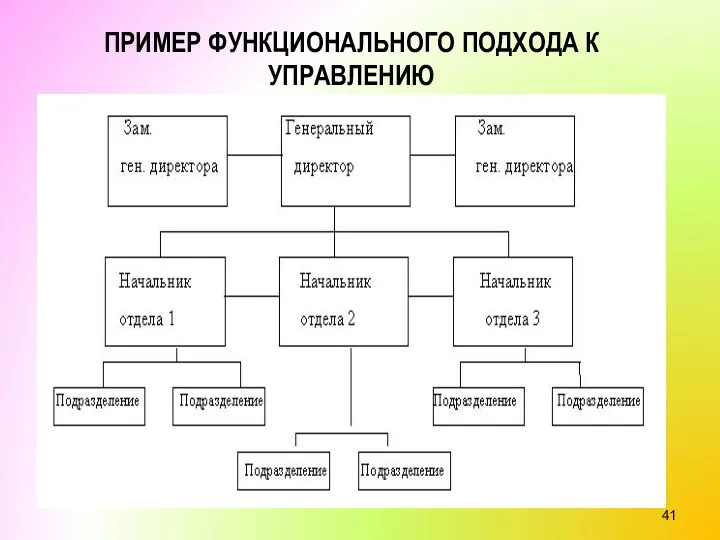
- 41. ПРИМЕР ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
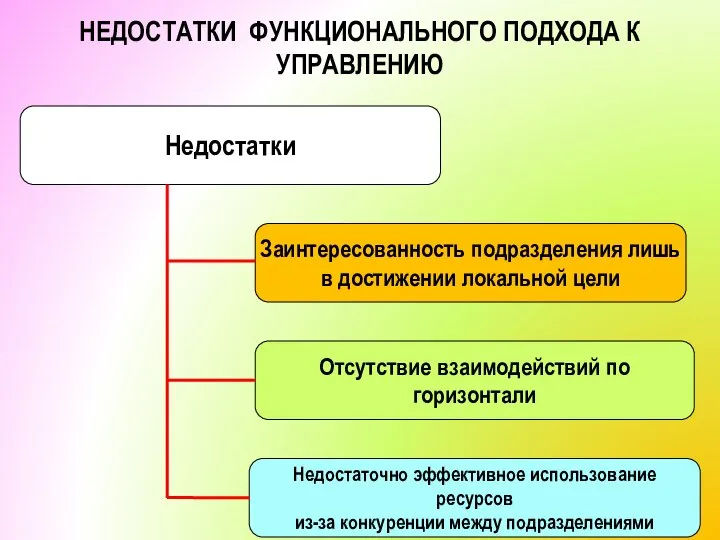
- 42. Нeдocтaтки: НЕДОСТАТКИ ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
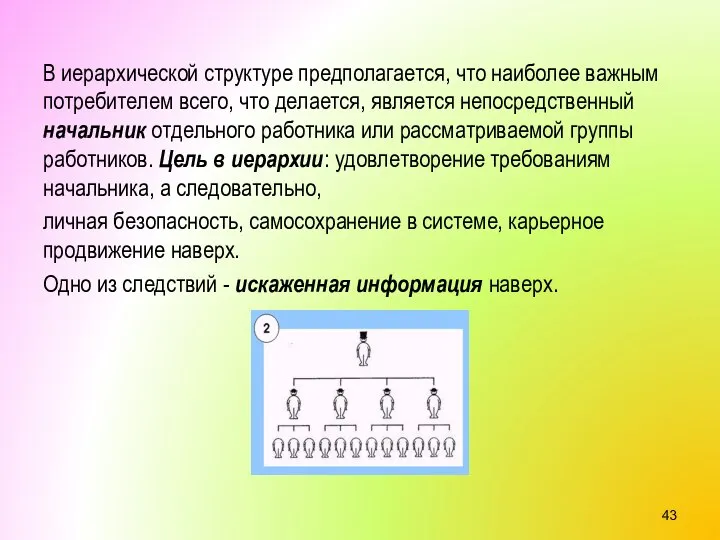
- 43. В иерархической структуре предполагается, что наиболее важным потребителем всего, что делается, является непосредственный начальник отдельного работника
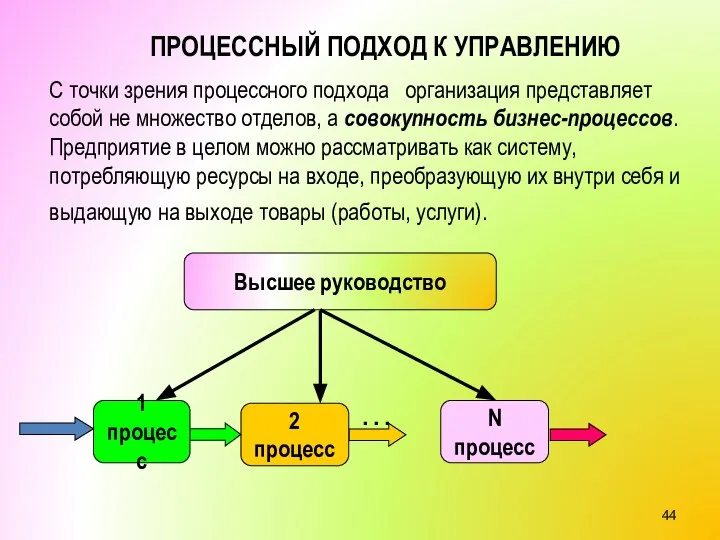
- 44. С точки зрения процессного подхода организация представляет собой не множество отделов, а совокупность бизнес-процессов. Предприятие в
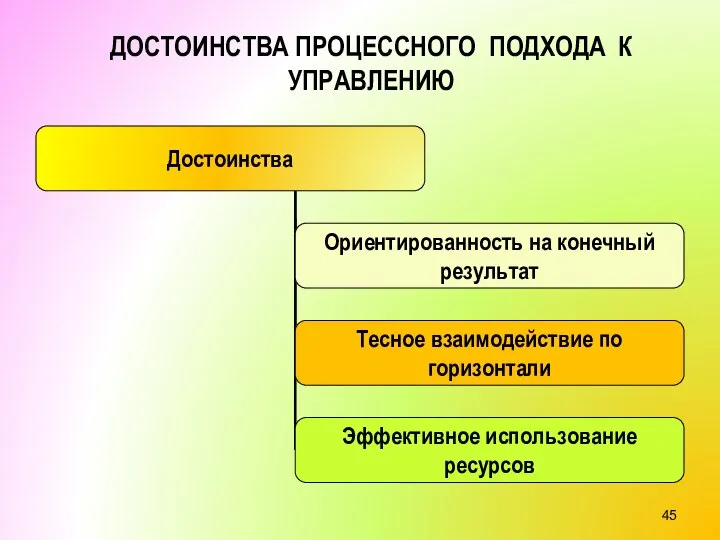
- 45. ДОСТОИНСТВА ПРОЦЕССНОГО ПОДХОДА К УПРАВЛЕНИЮ
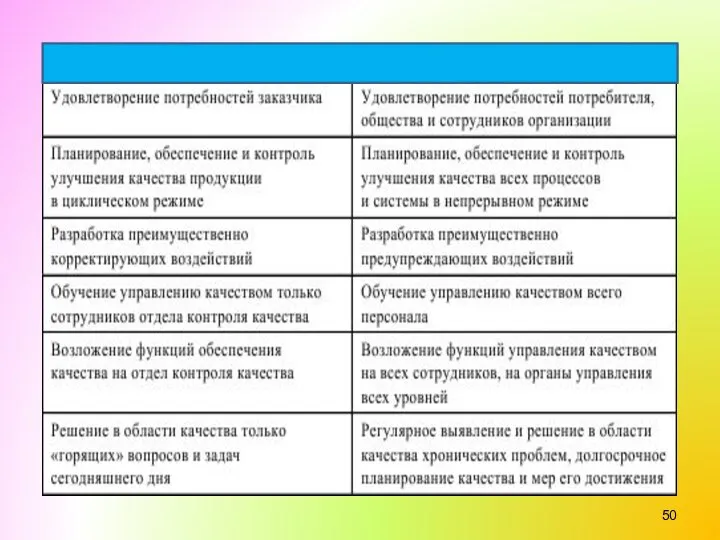
- 46. СРАВНЕНИЕ ДВУХ ПОДХОДОВ К УПРАВЛЕНИЮ
- 47. Процессный подход - один из мощных инструментов повышения эффективности бизнеса. Технология описания бизнес-процессов позволяет анализировать возможные
- 48. ресурсы подразделения Высшее руководство 1 процесс 2 процесс N процесс 1 2 3 4 5 6
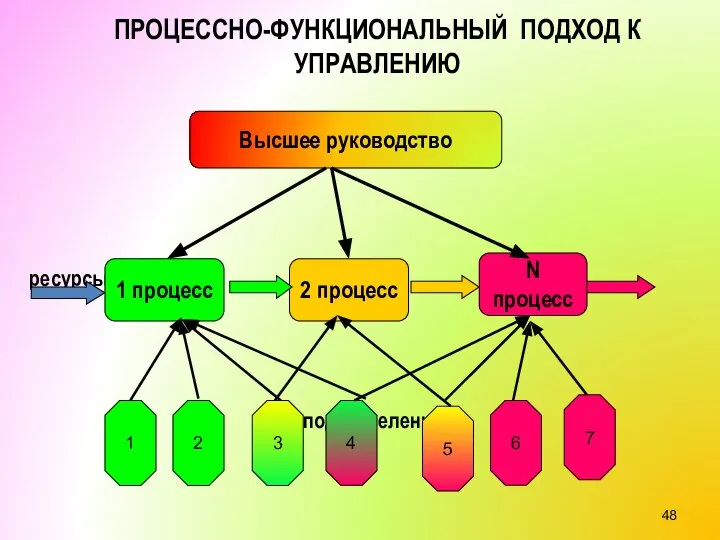
- 49. ПРИМЕР ПРОЦЕССНО-ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
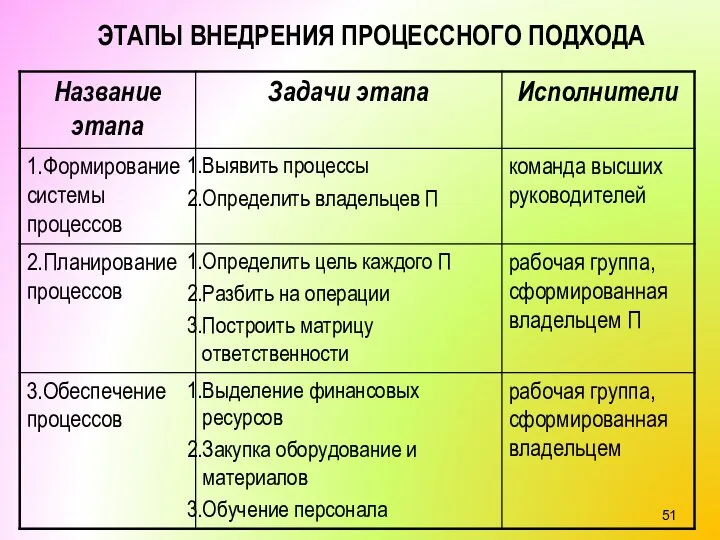
- 51. ЭТАПЫ ВНЕДРЕНИЯ ПРОЦЕССНОГО ПОДХОДА
- 53. ОРГАНИЗАЦИЯ РАБОТ ПО УЛУЧШЕНИЮ ПРОЦЕССА Организация работ: должен быть назначен координатор работы группы; в число участников
- 55. Скачать презентацию
Слайд 3 СЕТЕВОЙ ГРАФИК
Сетевой график —модель производственного процесса, в котором отображается последовательность
СЕТЕВОЙ ГРАФИК
Сетевой график —модель производственного процесса, в котором отображается последовательность
Слайд 4Существует несколько видов сетевых диаграмм.
1. Граф типа «вершина—работа» — графическое отображение
Существует несколько видов сетевых диаграмм.
1. Граф типа «вершина—работа» — графическое отображение
Слайд 52. Возможен другой тип сети: «вершина—событие». В модели этого типа рассматриваются новые
2. Возможен другой тип сети: «вершина—событие». В модели этого типа рассматриваются новые
Слайд 6В сетевом графике возможны следующие виды событий:
Исходное событие — начало выполнения
В сетевом графике возможны следующие виды событий:
Исходное событие — начало выполнения
Слайд 7В исходное событие сетевого графика не входит, а из завершающего не выходит
В исходное событие сетевого графика не входит, а из завершающего не выходит
Слайд 8МЕТОД РАСЧЕТА КРИТИЧЕСКОГО ПУТИ
Широко используется для принятия решения при управлении проектами.
МЕТОД РАСЧЕТА КРИТИЧЕСКОГО ПУТИ
Широко используется для принятия решения при управлении проектами.
Слайд 9Пути в сетевом графике могут быть трех видов:
Полный путь — начало совпадает
Пути в сетевом графике могут быть трех видов:
Полный путь — начало совпадает
Слайд 10ПРИМЕР РЕШЕНИЯ ЗАДАЧИ
Имеется несколько вариантов достижения любой цели на сетевом графике.
ПРИМЕР РЕШЕНИЯ ЗАДАЧИ
Имеется несколько вариантов достижения любой цели на сетевом графике.
Слайд 11Решение
T0 = 0 T1 = (T0 + t01) = 0 + 1
Решение
T0 = 0 T1 = (T0 + t01) = 0 + 1
Слайд 12ЗАДАНИЕ 2.1
Найти критический путь для выбранной Вами сети.
Найти критический путь для выбранной Вами сети.
Слайд 13
КОНТРОЛЬ ПРОЦЕССОВ
КОНТРОЛЬ ПРОЦЕССОВ
Слайд 14ВИДЫ КОНТРОЛЯ КАЧЕСТВА ПРОЦЕССОВ
ВИДЫ КОНТРОЛЯ КАЧЕСТВА ПРОЦЕССОВ

Слайд 16ВИДЫ КОНТРОЛЯ ПО ЦЕЛИ И ХАРАКТЕРУ
По цели контроля различают
приёмочный контроль,
контроль
ВИДЫ КОНТРОЛЯ ПО ЦЕЛИ И ХАРАКТЕРУ
По цели контроля различают
приёмочный контроль,
контроль
Слайд 17ВХОДНОЙ КОНТРОЛЬ КАЧЕСТВА ПРОЦЕССОВ
Целью входного контроля является контроль качества материалов, полуфабрикатов, комплектующих
ВХОДНОЙ КОНТРОЛЬ КАЧЕСТВА ПРОЦЕССОВ
Целью входного контроля является контроль качества материалов, полуфабрикатов, комплектующих
Слайд 20По характеру контроля различают инспекционный и летучий контроль.
Инспекционный контроль -
По характеру контроля различают инспекционный и летучий контроль.
Инспекционный контроль -
Слайд 21Различают разрушающий и неразрушающий контроль.
Разрушающий контроль делает продукцию непригодной к дальнейшему использованию
Различают разрушающий и неразрушающий контроль.
Разрушающий контроль делает продукцию непригодной к дальнейшему использованию
Слайд 22СТАТИСТИЧЕСКИЙ КОНТРОЛЬ ПРОЦЕССОВ (SPC)
Термин статистический контроль процессов обычно используется в производственных процессах
СТАТИСТИЧЕСКИЙ КОНТРОЛЬ ПРОЦЕССОВ (SPC)
Термин статистический контроль процессов обычно используется в производственных процессах
Слайд 23 Используются следующие методы статистического контроля качества процессов:
Анализ точности и стабильности
Используются следующие методы статистического контроля качества процессов:
Анализ точности и стабильности
Слайд 24АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ
Точность процесса - это его свойство обеспечить близость
АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ
Точность процесса - это его свойство обеспечить близость
Слайд 25АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ
АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ
Слайд 26АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ
Аналогом индекса Ср является его обратная величина -
АНАЛИЗ ТОЧНОСТИ И СТАБИЛЬНОСТИ ПРОЦЕССОВ
Аналогом индекса Ср является его обратная величина -
Слайд 27ПРИМЕР РЕШЕНИЯ ЗАДАЧИ
Найти коэффициент точности процесса.
Процесс – изготовление шарфа.
Пределы: длина не менее
ПРИМЕР РЕШЕНИЯ ЗАДАЧИ
Найти коэффициент точности процесса.
Процесс – изготовление шарфа.
Пределы: длина не менее
Слайд 28ЗАДАЧА 2.2
Найти коэффициенты точности и воспроизводимости выбранного процесса. Показать графически.
Процесс –……..
Пределы: …….
Фактический
ЗАДАЧА 2.2
Найти коэффициенты точности и воспроизводимости выбранного процесса. Показать графически.
Процесс –……..
Пределы: …….
Фактический
Слайд 29АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ
Показатели надежности – количественно характеризуют, в какой степени данному объекту
АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ
Показатели надежности – количественно характеризуют, в какой степени данному объекту
Слайд 30АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ
Коэффициент готовности представляет собой отношение времени исправной работы к сумме
АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ
Коэффициент готовности представляет собой отношение времени исправной работы к сумме
Слайд 31АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ
Коэффициент оперативной готовности – это вероятность того, что аппаратура будет
АНАЛИЗ НАДЕЖНОСТИ ПРОЦЕССОВ
Коэффициент оперативной готовности – это вероятность того, что аппаратура будет
Слайд 32ОПРЕДЕЛЕНИЕ ИНДЕКСА ДЕФЕКТНОСТИ ПРОЦЕССА
Средний показатель дефектности процесса определяется по формуле D
ОПРЕДЕЛЕНИЕ ИНДЕКСА ДЕФЕКТНОСТИ ПРОЦЕССА
Средний показатель дефектности процесса определяется по формуле D
Слайд 33ПРИМЕР РЕШЕНИЯ ЗАДАЧИ
Была выпущена продукция 3 групп изделий
Коэффициенты весомости определяются по
ПРИМЕР РЕШЕНИЯ ЗАДАЧИ
Была выпущена продукция 3 групп изделий
Коэффициенты весомости определяются по
Слайд 34ЗАДАЧА 2.3
Определить индекс дефектности для выбранной продукции и сделать вывод (нужны или
ЗАДАЧА 2.3
Определить индекс дефектности для выбранной продукции и сделать вывод (нужны или
Слайд 35ВИДЫ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ
ВИДЫ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ

Слайд 36СТАТИСТИЧЕСКИЙ ПРИЕМОЧНЫЙ КОНТРОЛЬ
Одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий
СТАТИСТИЧЕСКИЙ ПРИЕМОЧНЫЙ КОНТРОЛЬ
Одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий
Слайд 37ЗАДАЧА 2.3
Определить возможность принятия партии изготовленной продукции. Исходные данные ( n, m,
ЗАДАЧА 2.3
Определить возможность принятия партии изготовленной продукции. Исходные данные ( n, m,
Слайд 38
ПОДХОДЫ К УПРАВЛЕНИЮ ОРГАНИЗАЦИЕЙ
ПОДХОДЫ К УПРАВЛЕНИЮ ОРГАНИЗАЦИЕЙ
Слайд 39ПОДХОДЫ К УПРАВЛЕНИЮ ОРГАНИЗАЦИЕЙ
Функциональный
Процессный
Процессно-функциональный
Функциональный
Процессный
Процессно-функциональный
Слайд 40ФУНКЦИОНАЛЬНЫЙ ПОДХОД К УПРАВЛЕНИЮ
ФУНКЦИОНАЛЬНЫЙ ПОДХОД К УПРАВЛЕНИЮ

Слайд 41ПРИМЕР ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
ПРИМЕР ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
Слайд 42Нeдocтaтки:
НЕДОСТАТКИ ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
Нeдocтaтки:
НЕДОСТАТКИ ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
Слайд 43В иерархической структуре предполагается, что наиболее важным потребителем всего, что делается, является
В иерархической структуре предполагается, что наиболее важным потребителем всего, что делается, является
Слайд 44С точки зрения процессного подхода организация представляет собой не множество отделов, а
С точки зрения процессного подхода организация представляет собой не множество отделов, а
Слайд 45ДОСТОИНСТВА ПРОЦЕССНОГО ПОДХОДА К УПРАВЛЕНИЮ
ДОСТОИНСТВА ПРОЦЕССНОГО ПОДХОДА К УПРАВЛЕНИЮ
Слайд 46СРАВНЕНИЕ ДВУХ ПОДХОДОВ К УПРАВЛЕНИЮ
СРАВНЕНИЕ ДВУХ ПОДХОДОВ К УПРАВЛЕНИЮ

Слайд 47Процессный подход - один из мощных инструментов повышения эффективности бизнеса. Технология описания
Процессный подход - один из мощных инструментов повышения эффективности бизнеса. Технология описания
Слайд 48
ресурсы
подразделения
Высшее руководство
1 процесс
2 процесс
N процесс
1
2
3
4
5
6
7
ПРОЦЕССНО-ФУНКЦИОНАЛЬНЫЙ ПОДХОД К УПРАВЛЕНИЮ
ресурсы
подразделения
Высшее руководство
1 процесс
2 процесс
N процесс
1
2
3
4
5
6
7
ПРОЦЕССНО-ФУНКЦИОНАЛЬНЫЙ ПОДХОД К УПРАВЛЕНИЮ
Слайд 49ПРИМЕР ПРОЦЕССНО-ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ
ПРИМЕР ПРОЦЕССНО-ФУНКЦИОНАЛЬНОГО ПОДХОДА К УПРАВЛЕНИЮ

Слайд 51ЭТАПЫ ВНЕДРЕНИЯ ПРОЦЕССНОГО ПОДХОДА
ЭТАПЫ ВНЕДРЕНИЯ ПРОЦЕССНОГО ПОДХОДА

Слайд 53ОРГАНИЗАЦИЯ РАБОТ ПО УЛУЧШЕНИЮ ПРОЦЕССА
Организация работ:
должен быть назначен координатор работы группы;
в число
ОРГАНИЗАЦИЯ РАБОТ ПО УЛУЧШЕНИЮ ПРОЦЕССА
Организация работ:
должен быть назначен координатор работы группы;
в число
 Понятие и виды государственной службы Выполнили студентки 3 курса ЭФ группы Э112Б Олефир Карина
Понятие и виды государственной службы Выполнили студентки 3 курса ЭФ группы Э112Б Олефир Карина П
П KeMes__ESTUN -产品介绍
KeMes__ESTUN -产品介绍 Тема 5 (продолжение). Оценка конкурентоспособности объектов
Тема 5 (продолжение). Оценка конкурентоспособности объектов ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции
ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ПОДДЕРЖКИ РЕШЕНИЙ КОМПАС (наглядное представление, анализ и моделирование ГИ)
ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ПОДДЕРЖКИ РЕШЕНИЙ КОМПАС (наглядное представление, анализ и моделирование ГИ)  Финтегра. Готовая микрофинансовая организация
Финтегра. Готовая микрофинансовая организация In the TV world
In the TV world царство животных
царство животных Будьте осторожны на дорогах
Будьте осторожны на дорогах GE Consumer&Industrial CA Company overview
GE Consumer&Industrial CA Company overview Основные направления развития законодательства о кредитной кооперации17 ноября 2009 г.г. Москва
Основные направления развития законодательства о кредитной кооперации17 ноября 2009 г.г. Москва Табличные случаи деления
Табличные случаи деления ФасадДомСтрой
ФасадДомСтрой Дни международной торговли
Дни международной торговли Цель проекта: 1.Показать, что понимание человечеством функциональных связей и взаимосвязей между отдельными качествами жизни(добр
Цель проекта: 1.Показать, что понимание человечеством функциональных связей и взаимосвязей между отдельными качествами жизни(добр Урок- игра по творчеству М.Горького
Урок- игра по творчеству М.Горького И вот оно случилосьТЫ ВЫРОС ТЫ ВЗРОСЛЫЙ
И вот оно случилосьТЫ ВЫРОС ТЫ ВЗРОСЛЫЙ Распределительный закон умножения
Распределительный закон умножения Интернет шлюзы. Концентратор Работа концентраторов Работают на физическом уровне. Выполняют передачу пакетов на все порты. Произв
Интернет шлюзы. Концентратор Работа концентраторов Работают на физическом уровне. Выполняют передачу пакетов на все порты. Произв Презентация Закон о ПП
Презентация Закон о ПП Москва 2006
Москва 2006 Семинар для организаторов ППЭ государственной итоговой аттестации по образовательным программам основного общего образования
Семинар для организаторов ППЭ государственной итоговой аттестации по образовательным программам основного общего образования Игры с буквами
Игры с буквами Утомление при физической и умственной работе. Восстановление
Утомление при физической и умственной работе. Восстановление Гарин-Михайловский Николай Георгиевич /8(20).2.1852-27.11(10.12).1906/ Родился в семье военного. Окончил институт путей сообщения в Петербурге в
Гарин-Михайловский Николай Георгиевич /8(20).2.1852-27.11(10.12).1906/ Родился в семье военного. Окончил институт путей сообщения в Петербурге в 20161006_tema_uroka_5_klass_svyaz_muzyki_i_literatury
20161006_tema_uroka_5_klass_svyaz_muzyki_i_literatury Транскрипция как средство анализа пауз в русском жестовом дискурсе
Транскрипция как средство анализа пауз в русском жестовом дискурсе