- Производство драже

Содержание
- 2. Драже называют гладко отполированные, почти всегда блестящие кондитерские изделия округлой формы небольших размеров, поверхность которых покрыта
- 3. По виду покрытия драже подразделяют на следующие группы: покрытое сахарной пудрой; сахарной пудрой с различными добавками;
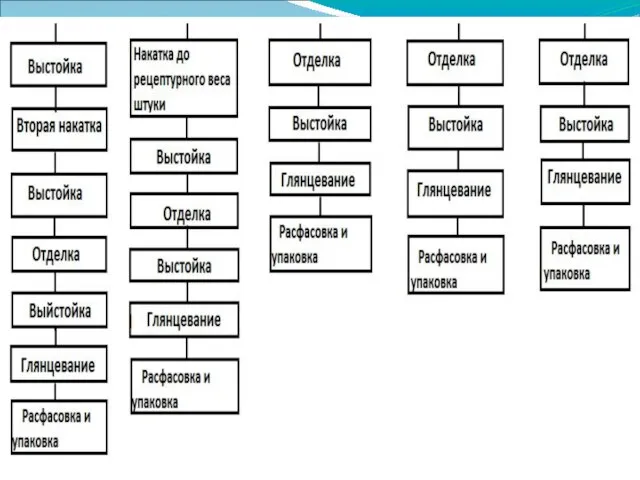
- 4. Технологическая схема приготовления драже
- 6. ПРИГОТОВЛЕНИЕ КОРПУСОВ ДРАЖЕ
- 7. Предварительно проводят подготовку сырья к производству. Сыпучие виды сырья просеивают, жидкие виды сырья фильтруют для удаления
- 8. Например, готовят купажи из отдельных партий фруктово-ягодного пюре с заданной желирующей способностью, кислотностью и массовой долей
- 9. В качестве основного сырья в дражейном производстве используют сахарную пудру, которую получают путем размола сахара-песка на
- 10. Способ формования отливкой-наиболее распространенный способ изготовления корпусов для драже. Путем отливки в крахмал получают ликерные, желейные,
- 11. Массу для корпусов из ореховых масс готовят аналогично приготовлению их для конфет. Формование производят методом выпрессовывания
- 12. Для этого используют кольцевой складыватель. Карамельные леденцовые корпуса готовят на монпансейных вальцах, на которых выгравированы ячейки
- 13. Влага начинки проникает в твердую оболочку, в результате чего оболочка размягчается, теряет присущие карамельной массе свойства
- 14. После смачивания ягод поливочным сиропом вводят в котел мелкую сахарную пудру или смесь такой пудры с
- 15. После обсыпки мелкой сахарной пудрой обрабатывают в котле 2 - 3 мин, выгружают и подсушивают. После
- 16. Для загрузки и выгрузки имеется отверстие диаметром 600 - 700 мм. Чаша вращается на валу, смонтированном
- 17. Дражирование корпусов
- 18. Этот процесс заключается в покрытии корпуса при вращении оболочкой из сахарной пудры, шоколада или другого продукта.
- 19. В них обеспечиваются дезагрегирование сахарной пудры, разделение по фракциям и возврат КРУПНЫХ частиц на ВТОРИЧНЫЙ помол.
- 20. Рецептура поливочного сиропа (соотношение сахара и патоки) для разных сортов драже. В некоторые виды поливочного сиропа
- 21. Параллельно происходит некоторое подсушивание поверхностного слоя. Для интенсификации этого процесса подают в дражировочный котел сухой подогретый
- 22. Эти корпуса обычно накатывают в котлах небольшой емкости (примерно 30 кг). Для первой обкатки прочных корпусов,
- 23. При этом поверхность корпусов подсушивается. Соответственно влажность снижается примерно на 1%. Оболочка, накатанная из сахарной пудры,
- 24. После второй накатки, которая составляет к массе корпуса 20 - 25%, полуфабрикат снова выстаивают в помещении
- 25. Такой сироп быстро, неравномерно кристаллизуется на поверхности и при введении на смоченную таким сиропом поверхность мелкой
- 26. Разработана технология ускоренного дражирования твердо-корпусного драже. По этой технологии полуфабрикат не выгружают из котлов для выстойки
- 27. После каждого введения сиропа и сахарной пудры полуфабрикат обрабатывают в котле не менее 5 - 6
- 28. Перед введением глазури полуфабрикат обрабатывают темноокрашенным сиропом. После того как глазурь распределится равномерно по поверхности полуфабриката,
- 29. Продолжительность операции по покрытию шоколадом около 90 мин, посте чего полуфабрикат выгружают в лотки и выстаивают
- 30. Следующую порцию сиропа вносят только после кристаллизации и шлифовки предыдущей. Сначала подают сухой воздух температурой около
- 31. Глянцевание драже
- 32. В связи с тем что драже реализуют без обертки, его поверхность покрывают защитным покрытием (глянцем), которое
- 33. При изготовлении глянца сначала расплавляют воск и парафин, процеживают полученную жидкость через сито с отверстиями 1,5
- 34. Сироп должен содержать не менее 70% ??????? 30°С. Глянец вводят обычно через 1 - 2 мин
- 35. Тальк ускоряет появление блеска и увеличивает скольжение, так как при этом уменьшается трение при перемешивании отдельных
- 36. Значительную часть драже реализуют в мелкой фасовке: в пачки, целлофановые пакеты, картонные коробки и жестяные банки
- 37. В зависимости от наименования и рецептуры драже окрашивают в один или несколько разных цветов. Поверхность -
- 39. Скачать презентацию
Слайд 2Драже называют гладко отполированные, почти всегда блестящие кондитерские изделия округлой формы небольших
Драже называют гладко отполированные, почти всегда блестящие кондитерские изделия округлой формы небольших
Слайд 3По виду покрытия драже подразделяют на следующие группы: покрытое сахарной пудрой; сахарной
По виду покрытия драже подразделяют на следующие группы: покрытое сахарной пудрой; сахарной
Слайд 4Технологическая схема приготовления драже
Технологическая схема приготовления драже

Слайд 6ПРИГОТОВЛЕНИЕ КОРПУСОВ
ДРАЖЕ
ПРИГОТОВЛЕНИЕ КОРПУСОВ
ДРАЖЕ

Слайд 7Предварительно проводят подготовку сырья к производству. Сыпучие виды сырья просеивают, жидкие виды
Предварительно проводят подготовку сырья к производству. Сыпучие виды сырья просеивают, жидкие виды
Слайд 8Например, готовят купажи из отдельных партий фруктово-ягодного пюре с заданной желирующей способностью,
Например, готовят купажи из отдельных партий фруктово-ягодного пюре с заданной желирующей способностью,
Слайд 9В качестве основного сырья в дражейном производстве используют сахарную пудру, которую получают
В качестве основного сырья в дражейном производстве используют сахарную пудру, которую получают
Слайд 10Способ формования отливкой-наиболее распространенный способ изготовления корпусов для драже. Путем отливки в
Способ формования отливкой-наиболее распространенный способ изготовления корпусов для драже. Путем отливки в
Слайд 11Массу для корпусов из ореховых масс готовят аналогично приготовлению их для конфет.
Массу для корпусов из ореховых масс готовят аналогично приготовлению их для конфет.
Слайд 12Для этого используют кольцевой складыватель. Карамельные леденцовые корпуса готовят на монпансейных вальцах,
Для этого используют кольцевой складыватель. Карамельные леденцовые корпуса готовят на монпансейных вальцах,
Слайд 13Влага начинки проникает в твердую оболочку, в результате чего оболочка размягчается, теряет
Влага начинки проникает в твердую оболочку, в результате чего оболочка размягчается, теряет
Слайд 14После смачивания ягод поливочным сиропом вводят в котел мелкую сахарную пудру или
После смачивания ягод поливочным сиропом вводят в котел мелкую сахарную пудру или
Слайд 15
После обсыпки мелкой сахарной пудрой обрабатывают в котле 2 - 3
После обсыпки мелкой сахарной пудрой обрабатывают в котле 2 - 3
Слайд 16Для загрузки и выгрузки имеется отверстие диаметром 600 - 700 мм. Чаша
Для загрузки и выгрузки имеется отверстие диаметром 600 - 700 мм. Чаша
Слайд 17
Дражирование корпусов
Дражирование корпусов

Слайд 18Этот процесс заключается в покрытии корпуса при вращении оболочкой из сахарной пудры,
Этот процесс заключается в покрытии корпуса при вращении оболочкой из сахарной пудры,
Слайд 19В них обеспечиваются дезагрегирование сахарной пудры, разделение по фракциям и возврат КРУПНЫХ
В них обеспечиваются дезагрегирование сахарной пудры, разделение по фракциям и возврат КРУПНЫХ
Слайд 20Рецептура поливочного сиропа (соотношение сахара и патоки) для разных сортов драже. В
Рецептура поливочного сиропа (соотношение сахара и патоки) для разных сортов драже. В
Слайд 21Параллельно происходит некоторое подсушивание поверхностного слоя. Для интенсификации этого процесса подают в
Параллельно происходит некоторое подсушивание поверхностного слоя. Для интенсификации этого процесса подают в
Слайд 22Эти корпуса обычно накатывают в котлах небольшой емкости (примерно 30 кг).
Для первой
Эти корпуса обычно накатывают в котлах небольшой емкости (примерно 30 кг).
Для первой
Слайд 23При этом поверхность корпусов подсушивается. Соответственно влажность снижается примерно на 1%. Оболочка,
При этом поверхность корпусов подсушивается. Соответственно влажность снижается примерно на 1%. Оболочка,
Слайд 24После второй накатки, которая составляет к массе корпуса 20 - 25%, полуфабрикат
После второй накатки, которая составляет к массе корпуса 20 - 25%, полуфабрикат
Слайд 25Такой сироп быстро, неравномерно кристаллизуется на поверхности и при введении на смоченную
Такой сироп быстро, неравномерно кристаллизуется на поверхности и при введении на смоченную
Слайд 26Разработана технология ускоренного дражирования твердо-корпусного драже. По этой технологии полуфабрикат не выгружают
Разработана технология ускоренного дражирования твердо-корпусного драже. По этой технологии полуфабрикат не выгружают
Слайд 27После каждого введения сиропа и сахарной пудры полуфабрикат обрабатывают в котле не
После каждого введения сиропа и сахарной пудры полуфабрикат обрабатывают в котле не
Слайд 28Перед введением глазури полуфабрикат обрабатывают темноокрашенным сиропом. После того как глазурь распределится
Перед введением глазури полуфабрикат обрабатывают темноокрашенным сиропом. После того как глазурь распределится
Слайд 29Продолжительность операции по покрытию шоколадом около 90 мин, посте чего полуфабрикат выгружают
Продолжительность операции по покрытию шоколадом около 90 мин, посте чего полуфабрикат выгружают
Слайд 30Следующую порцию сиропа вносят только после кристаллизации и шлифовки предыдущей. Сначала подают
Следующую порцию сиропа вносят только после кристаллизации и шлифовки предыдущей. Сначала подают
Слайд 31Глянцевание драже
Глянцевание драже

Слайд 32В связи с тем что драже реализуют без обертки, его поверхность покрывают
В связи с тем что драже реализуют без обертки, его поверхность покрывают
Слайд 33При изготовлении глянца сначала расплавляют воск и парафин, процеживают полученную жидкость через
При изготовлении глянца сначала расплавляют воск и парафин, процеживают полученную жидкость через
Слайд 34Сироп должен содержать не менее 70%
???????
30°С. Глянец вводят обычно через 1
Сироп должен содержать не менее 70%
???????
30°С. Глянец вводят обычно через 1
Слайд 35Тальк ускоряет появление блеска и увеличивает скольжение, так как при этом уменьшается
Тальк ускоряет появление блеска и увеличивает скольжение, так как при этом уменьшается
Слайд 36Значительную часть драже реализуют в мелкой фасовке: в пачки, целлофановые пакеты, картонные
Значительную часть драже реализуют в мелкой фасовке: в пачки, целлофановые пакеты, картонные
Слайд 37В зависимости от наименования и рецептуры драже окрашивают в один или несколько
В зависимости от наименования и рецептуры драже окрашивают в один или несколько
 Презентация на тему Химические синонимы
Презентация на тему Химические синонимы ПРЕЗЕНТАЦИЯ ООО МиА-Фуд
ПРЕЗЕНТАЦИЯ ООО МиА-Фуд Особенности территориальной организации местного самоуправления в Севастополе
Особенности территориальной организации местного самоуправления в Севастополе Психология бизнеса Организационное поведение
Психология бизнеса Организационное поведение  История развития компьютерной техники
История развития компьютерной техники Способы зажигания дуги
Способы зажигания дуги Цвет и зрительные иллюзии.
Цвет и зрительные иллюзии. Сабашевский сельский клуб Мелеузовского района Республики Башкортостан
Сабашевский сельский клуб Мелеузовского района Республики Башкортостан Изучение лексики на уроках русского языка
Изучение лексики на уроках русского языка Education jobs
Education jobs Азы перспективы
Азы перспективы pishem-izlozhenie-koshki-4-klass-umk-shkola-21-veka
pishem-izlozhenie-koshki-4-klass-umk-shkola-21-veka Сравнение эффективности работы московского монорельса и Серпуховско-Тимирязевской линии метрополитена
Сравнение эффективности работы московского монорельса и Серпуховско-Тимирязевской линии метрополитена Операции по техническому обслуживанию оборудования для первичной обработки, хранения и транспортирования молока
Операции по техническому обслуживанию оборудования для первичной обработки, хранения и транспортирования молока Презентация[1]
Презентация[1] «Ломоносов был великий человек…» (А.С.Пушкин)
«Ломоносов был великий человек…» (А.С.Пушкин) Комильфо-викторина. Визит в театр
Комильфо-викторина. Визит в театр Русская религиозная философия XIX-ХХ вв. Горбатов В.В.
Русская религиозная философия XIX-ХХ вв. Горбатов В.В. Святочные гадания
Святочные гадания Масштаб
Масштаб Лекция 5. Экспертиза проектной документации
Лекция 5. Экспертиза проектной документации Spinal disease
Spinal disease Тестовые задания
Тестовые задания Интеллектуальные системы в проектировании зданий. Понятие умного дома
Интеллектуальные системы в проектировании зданий. Понятие умного дома Грани культуры
Грани культуры PSC-300
PSC-300 Экскурсия в город Ковров
Экскурсия в город Ковров Орешек знания тверд. Но все же мы не привыкли отступать! Нам расколоть его поможет Девиз «Хочу все знать!»
Орешек знания тверд. Но все же мы не привыкли отступать! Нам расколоть его поможет Девиз «Хочу все знать!»