- Производство строганого шпона. Лекция №4

Содержание
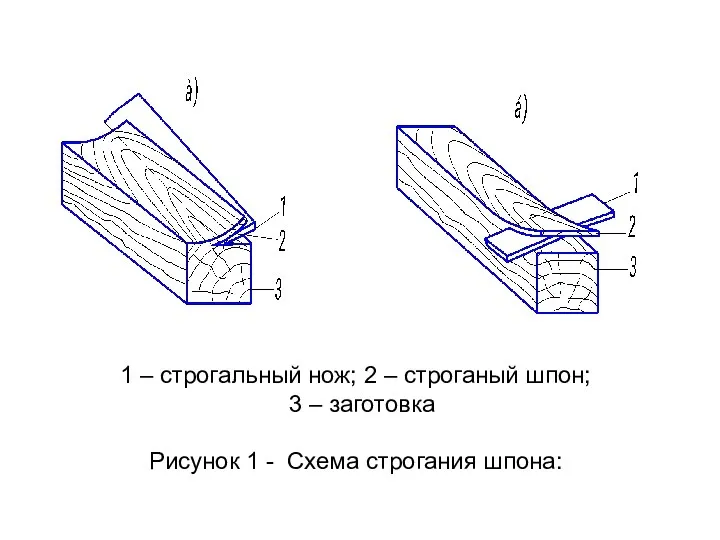
- 2. 1 – строгальный нож; 2 – строганый шпон; 3 – заготовка Рисунок 1 - Схема строгания
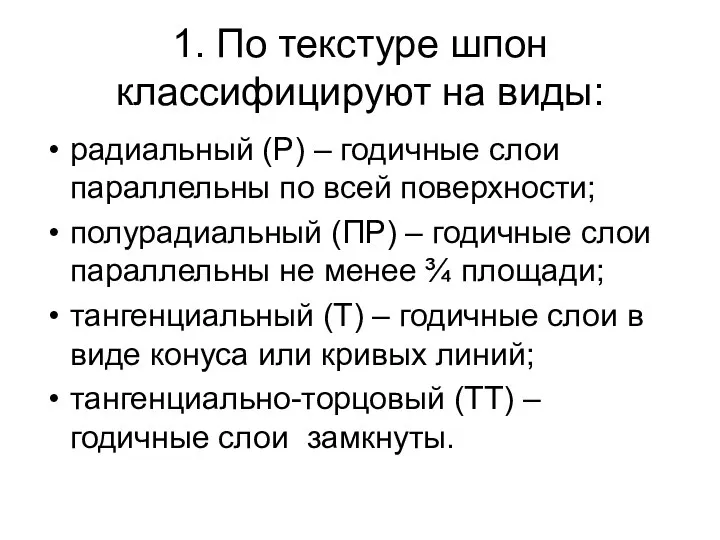
- 3. 1. По текстуре шпон классифицируют на виды: радиальный (Р) – годичные слои параллельны по всей поверхности;
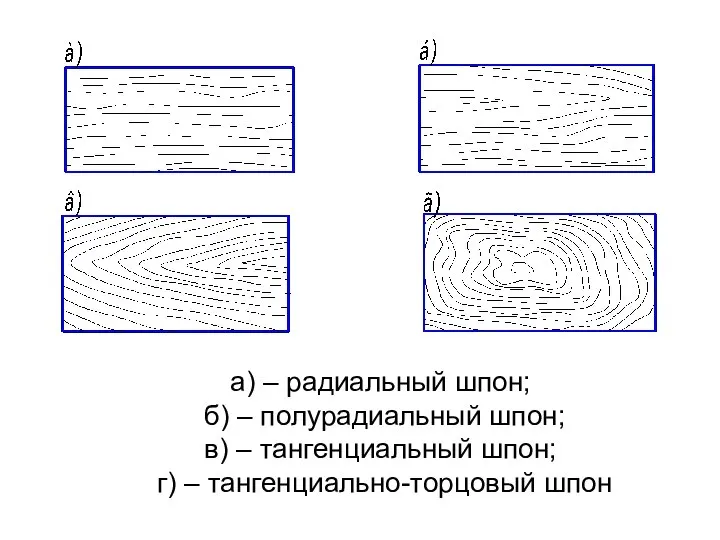
- 4. а) – радиальный шпон; б) – полурадиальный шпон; в) – тангенциальный шпон; г) – тангенциально-торцовый шпон
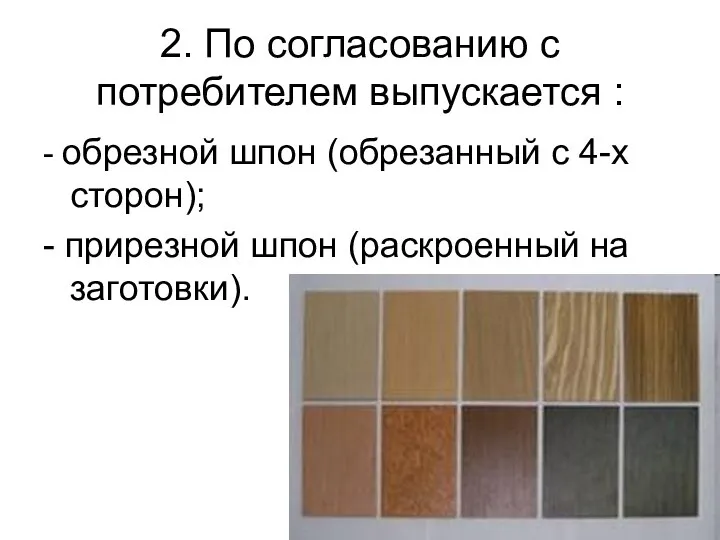
- 5. 2. По согласованию с потребителем выпускается : - обрезной шпон (обрезанный с 4-х сторон); - прирезной
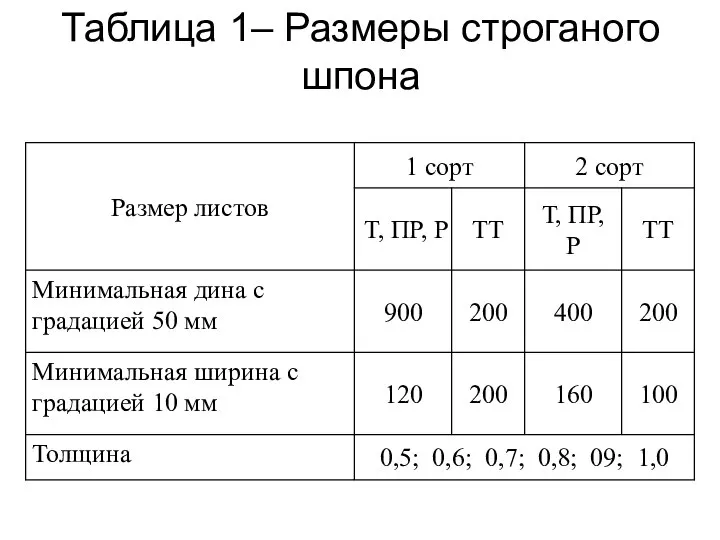
- 6. Таблица 1– Размеры строганого шпона
- 7. Основные требования к качеству шпона: 1. Окраска от металла несквозная во 2-м сорте не более 10
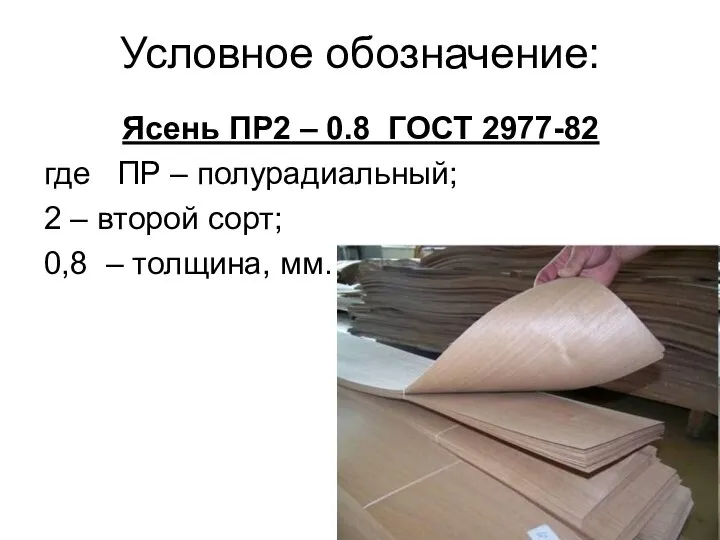
- 8. Условное обозначение: Ясень ПР2 – 0.8 ГОСТ 2977-82 где ПР – полурадиальный; 2 – второй сорт;
- 9. Характеристика сырья Породы древесины для строганого шпона: - лиственные: мелкорассеянно-сосудистые – береза, бук, граб, груша, клен,
- 10. крупнорассеянно-сосудистые – красное дерево (аиле, боссе, лимба, махагони, акажу, окуме, сипо, тиама, фрамире); кольцесосудистые – бархатное
- 11. 2. Размеры круглых лесоматериалов: Лиственные породы: - диаметр бревен 24 см и более; - длина бревен
- 12. Основные допустимые пороки древесины: сучки, сросшиеся до 5 см; трещины не более ⅓ диаметра вершинного торца.
- 13. 4 Основные свойства древесины для строгания: Лучший возраст для строгания – дуб - 80-120 лет (диаметр
- 14. Подготовка сырья к строганию К подготовке сырья к строганию относятся следующие технологические операции: - хранение сырья
- 15. 1. Хранение сырья Сырье зимней заготовки хранят с применением: затемнения торцов (зашивка плотными материалами); влагозащитных торцовых
- 16. 2. Поперечная распиловка бревен Поперечный раскрой применяется при длине бревен более 3 м. Перед раскроем выполняется
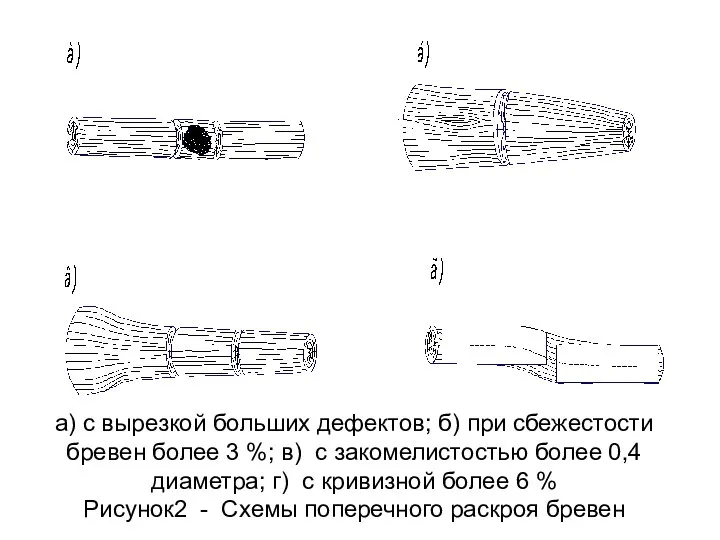
- 17. а) с вырезкой больших дефектов; б) при сбежестости бревен более 3 %; в) с закомелистостью более
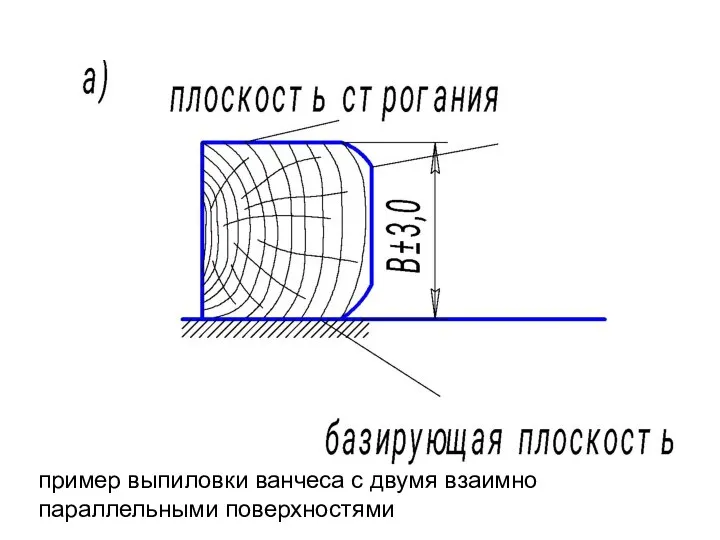
- 18. 3. Продольная распиловка кряжей на ванчесы Основные требования к выпиливаемым ванчесам (заготовкам): - заготовка должна иметь
- 19. пример выпиловки ванчеса с двумя взаимно параллельными поверхностями
- 20. - заболони при выпиловке не должно быть в заготовке; - сечение заготовки формировать таким образом, чтобы
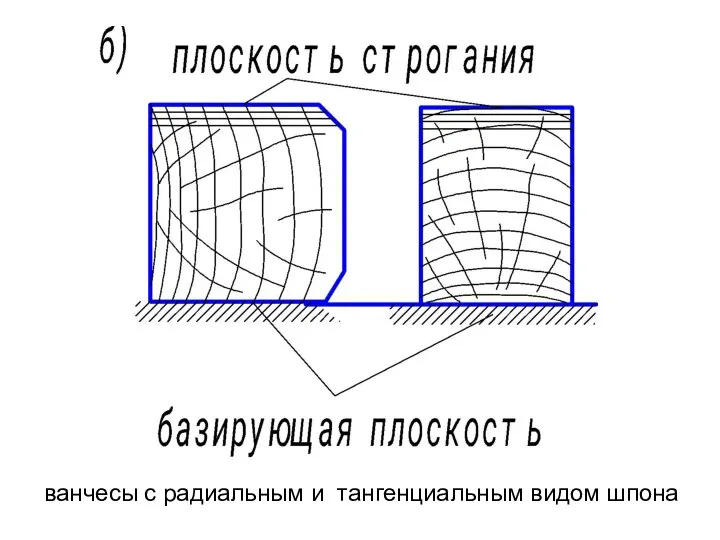
- 21. ванчесы с радиальным и тангенциальным видом шпона
- 22. Способы и схемы раскроя Выбор способов и схем раскроя кряжей на ванчесы определяется исходя из размеров
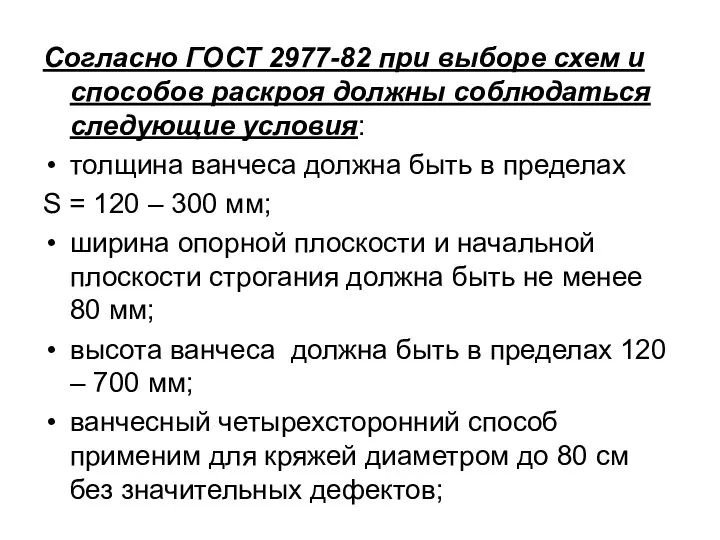
- 23. Согласно ГОСТ 2977-82 при выборе схем и способов раскроя должны соблюдаться следующие условия: толщина ванчеса должна
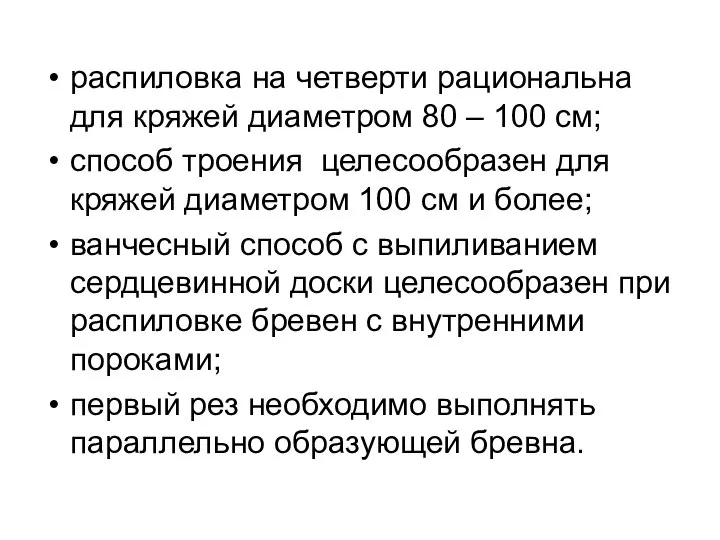
- 24. распиловка на четверти рациональна для кряжей диаметром 80 – 100 см; способ троения целесообразен для кряжей
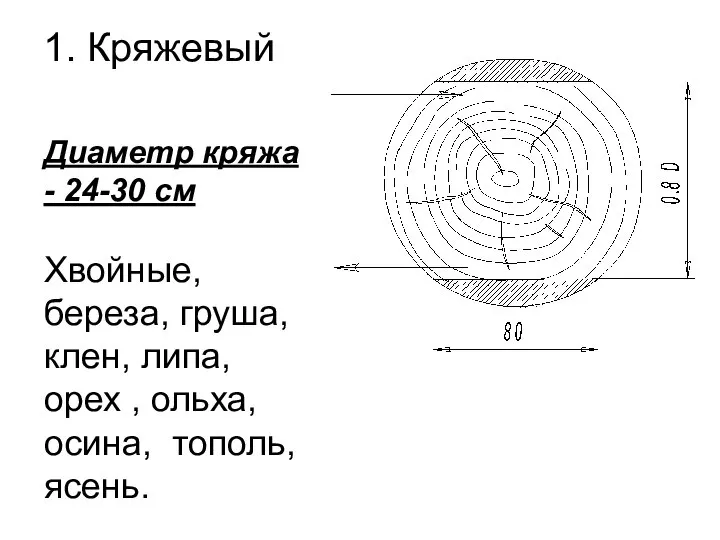
- 25. 1. Кряжевый Диаметр кряжа - 24-30 см Хвойные, береза, груша, клен, липа, орех , ольха, осина,
- 26. 2. Тупокантно- брусовый Диаметр кряжа - 24-40 см Хвойные, береза, груша, клен, липа, орех , ольха,
- 27. 3.Четырехсторонний ванчесный Диаметр кряжа - 32-80 см Все породы
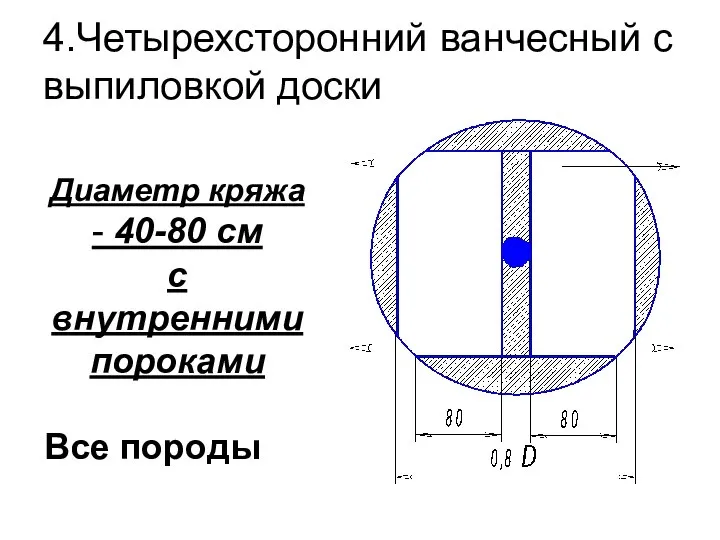
- 28. 4.Четырехсторонний ванчесный с выпиловкой доски Диаметр кряжа - 40-80 см с внутренними пороками Все породы
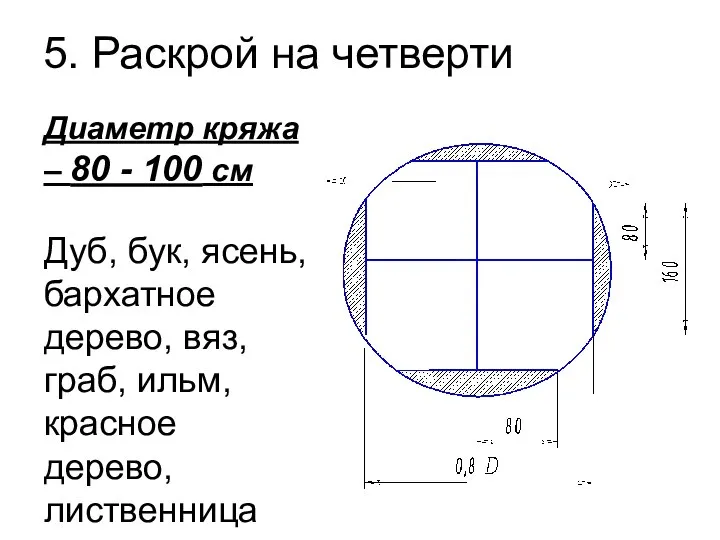
- 29. 5. Раскрой на четверти Диаметр кряжа – 80 - 100 см Дуб, бук, ясень, бархатное дерево,
- 30. 6. Троение с делением центрального бруса Диаметр кряжа - 60-100 см Дуб, бук, ясень, бархатное дерево,
- 31. 7. Троение с выпиловкой сердцевинной доски Диаметр кряжа - 80 см и более с внутренними пороками
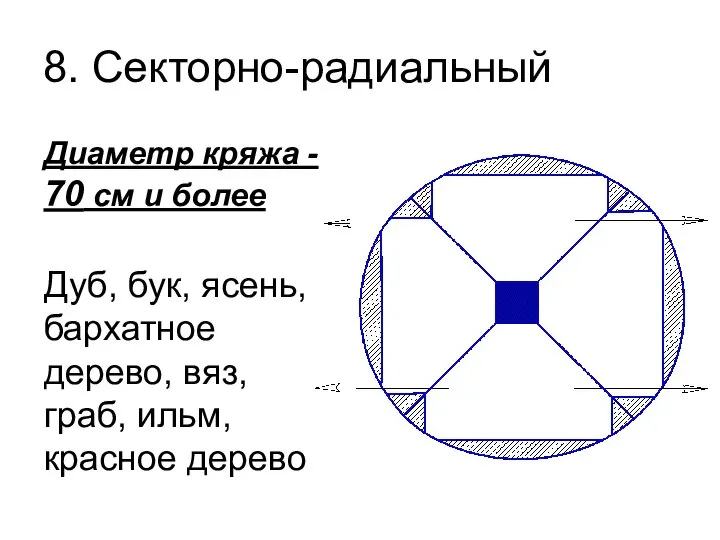
- 32. 8. Секторно-радиальный Диаметр кряжа - 70 см и более Дуб, бук, ясень, бархатное дерево, вяз, граб,
- 33. Оборудование для продольной распиловки кряжей однопильные ленточнопильные станки с тележкой или кареткой (ЛПС) - марки ЛБ100
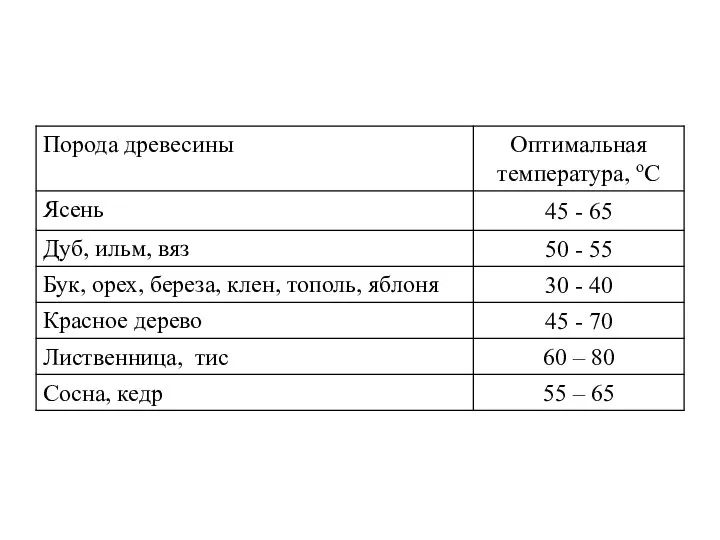
- 34. 4 Гидротермическая обработка сырья ГТО выполняется с целью выравнивания влажности по сечению ванчесов и придания пластичности
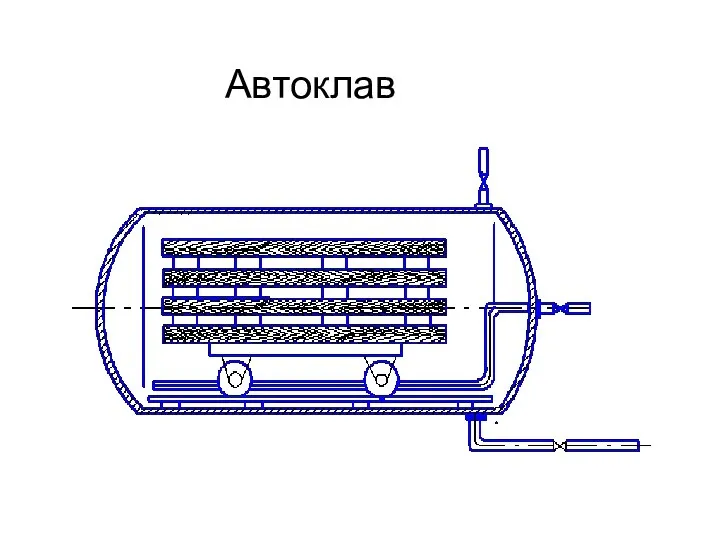
- 36. Выбор режимов ГТО зависит от типа применяемого оборудования. Для тепловой обработки применяют: автоклавы (пропарочные цилиндры), парильные
- 37. Автоклав
- 38. Устройства для тепловой обработки ванчесов. Пропарочная камера
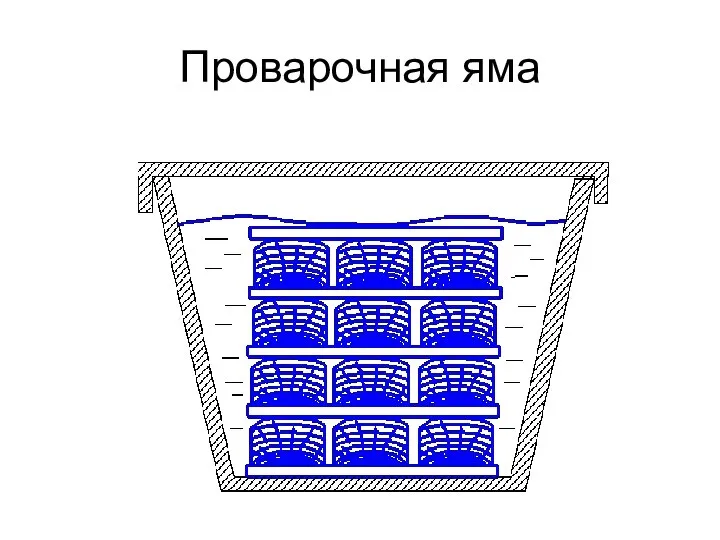
- 39. Проварочная яма
- 40. 5 Выдержка (охлаждение) ванчесов - производится на тележках или подстопных местах вне рабочей зоны шпонострогального станка,
- 41. Определение температуры внутри ванчеса производится термометром, вставляемым в отверстие торца на глубину половины толщины ванчеса. Отверстие
- 42. 6. Окорка ванчесов осуществляется непосредственно перед строганием: топорами или ручными стругами, фрезами, работающими по принципу ручного
- 43. Строгание шпона Строгание – это резания древесины инструментом при поступательном движении инструмента относительно заготовки или наоборот.
- 44. В зависимости от направления движения суппорта станки подразделяются на: - горизонтальные FMM-3100, FMM-4000; DKV-3000, вертикальные SM/40
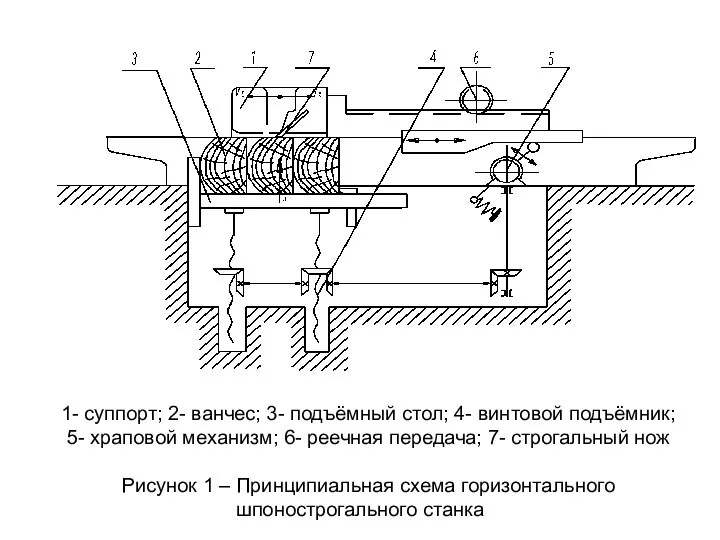
- 45. 1- суппорт; 2- ванчес; 3- подъёмный стол; 4- винтовой подъёмник; 5- храповой механизм; 6- реечная передача;
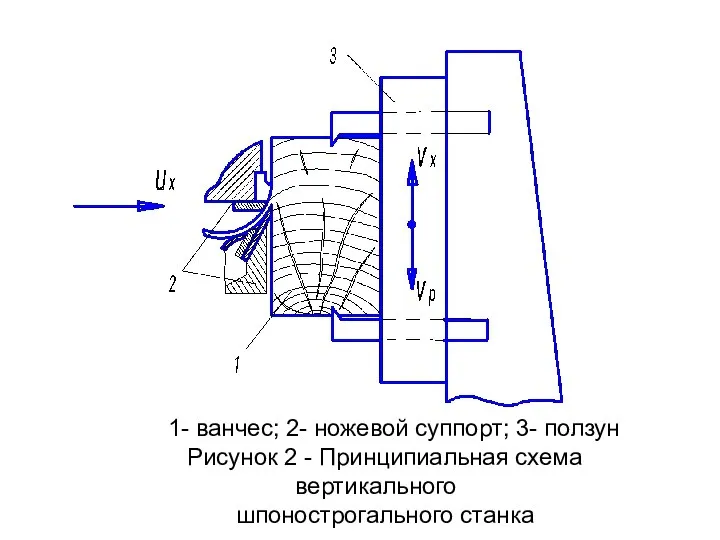
- 46. 1- ванчес; 2- ножевой суппорт; 3- ползун Рисунок 2 - Принципиальная схема вертикального шпонострогального станка
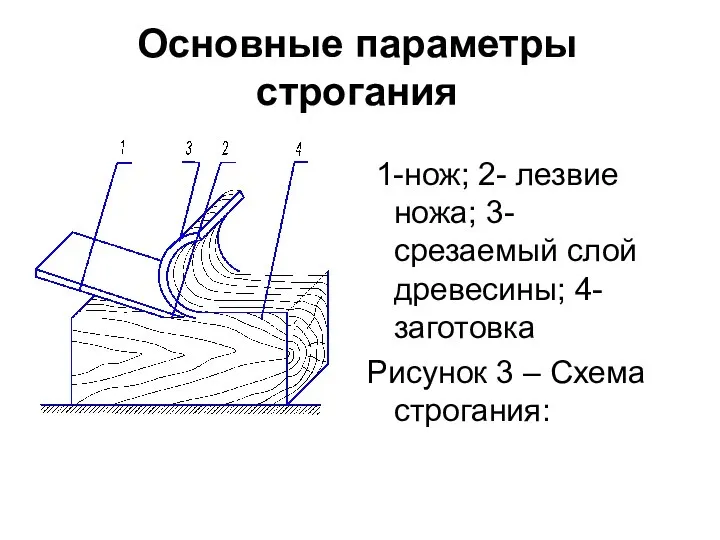
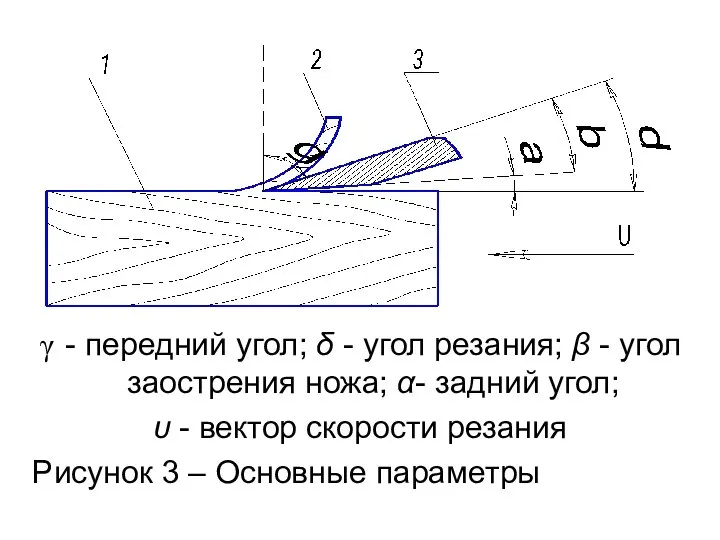
- 47. Основные параметры строгания 1-нож; 2- лезвие ножа; 3- срезаемый слой древесины; 4- заготовка Рисунок 3 –
- 48. - передний угол; δ - угол резания; β - угол заострения ножа; α- задний угол; υ
- 49. Сумма главных углов резания - угол заострения (заточки) ножа β=16-170. задний угол α = 1-20. Величина
- 50. В процессе строгания срезаемый шпон изгибается относительно плоскости заготовки, а при внедрении ножа впереди лезвия возникает
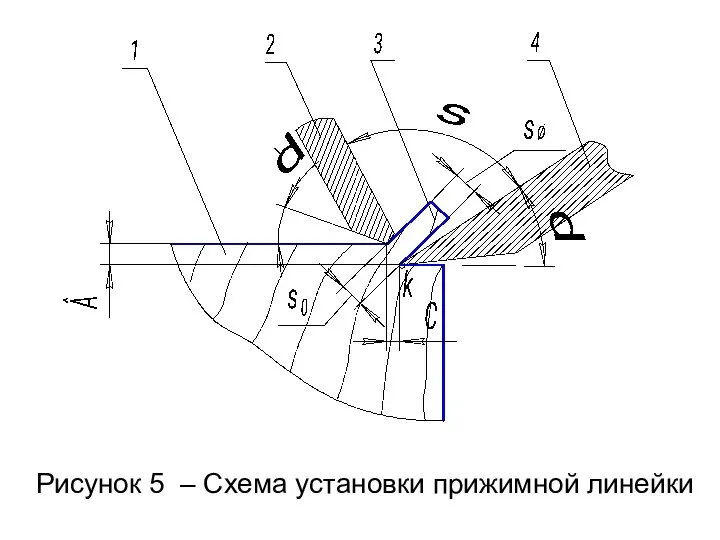
- 51. Рисунок 5 – Схема установки прижимной линейки
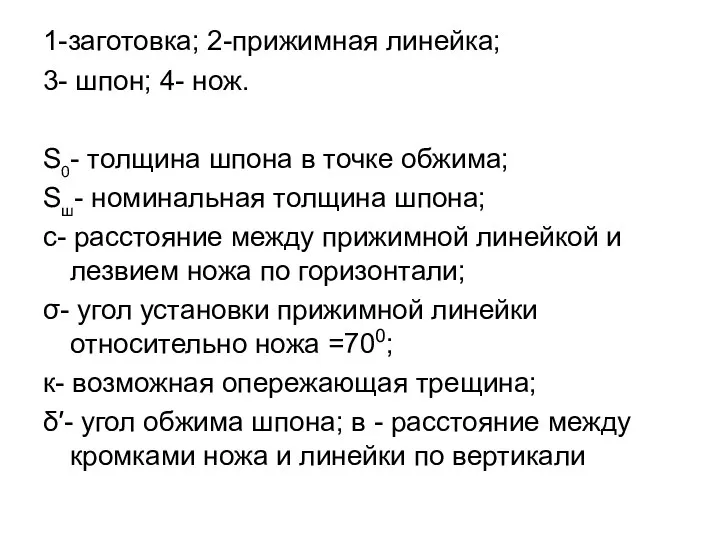
- 52. 1-заготовка; 2-прижимная линейка; 3- шпон; 4- нож. S0- толщина шпона в точке обжима; Sш- номинальная толщина
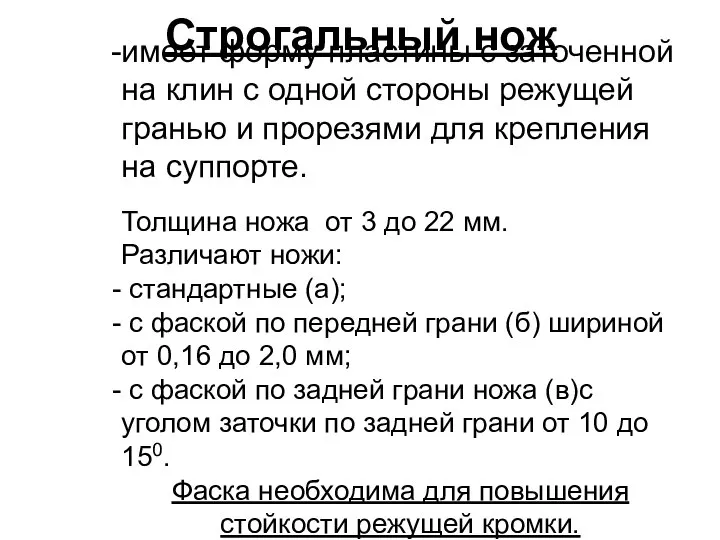
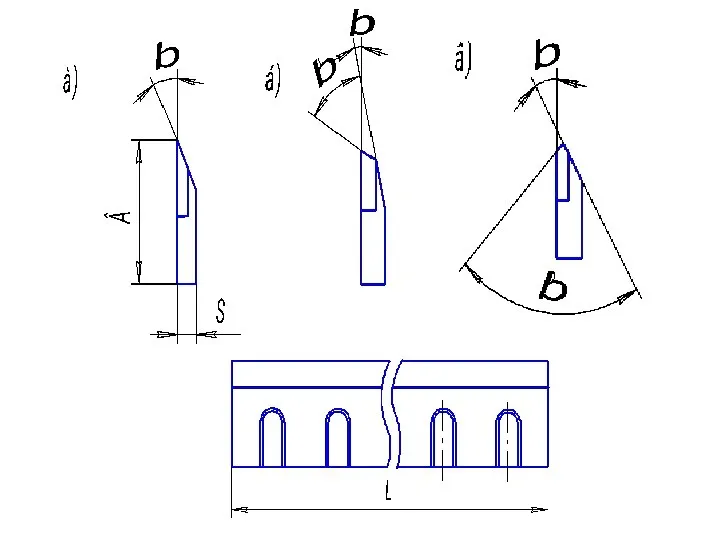
- 53. Строгальный нож имеет форму пластины с заточенной на клин с одной стороны режущей гранью и прорезями
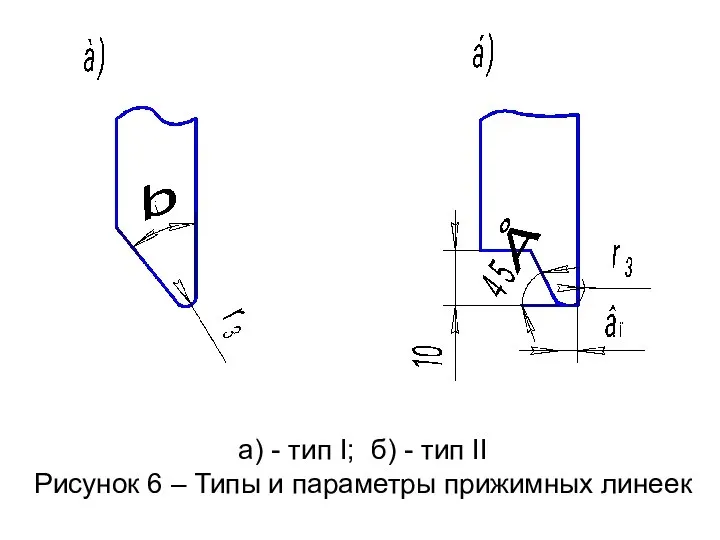
- 55. Прижимная линейка имеет форму пластины и отличается от ножа размерами и формой заточки рабочей грани. Угол
- 56. а) - тип I; б) - тип II Рисунок 6 – Типы и параметры прижимных линеек
- 57. Цикл работы шпоностроганного станка: загрузка ванчесов на стол, установка и крепление; строгание; вынос срезков и листов
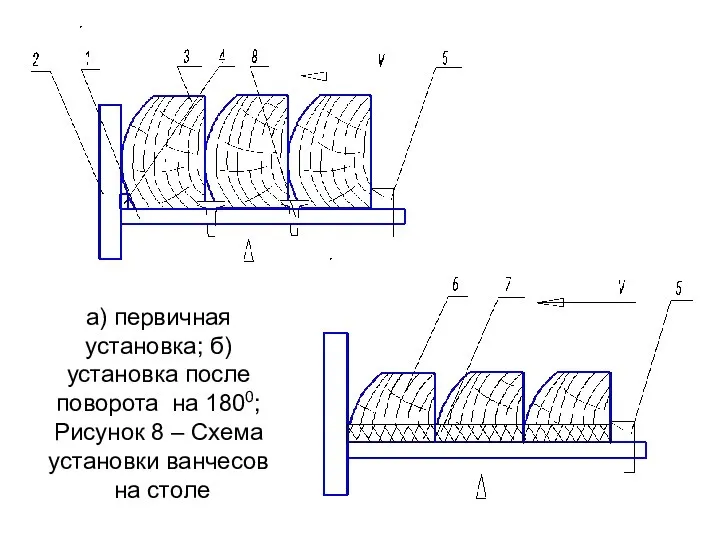
- 58. а) первичная установка; б) установка после поворота на 1800; Рисунок 8 – Схема установки ванчесов на
- 59. Cушка строганого шпона После строгания влажность шпона - от 90 до 140%. Конечная влажность строганого шпона
- 60. Способы сушки: контактный, конвективный и комбинированный. После сушки производится выдержка шпона в плотных стопах в помещении
- 61. Прирезка шпона Листы шпона, уложенные в кноли в порядке их выхода при строгании из каждого ванчеса
- 62. Укладка шпона в пачки производится с подбором по породам, текстуре, кнолю и сортам. Количество листов в
- 63. Упаковка шпона в пакеты Пачки укладываются в пакеты массой 0,5 т и более. Каждый пакет обертывают
- 64. Щиты должны иметь поперечные планки толщиной 25-35 мм и шириной 50-70 мм. Ширина и длина листов
- 65. Использование отходов производства строганого шпона Кусковые листы шпона измельчаются и могут использоваться в гидролизном или плитном
- 66. Способы формирования блоков для изготовления шпона Первый способ. Отструги выдерживают при влажности воздуха до 65% при
- 67. Второй способ. Отструги укладывают в блоки (по 6 – 8 шт.), просверливают отверстия диаметром 18 –
- 69. Скачать презентацию
Слайд 31. По текстуре шпон классифицируют на виды:
радиальный (Р) – годичные слои параллельны
1. По текстуре шпон классифицируют на виды:
радиальный (Р) – годичные слои параллельны
Слайд 4а) – радиальный шпон;
б) – полурадиальный шпон;
в) – тангенциальный шпон;
а) – радиальный шпон;
б) – полурадиальный шпон;
в) – тангенциальный шпон;
Слайд 52. По согласованию с потребителем выпускается :
- обрезной шпон (обрезанный с 4-х
2. По согласованию с потребителем выпускается :
- обрезной шпон (обрезанный с 4-х
Слайд 6Таблица 1– Размеры строганого шпона
Таблица 1– Размеры строганого шпона
Слайд 7Основные требования к качеству шпона:
1. Окраска от металла несквозная во 2-м сорте
Основные требования к качеству шпона:
1. Окраска от металла несквозная во 2-м сорте
Слайд 8Условное обозначение:
Ясень ПР2 – 0.8 ГОСТ 2977-82
где ПР – полурадиальный;
2 – второй
Условное обозначение:
Ясень ПР2 – 0.8 ГОСТ 2977-82
где ПР – полурадиальный;
2 – второй
Слайд 9Характеристика сырья
Породы древесины для строганого шпона:
- лиственные:
мелкорассеянно-сосудистые – береза, бук, граб, груша,
Характеристика сырья
Породы древесины для строганого шпона:
- лиственные:
мелкорассеянно-сосудистые – береза, бук, граб, груша,
Слайд 10крупнорассеянно-сосудистые – красное дерево (аиле, боссе, лимба, махагони, акажу, окуме, сипо, тиама,
крупнорассеянно-сосудистые – красное дерево (аиле, боссе, лимба, махагони, акажу, окуме, сипо, тиама,
Слайд 112. Размеры круглых лесоматериалов:
Лиственные породы:
- диаметр бревен 24 см и более;
-
2. Размеры круглых лесоматериалов:
Лиственные породы:
- диаметр бревен 24 см и более;
-
Слайд 12Основные допустимые пороки древесины:
сучки, сросшиеся до 5 см;
трещины не более ⅓
Основные допустимые пороки древесины:
сучки, сросшиеся до 5 см;
трещины не более ⅓

Слайд 134 Основные свойства древесины для строгания:
Лучший возраст для строгания –
дуб -
4 Основные свойства древесины для строгания:
Лучший возраст для строгания –
дуб -
Слайд 14Подготовка сырья к строганию
К подготовке сырья к строганию относятся следующие технологические операции:
-
Подготовка сырья к строганию
К подготовке сырья к строганию относятся следующие технологические операции:
-
Слайд 151. Хранение сырья
Сырье зимней заготовки хранят с применением:
затемнения торцов (зашивка плотными материалами);
влагозащитных
1. Хранение сырья
Сырье зимней заготовки хранят с применением:
затемнения торцов (зашивка плотными материалами);
влагозащитных
Слайд 162. Поперечная распиловка бревен
Поперечный раскрой применяется при длине бревен более 3
2. Поперечная распиловка бревен
Поперечный раскрой применяется при длине бревен более 3
Слайд 17а) с вырезкой больших дефектов; б) при сбежестости бревен более 3 %;
а) с вырезкой больших дефектов; б) при сбежестости бревен более 3 %;
Слайд 183. Продольная распиловка кряжей на ванчесы
Основные требования к выпиливаемым ванчесам (заготовкам):
- заготовка
3. Продольная распиловка кряжей на ванчесы
Основные требования к выпиливаемым ванчесам (заготовкам):
- заготовка
Слайд 19пример выпиловки ванчеса с двумя взаимно
параллельными поверхностями
пример выпиловки ванчеса с двумя взаимно
параллельными поверхностями
Слайд 20- заболони при выпиловке не должно быть в заготовке;
- сечение заготовки формировать
- заболони при выпиловке не должно быть в заготовке;
- сечение заготовки формировать
Слайд 21ванчесы с радиальным и тангенциальным видом шпона
ванчесы с радиальным и тангенциальным видом шпона
Слайд 22Способы и схемы раскроя
Выбор способов и схем раскроя кряжей на ванчесы определяется
Способы и схемы раскроя
Выбор способов и схем раскроя кряжей на ванчесы определяется
Слайд 23Согласно ГОСТ 2977-82 при выборе схем и способов раскроя должны соблюдаться следующие
Согласно ГОСТ 2977-82 при выборе схем и способов раскроя должны соблюдаться следующие
Слайд 24распиловка на четверти рациональна для кряжей диаметром 80 – 100 см;
способ троения
распиловка на четверти рациональна для кряжей диаметром 80 – 100 см;
способ троения
Слайд 251. Кряжевый
Диаметр кряжа - 24-30 см
Хвойные, береза, груша, клен, липа,
орех
1. Кряжевый
Диаметр кряжа - 24-30 см
Хвойные, береза, груша, клен, липа,
орех
Слайд 262. Тупокантно- брусовый
Диаметр кряжа - 24-40 см
Хвойные, береза, груша, клен, липа,
2. Тупокантно- брусовый
Диаметр кряжа - 24-40 см
Хвойные, береза, груша, клен, липа,

Слайд 273.Четырехсторонний ванчесный
Диаметр кряжа - 32-80 см
Все породы
3.Четырехсторонний ванчесный
Диаметр кряжа - 32-80 см
Все породы

Слайд 284.Четырехсторонний ванчесный с выпиловкой доски
Диаметр кряжа - 40-80 см
с внутренними пороками
4.Четырехсторонний ванчесный с выпиловкой доски
Диаметр кряжа - 40-80 см
с внутренними пороками
Слайд 295. Раскрой на четверти
Диаметр кряжа – 80 - 100 см
Дуб,
5. Раскрой на четверти
Диаметр кряжа – 80 - 100 см
Дуб,
Слайд 306. Троение с делением центрального бруса
Диаметр кряжа - 60-100 см
Дуб, бук,
6. Троение с делением центрального бруса
Диаметр кряжа - 60-100 см
Дуб, бук,

Слайд 317. Троение с выпиловкой сердцевинной доски
Диаметр кряжа - 80 см и более
7. Троение с выпиловкой сердцевинной доски
Диаметр кряжа - 80 см и более

Слайд 328. Секторно-радиальный
Диаметр кряжа - 70 см и более
Дуб, бук, ясень,
8. Секторно-радиальный
Диаметр кряжа - 70 см и более
Дуб, бук, ясень,
Слайд 33Оборудование для продольной распиловки кряжей
однопильные ленточнопильные станки с тележкой или кареткой (ЛПС)
Оборудование для продольной распиловки кряжей
однопильные ленточнопильные станки с тележкой или кареткой (ЛПС)
Слайд 344 Гидротермическая обработка сырья
ГТО выполняется с целью выравнивания влажности по сечению
4 Гидротермическая обработка сырья
ГТО выполняется с целью выравнивания влажности по сечению
Слайд 36Выбор режимов ГТО зависит от типа применяемого оборудования.
Для тепловой обработки применяют:
Выбор режимов ГТО зависит от типа применяемого оборудования.
Для тепловой обработки применяют:
Слайд 37 Автоклав
Автоклав
Слайд 38Устройства для тепловой обработки ванчесов.
Пропарочная камера
Устройства для тепловой обработки ванчесов.
Пропарочная камера

Слайд 39Проварочная яма
Проварочная яма
Слайд 405 Выдержка (охлаждение) ванчесов
- производится на тележках или подстопных местах вне рабочей
5 Выдержка (охлаждение) ванчесов
- производится на тележках или подстопных местах вне рабочей
Слайд 41Определение температуры внутри ванчеса производится термометром, вставляемым в отверстие торца на глубину
Определение температуры внутри ванчеса производится термометром, вставляемым в отверстие торца на глубину
Слайд 426. Окорка ванчесов
осуществляется непосредственно перед строганием:
топорами или ручными стругами,
фрезами, работающими по принципу
6. Окорка ванчесов
осуществляется непосредственно перед строганием:
топорами или ручными стругами,
фрезами, работающими по принципу
Слайд 43Строгание шпона
Строгание – это резания древесины инструментом при поступательном движении инструмента относительно
Строгание шпона
Строгание – это резания древесины инструментом при поступательном движении инструмента относительно
Слайд 44В зависимости от направления движения суппорта станки подразделяются на:
- горизонтальные FMM-3100, FMM-4000;
В зависимости от направления движения суппорта станки подразделяются на:
- горизонтальные FMM-3100, FMM-4000;
Слайд 451- суппорт; 2- ванчес; 3- подъёмный стол; 4- винтовой подъёмник;
5- храповой
1- суппорт; 2- ванчес; 3- подъёмный стол; 4- винтовой подъёмник;
5- храповой
Слайд 461- ванчес; 2- ножевой суппорт; 3- ползун
Рисунок 2 - Принципиальная схема вертикального
1- ванчес; 2- ножевой суппорт; 3- ползун
Рисунок 2 - Принципиальная схема вертикального
Слайд 47Основные параметры строгания
1-нож; 2- лезвие ножа; 3- срезаемый слой древесины; 4-
Основные параметры строгания
1-нож; 2- лезвие ножа; 3- срезаемый слой древесины; 4-
Слайд 48- передний угол; δ - угол резания; β - угол заострения ножа;
- передний угол; δ - угол резания; β - угол заострения ножа;
Слайд 49 Сумма главных углов резания
- угол заострения (заточки) ножа β=16-170.
задний угол
Сумма главных углов резания
- угол заострения (заточки) ножа β=16-170.
задний угол
Слайд 50В процессе строгания срезаемый шпон изгибается относительно плоскости заготовки, а при внедрении
В процессе строгания срезаемый шпон изгибается относительно плоскости заготовки, а при внедрении
Слайд 51Рисунок 5 – Схема установки прижимной линейки
Рисунок 5 – Схема установки прижимной линейки
Слайд 521-заготовка; 2-прижимная линейка;
3- шпон; 4- нож.
S0- толщина шпона в точке обжима;
1-заготовка; 2-прижимная линейка;
3- шпон; 4- нож.
S0- толщина шпона в точке обжима;
Слайд 53Строгальный нож
имеет форму пластины с заточенной на клин с одной стороны режущей
Строгальный нож
имеет форму пластины с заточенной на клин с одной стороны режущей
Слайд 55Прижимная линейка
имеет форму пластины и отличается от ножа размерами и формой заточки
Прижимная линейка
имеет форму пластины и отличается от ножа размерами и формой заточки
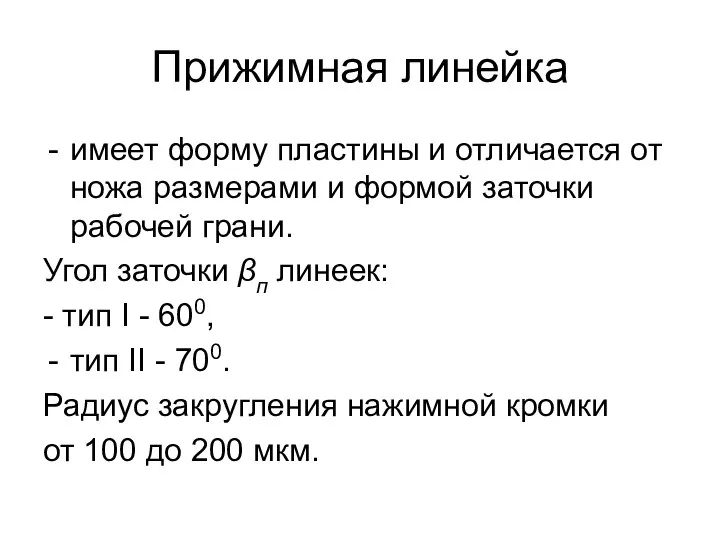
Слайд 56а) - тип I; б) - тип II
Рисунок 6 – Типы
а) - тип I; б) - тип II
Рисунок 6 – Типы
Слайд 57Цикл работы шпоностроганного станка:
загрузка ванчесов на стол, установка и крепление;
строгание;
вынос срезков и
Цикл работы шпоностроганного станка:
загрузка ванчесов на стол, установка и крепление;
строгание;
вынос срезков и
Слайд 58а) первичная установка; б) установка после поворота на 1800;
Рисунок 8 –
а) первичная установка; б) установка после поворота на 1800;
Рисунок 8 –
Слайд 59Cушка строганого шпона
После строгания влажность шпона - от 90 до 140%.
Конечная влажность
Cушка строганого шпона
После строгания влажность шпона - от 90 до 140%.
Конечная влажность
Слайд 60Способы сушки: контактный, конвективный и комбинированный.
После сушки производится выдержка шпона в плотных
Способы сушки: контактный, конвективный и комбинированный.
После сушки производится выдержка шпона в плотных
Слайд 61Прирезка шпона
Листы шпона, уложенные в кноли в порядке их выхода при строгании
Прирезка шпона
Листы шпона, уложенные в кноли в порядке их выхода при строгании
Слайд 62Укладка шпона в пачки
производится с подбором по породам, текстуре, кнолю и сортам.
Количество
Укладка шпона в пачки
производится с подбором по породам, текстуре, кнолю и сортам.
Количество
Слайд 63Упаковка шпона в пакеты
Пачки укладываются в пакеты массой
0,5 т и
Упаковка шпона в пакеты
Пачки укладываются в пакеты массой
0,5 т и
Слайд 64Щиты должны иметь поперечные планки толщиной 25-35 мм и шириной 50-70 мм.
Ширина
Щиты должны иметь поперечные планки толщиной 25-35 мм и шириной 50-70 мм.
Ширина
Слайд 65Использование отходов производства строганого шпона
Кусковые листы шпона измельчаются и могут использоваться в
Использование отходов производства строганого шпона
Кусковые листы шпона измельчаются и могут использоваться в
Слайд 66Способы формирования блоков для изготовления шпона
Первый способ.
Отструги выдерживают при влажности воздуха
Способы формирования блоков для изготовления шпона
Первый способ.
Отструги выдерживают при влажности воздуха
Слайд 67Второй способ.
Отструги укладывают в блоки
(по 6 – 8 шт.),
Второй способ.
Отструги укладывают в блоки
(по 6 – 8 шт.),
 Война России в союзе с Австрией против Наполеона
Война России в союзе с Австрией против Наполеона H-Sphere в России
H-Sphere в России Руководство гражданской обороной в РФ
Руководство гражданской обороной в РФ СИСТЕМНЫЙ ПОДХОД
СИСТЕМНЫЙ ПОДХОД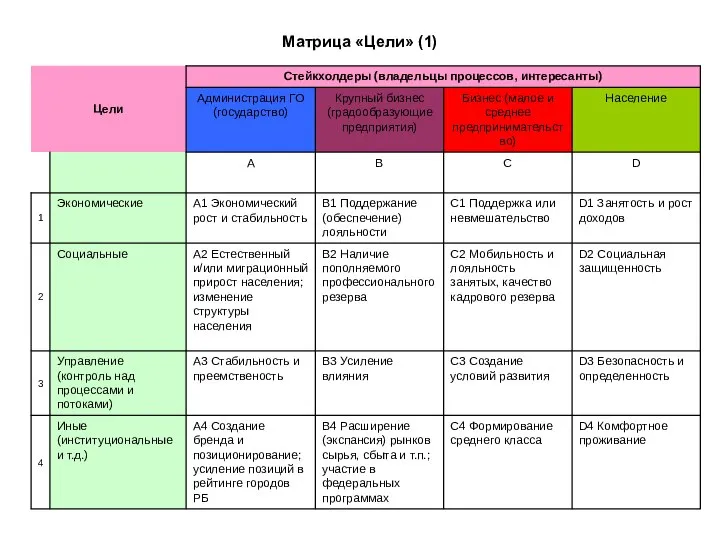 Матрица Цели
Матрица Цели ЦЕНТРАЛИЗАЦИЯ КЛИНИЧЕСКИХ ЛАБОРАТОРНЫХ ИССЛЕДОВАНИЙ В АМБУЛАТОРНО-ПОЛИКЛИНИЧЕСКИХ УЧРЕЖДЕНИЯХ ЗДРАВООХРАНЕНИЯСАНКТ-ПЕТЕРБУРГ
ЦЕНТРАЛИЗАЦИЯ КЛИНИЧЕСКИХ ЛАБОРАТОРНЫХ ИССЛЕДОВАНИЙ В АМБУЛАТОРНО-ПОЛИКЛИНИЧЕСКИХ УЧРЕЖДЕНИЯХ ЗДРАВООХРАНЕНИЯСАНКТ-ПЕТЕРБУРГ Исследовательская деятельность в области музыкального образования
Исследовательская деятельность в области музыкального образования Сошитова В. Б.
Сошитова В. Б. Презентация ДУОЛИТ SD1
Презентация ДУОЛИТ SD1 Рекомендация стратегии. Идеи на сегодня и завтра
Рекомендация стратегии. Идеи на сегодня и завтра Решение задач с использованием оператора select case
Решение задач с использованием оператора select case Постройки родного города
Постройки родного города История Женского футбола
История Женского футбола ГРУППА КОМПАНИЙ «ДЖЕНСЕР» ВЕКСЕЛЬНАЯ ПРОГРАММА Информационный меморандум ОРГАНИЗАТОР, АНДЕРРАЙТЕР И ПЛАТЕЖНЫЙ АГЕНТ КБ «ЛОКО-Б
ГРУППА КОМПАНИЙ «ДЖЕНСЕР» ВЕКСЕЛЬНАЯ ПРОГРАММА Информационный меморандум ОРГАНИЗАТОР, АНДЕРРАЙТЕР И ПЛАТЕЖНЫЙ АГЕНТ КБ «ЛОКО-Б О безопасности сельскохозяйственных и лесохозяйственных тракторов и прицепов к ним
О безопасности сельскохозяйственных и лесохозяйственных тракторов и прицепов к ним Презентация на тему Нейроцитология
Презентация на тему Нейроцитология Права и обязанности работника. Трудовое право. Что должно быть прописано в ТД
Права и обязанности работника. Трудовое право. Что должно быть прописано в ТД Модели привлечение клиентов из Messenger
Модели привлечение клиентов из Messenger «Моя математика» 1 класс
«Моя математика» 1 класс КУХНЯ ЭФИОПИИ
КУХНЯ ЭФИОПИИ Куклы
Куклы Микропроцессорные системы
Микропроцессорные системы Наш дружный 4 класс
Наш дружный 4 класс Мобильный компьютерный класс
Мобильный компьютерный класс Исчезающие виды растений
Исчезающие виды растений Презентация на тему Поль Видаль
Презентация на тему Поль Видаль Stress ..useful or harmful
Stress ..useful or harmful Сборка удлинителя
Сборка удлинителя