- ПУЛЬТРУЗИЯПроцессОсновные параметры. FINN ROGER ANDRESENREICHHOLD SANDEFJORD - NORWAY

Содержание
- 2. Пултрузия *Армирование *Укладка армирования *Пропитка *Придание формы профилю *Отверждение *Протяжка *Обрезка
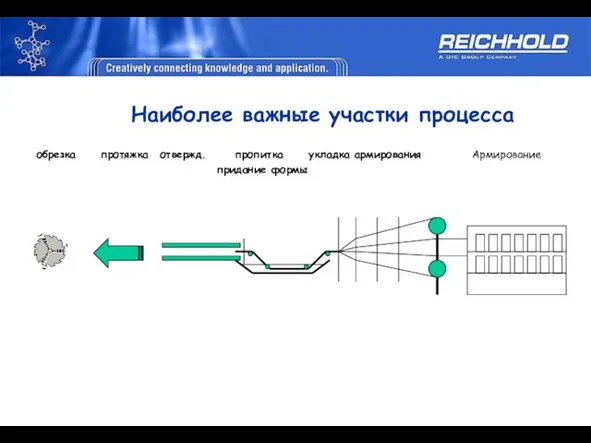
- 3. Наиболее важные участки процесса обрезка протяжка отвержд. пропитка укладка армирования Армирование придание формы
- 4. Армирующие материалы Непрерывные ровинги Для свойств в продольном направлении и эксплуатационных свойств Непрерывные стекломаты и/или мультиаксиальные
- 5. Укладка армирования и придание формы Правильная укладка армирования и формирование профиля важно для: -Правильной укладки армирования
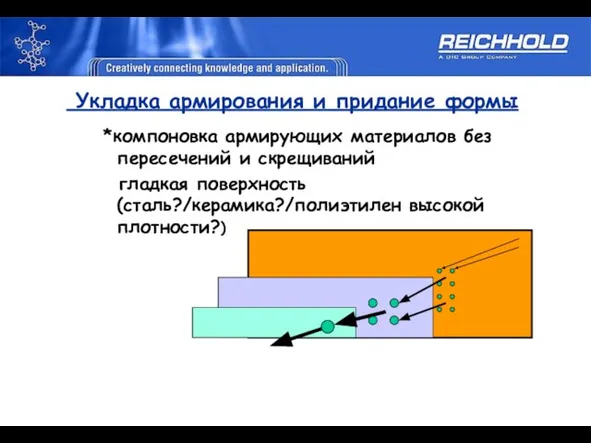
- 6. *компоновка армирующих материалов без пересечений и скрещиваний гладкая поверхность (сталь?/керамика?/полиэтилен высокой плотности?) Укладка армирования и придание
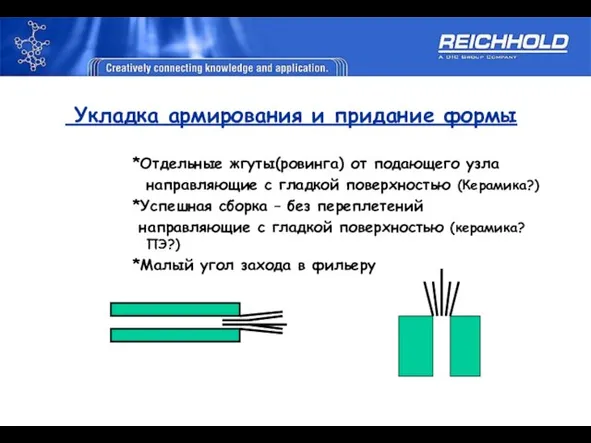
- 7. Укладка армирования и придание формы *Отдельные жгуты(ровинга) от подающего узла направляющие с гладкой поверхностью (Керамика?) *Успешная
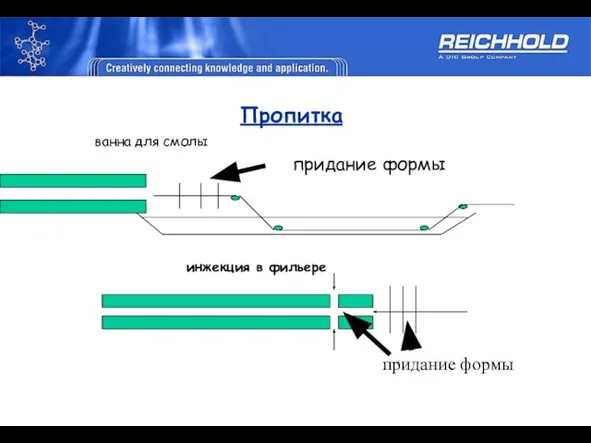
- 8. Пропитка ванна для смолы придание формы инжекция в фильере придание формы
- 9. Пропитка Пропиточная ванна Наиболее используемый метод Хорошая пропитка при правильном натяжении и укладки армирующего материала Испарение
- 10. Пропитка Инжекция в фильере - Из резервуара под давлением или насосом. -Становится популярным для снижения эмиссии
- 11. Пультрузионная (оформляющая)фильера Хромированная сталь Параллельность Расчет входного и выходного отверстия Конструкция камеры пропиткиI
- 12. Стандартная пультрузионная фильера R=10mm параллельность ~1000mm R=5mm конусность 5°
- 13. Стандартная инжекционная фильера R=5mm конусность 10° 20-30 mm параллельность ~100mm 150-200 mm ~25 mm d~15 mm
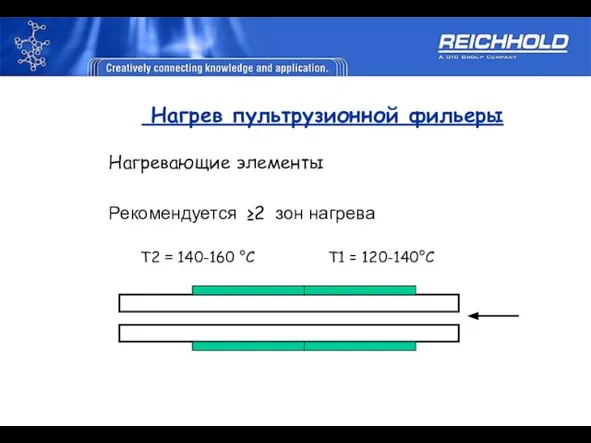
- 14. Нагрев пультрузионной фильеры Нагревающие элементы Рекомендуется ≥2 зон нагрева T2 = 140-160 °C T1 = 120-140°C
- 15. Отверждение темп. отверждение нагрев начало отверждения(«толчек») Нагрев ,гель и отверждение жидкость Твердое в-во
- 16. Скорость отверждения/пультрузии Пик экзотермы происходит до выхода из фильеры! Положение пика экзотермы в фильере определяет скорость
- 17. Скорость пультрузии
- 19. Скачать презентацию
Слайд 2Пултрузия
*Армирование
*Укладка армирования
*Пропитка
*Придание формы профилю
*Отверждение
*Протяжка
*Обрезка
Пултрузия
*Армирование
*Укладка армирования
*Пропитка
*Придание формы профилю
*Отверждение
*Протяжка
*Обрезка
Слайд 3Наиболее важные участки процесса
обрезка протяжка отвержд. пропитка укладка армирования Армирование
Наиболее важные участки процесса
обрезка протяжка отвержд. пропитка укладка армирования Армирование
Слайд 4Армирующие материалы
Непрерывные ровинги
Для свойств в продольном направлении и эксплуатационных свойств
Непрерывные стекломаты
Армирующие материалы
Непрерывные ровинги
Для свойств в продольном направлении и эксплуатационных свойств
Непрерывные стекломаты
Слайд 5 Укладка армирования и придание формы
Правильная укладка армирования и формирование профиля
Укладка армирования и придание формы
Правильная укладка армирования и формирование профиля
Слайд 6*компоновка армирующих материалов без пересечений и скрещиваний
гладкая поверхность (сталь?/керамика?/полиэтилен высокой плотности?)
гладкая поверхность (сталь?/керамика?/полиэтилен высокой плотности?)
Слайд 7 Укладка армирования и придание формы
*Отдельные жгуты(ровинга) от подающего узла
направляющие с
Укладка армирования и придание формы
*Отдельные жгуты(ровинга) от подающего узла
направляющие с
Слайд 8Пропитка
ванна для смолы
придание формы
инжекция в фильере
придание формы
Пропитка
ванна для смолы
придание формы
инжекция в фильере
придание формы
Слайд 9Пропитка
Пропиточная ванна
Наиболее используемый метод
Хорошая пропитка при правильном натяжении и укладки армирующего материала
Испарение
Пропитка
Пропиточная ванна
Наиболее используемый метод
Хорошая пропитка при правильном натяжении и укладки армирующего материала
Испарение
Слайд 10Пропитка
Инжекция в фильере
- Из резервуара под давлением или насосом.
-Становится популярным для
Пропитка
Инжекция в фильере
- Из резервуара под давлением или насосом.
-Становится популярным для
Слайд 11Пультрузионная (оформляющая)фильера
Хромированная сталь
Параллельность
Расчет входного и выходного отверстия
Конструкция камеры пропиткиI
Пультрузионная (оформляющая)фильера
Хромированная сталь
Параллельность
Расчет входного и выходного отверстия
Конструкция камеры пропиткиI
Слайд 12Стандартная пультрузионная фильера
R=10mm
параллельность ~1000mm
R=5mm
конусность 5°
Стандартная пультрузионная фильера
R=10mm
параллельность ~1000mm
R=5mm
конусность 5°

Слайд 13Стандартная инжекционная фильера
R=5mm
конусность 10°
20-30 mm
параллельность ~100mm
150-200 mm
~25 mm
d~15 mm
параллельность ~1000mm
Стандартная инжекционная фильера
R=5mm
конусность 10°
20-30 mm
параллельность ~100mm
150-200 mm
~25 mm
d~15 mm
параллельность ~1000mm

Слайд 14 Нагрев пультрузионной фильеры
Нагревающие элементы
Рекомендуется ≥2 зон нагрева
T2 = 140-160 °C T1
Нагрев пультрузионной фильеры
Нагревающие элементы
Рекомендуется ≥2 зон нагрева
T2 = 140-160 °C T1
Слайд 15Отверждение
темп.
отверждение
нагрев начало отверждения(«толчек»)
Нагрев ,гель и отверждение
жидкость
Твердое в-во
Отверждение
темп.
отверждение
нагрев начало отверждения(«толчек»)
Нагрев ,гель и отверждение
жидкость
Твердое в-во

Слайд 16Скорость отверждения/пультрузии
Пик экзотермы происходит до выхода из фильеры!
Положение пика экзотермы в фильере
Скорость отверждения/пультрузии
Пик экзотермы происходит до выхода из фильеры!
Положение пика экзотермы в фильере
Слайд 17Скорость пультрузии
Скорость пультрузии

 Мои права и обязанности
Мои права и обязанности Версальско- вашингтонская система
Версальско- вашингтонская система Татьяна Сигаловская
Татьяна Сигаловская МБДОУ д/с «Колосок» села Березовка 1-я
МБДОУ д/с «Колосок» села Березовка 1-я Прощай,Азбука!
Прощай,Азбука! 1С:Предприятие 8. Управление сервисным центром
1С:Предприятие 8. Управление сервисным центром Территория автоматизации региональных систем ЗАГС РФ на базе программного комплекса «Находка-ЗАГС» г. Москва | г. Байконур Алтайск
Территория автоматизации региональных систем ЗАГС РФ на базе программного комплекса «Находка-ЗАГС» г. Москва | г. Байконур Алтайск Виды корней. Типы корневых систем
Виды корней. Типы корневых систем Судебная экспертиза
Судебная экспертиза Презентация на тему Краснодарский край город Армавир
Презентация на тему Краснодарский край город Армавир  Москва
Москва Этапы отработки входящего звонка. Академия ИТС по продажам сервисов 1С
Этапы отработки входящего звонка. Академия ИТС по продажам сервисов 1С Гармония в разнообразии: представление о психологических различиях между людьми
Гармония в разнообразии: представление о психологических различиях между людьми Святая мать добром спасет
Святая мать добром спасет Праздник Великой Масленицы в Туранском доме культуры
Праздник Великой Масленицы в Туранском доме культуры Итоги участия в региональном конкурсе исследовательских работ
Итоги участия в региональном конкурсе исследовательских работ Школы менеджмента
Школы менеджмента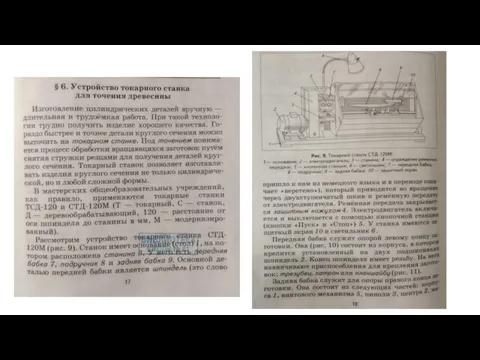 Устройство токарного станка для точения древесины
Устройство токарного станка для точения древесины Instruction Manual LX-LC200 toyota ANDROID INTERFACE
Instruction Manual LX-LC200 toyota ANDROID INTERFACE Презентация на тему: Тренажёр «Английский – с ветерком»
Презентация на тему: Тренажёр «Английский – с ветерком» Мобильная энергия города Get Energy
Мобильная энергия города Get Energy Lara wird
Lara wird Портрет одного слова
Портрет одного слова Международные правовые документы
Международные правовые документы Бизнес-акселератор Деловая Сибирь
Бизнес-акселератор Деловая Сибирь Управляем многоквартирным домом правильно!
Управляем многоквартирным домом правильно! System of government of Lebanon
System of government of Lebanon 21 марта. Классная работа. Тема урока: «Методическая система учителя истории и обществознания МОУ СОШ 1 Штомпель Г.Г»
21 марта. Классная работа. Тема урока: «Методическая система учителя истории и обществознания МОУ СОШ 1 Штомпель Г.Г»