- Разработка технологии изготовления токоподвода к углеграфитовым анодам магниевых электролизеров

Содержание
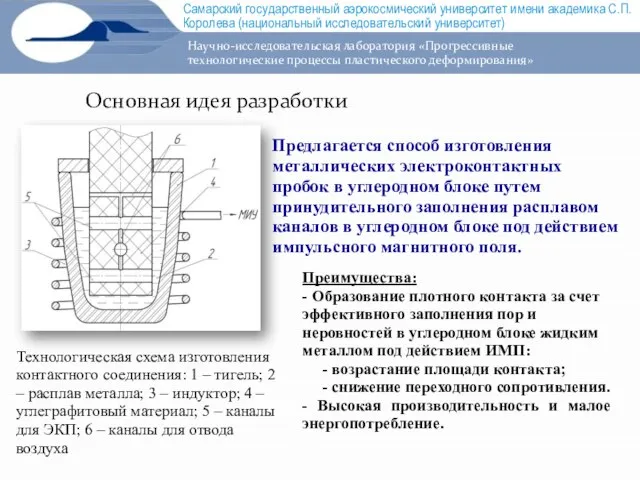
- 2. Основная идея разработки Технологическая схема изготовления контактного соединения: 1 – тигель; 2 – расплав металла; 3
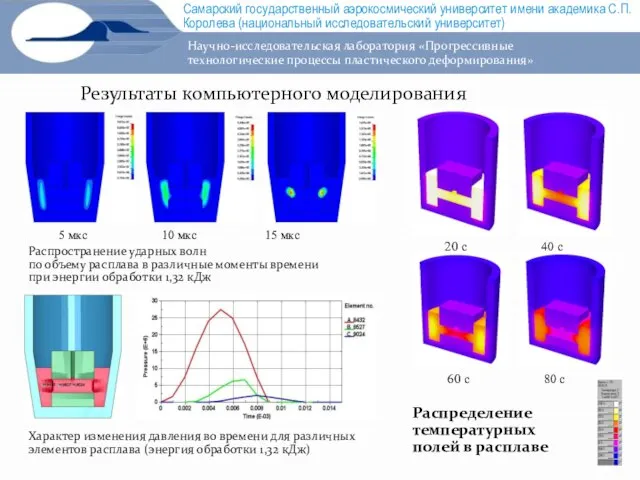
- 3. Результаты компьютерного моделирования 5 мкс 10 мкс 15 мкс Распространение ударных волн по объему расплава в
- 4. Полученные образцы Заполнение канала для отвода воздуха: а) образец, полученный без МИО; б) образец с МИО
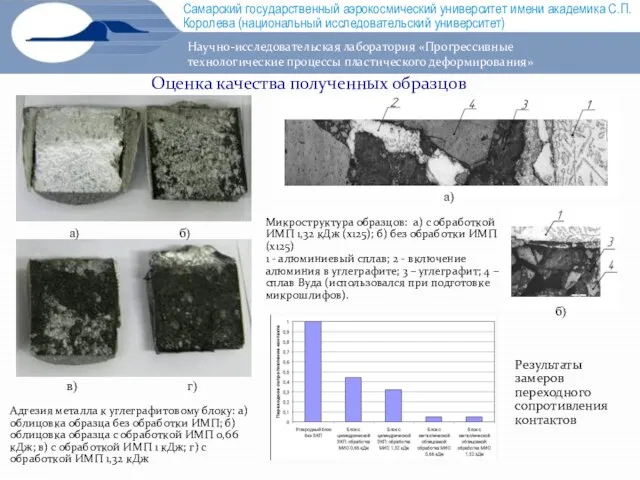
- 5. Оценка качества полученных образцов а) б) в) г) Адгезия металла к углеграфитовому блоку: а) облицовка образца
- 7. Скачать презентацию
Слайд 2Основная идея разработки
Технологическая схема изготовления контактного соединения: 1 – тигель; 2 –
Основная идея разработки
Технологическая схема изготовления контактного соединения: 1 – тигель; 2 –
Слайд 3Результаты компьютерного моделирования
5 мкс 10 мкс 15 мкс
Распространение ударных волн
по
Результаты компьютерного моделирования
5 мкс 10 мкс 15 мкс
Распространение ударных волн
по
Слайд 4Полученные образцы
Заполнение канала для отвода воздуха: а) образец, полученный без МИО;
б)
Полученные образцы
Заполнение канала для отвода воздуха: а) образец, полученный без МИО;
б)

Слайд 5Оценка качества полученных образцов
а) б)
в) г)
Адгезия металла к углеграфитовому блоку: а)
Оценка качества полученных образцов
а) б)
в) г)
Адгезия металла к углеграфитовому блоку: а)
 6. Участие граждан в политической жизни
6. Участие граждан в политической жизни Смешанные числа
Смешанные числа Разработка кольцевых маршрутов движения автотранспорта
Разработка кольцевых маршрутов движения автотранспорта Сетчатый орнамент. Maстер-класс преподавателя ИЗО
Сетчатый орнамент. Maстер-класс преподавателя ИЗО Тема урока: «Культура речи в профессиональной деятельности человека»
Тема урока: «Культура речи в профессиональной деятельности человека»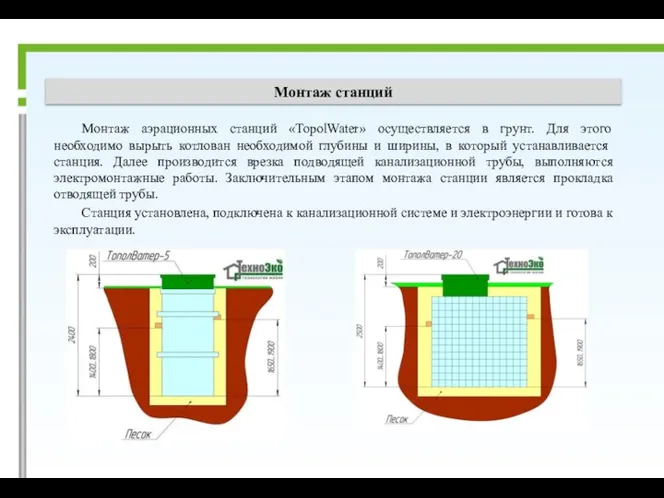 Монтаж станций
Монтаж станций Научно-производственная фирма Шар. Новые полимерные материалы
Научно-производственная фирма Шар. Новые полимерные материалы Презентация на тему Социалистическая индустриализация. Итоги первых пятилеток
Презентация на тему Социалистическая индустриализация. Итоги первых пятилеток  Особенностипродвиженияженских товаровв Интернете
Особенностипродвиженияженских товаровв Интернете А. И. Солженицын (1918-2008)
А. И. Солженицын (1918-2008) Народы, языки и религии
Народы, языки и религии Новогоднее мероприятие в стиле «Русские гуляния»
Новогоднее мероприятие в стиле «Русские гуляния» Совещание МО
Совещание МО Проект остановки транспорта. Окупаемость остановок при помощи рекламы
Проект остановки транспорта. Окупаемость остановок при помощи рекламы Россия и НАТО: реальность и перспективы взаимодействия
Россия и НАТО: реальность и перспективы взаимодействия Школа молодого педагога Специфика ведения школьной документации начального общего образования
Школа молодого педагога Специфика ведения школьной документации начального общего образования Задание по хозяйству
Задание по хозяйству Группа компаний DIGSEE
Группа компаний DIGSEE Боевые искусства Древней Руси
Боевые искусства Древней Руси Презентация на тему Влага в атмосфере
Презентация на тему Влага в атмосфере  macroeconomics
macroeconomics  Бизнес в Польше под ключ. Помощь для получения лизинга
Бизнес в Польше под ключ. Помощь для получения лизинга Масленица (1-8 класс)
Масленица (1-8 класс) Финикийские мореплаватели
Финикийские мореплаватели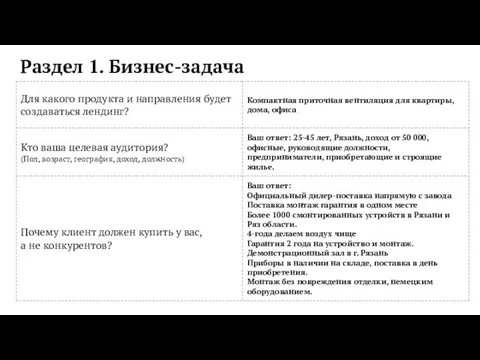 Бизнес-задача
Бизнес-задача Архитектура православного храма. Символика
Архитектура православного храма. Символика Системы мотивации и стимулирования персонала
Системы мотивации и стимулирования персонала Окислительно-восстановительные реакции
Окислительно-восстановительные реакции