- Резьбы

Содержание
- 2. Резьба Метрическая резьба Дюймовая резьба
- 3. Типы резьбы По типу резьба на крепежных элементах может быть внутренней (на гайках, соединительных муфтах, гильзах
- 4. Метрическая резьба Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме,
- 5. Резьба UTS (Unified Thread Standard) Дюймовая широко распространённая резьба в США — угол при вершине 60°,
- 6. UNC - Unified Coarse Thread - Унифицированная крупная резьба
- 7. Способы изготовления резьб Применяются следующие способы получения резьб: лезвийная обработка резанием; абразивная обработка; накатывание; выдавливание прессованием;
- 9. Скачать презентацию

Слайд 3Типы резьбы
По типу резьба на крепежных элементах может быть внутренней (на гайках,
Типы резьбы
По типу резьба на крепежных элементах может быть внутренней (на гайках,

Слайд 4Метрическая резьба
Условное обозначение:
буква M (metric), числовое значение номинального диаметра резьбы
Метрическая резьба
Условное обозначение:
буква M (metric), числовое значение номинального диаметра резьбы

Слайд 5Резьба UTS (Unified Thread Standard)
Дюймовая широко распространённая резьба в США — угол при
Резьба UTS (Unified Thread Standard)
Дюймовая широко распространённая резьба в США — угол при

Слайд 6UNC - Unified Coarse Thread - Унифицированная крупная резьба
UNC - Unified Coarse Thread - Унифицированная крупная резьба

Слайд 7Способы изготовления резьб
Применяются следующие способы получения резьб:
лезвийная обработка резанием;
абразивная обработка;
накатывание;
Способы изготовления резьб
Применяются следующие способы получения резьб:
лезвийная обработка резанием;
абразивная обработка;
накатывание;

 Моя будущая профессия (4 класс)
Моя будущая профессия (4 класс) Белоснежка Snow white
Белоснежка Snow white The world’s architecture of the 1880’s
The world’s architecture of the 1880’s Классификация любви Эриха Фромма
Классификация любви Эриха Фромма Linked List- Insert delete operations
Linked List- Insert delete operations Права людини – що знаєте, як гадаєте, чи впізнаєте? Тест
Права людини – що знаєте, як гадаєте, чи впізнаєте? Тест Колористика, стрижка
Колористика, стрижка Управление продажамив малом бизнесе
Управление продажамив малом бизнесе ВОЗМОЖНОСТИ И ПЕРСПЕКТИВЫ ВКЛЮЧЕНИЯ ЭЛЕМЕНТОВ ЭЛЕКТРОННОГО ОБУЧЕНИЯ В НАЧАЛЬНОЙ ШКОЛЕ Информационные технологии для Новой школ
ВОЗМОЖНОСТИ И ПЕРСПЕКТИВЫ ВКЛЮЧЕНИЯ ЭЛЕМЕНТОВ ЭЛЕКТРОННОГО ОБУЧЕНИЯ В НАЧАЛЬНОЙ ШКОЛЕ Информационные технологии для Новой школ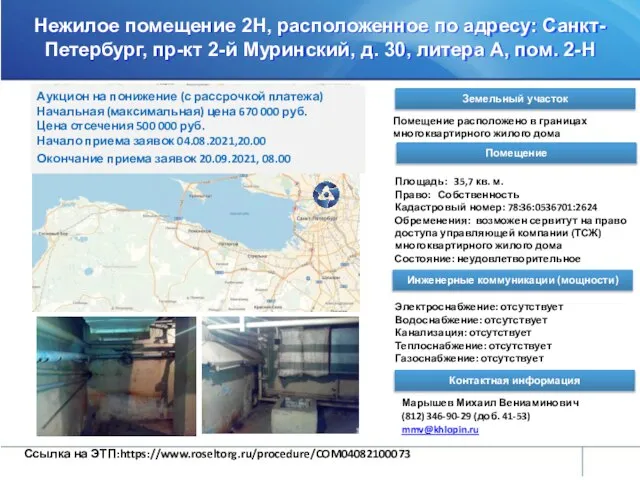 Нежилое помещение
Нежилое помещение Осенние изменения в природе 1 класс
Осенние изменения в природе 1 класс ПДД
ПДД Устное народное творчество. Русские народные загадки
Устное народное творчество. Русские народные загадки Апрель
Апрель Центр психолого-медико-социального сопровождения №2
Центр психолого-медико-социального сопровождения №2 Сериченко Гульнара Темиргалиевна учитель начальных классов МОУ СОШ № 15 г.Энгельса
Сериченко Гульнара Темиргалиевна учитель начальных классов МОУ СОШ № 15 г.Энгельса СИСТЕМА ДИНАМОМЕТРИРОВАНИЯ СТАЦИОНАРНАЯ ДДС-04
СИСТЕМА ДИНАМОМЕТРИРОВАНИЯ СТАЦИОНАРНАЯ ДДС-04 Презентация на тему Однокоренные слова
Презентация на тему Однокоренные слова  Презентация на тему Учимся выполнять умножение 1 класс
Презентация на тему Учимся выполнять умножение 1 класс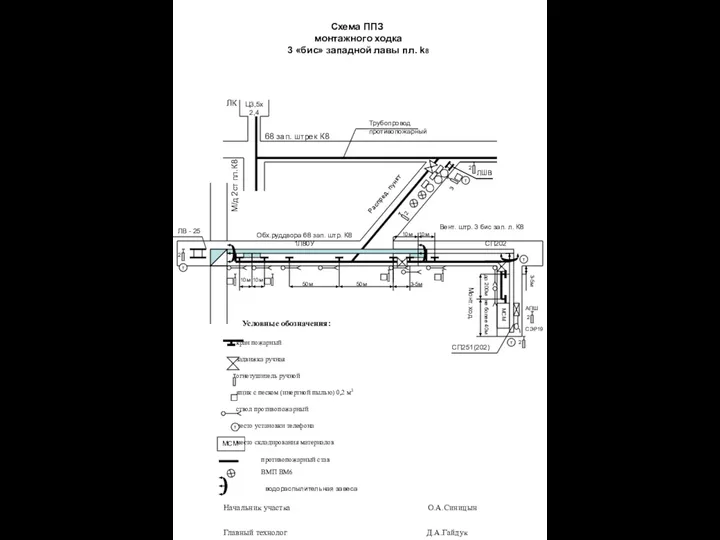 Схема ППЗ монтажного ходка 3 бис западной лавы пл. k8
Схема ППЗ монтажного ходка 3 бис западной лавы пл. k8 НЭП и Военный коммунизм
НЭП и Военный коммунизм ЕГЭ 2012
ЕГЭ 2012 Елизаветинское барокко
Елизаветинское барокко Презентация на тему Проверка выдвинутых версий
Презентация на тему Проверка выдвинутых версий  Глава 5. Экономика мира 29. Экономическая глобализация
Глава 5. Экономика мира 29. Экономическая глобализация Кадет-патриот-воин
Кадет-патриот-воин Афганистан
Афганистан РАЙОННОЕ МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ учителей английского языка
РАЙОННОЕ МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ учителей английского языка