- Резьбы

Содержание
- 2. Резьбовое соединение – соединение деталей с помощью резьбы, обеспечивающее относительную неподвижность деталей или заданное перемещение одной
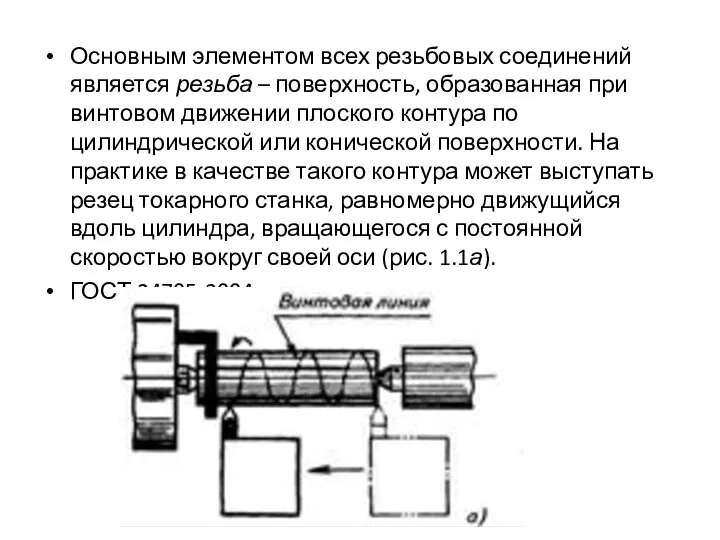
- 3. Основным элементом всех резьбовых соединений является резьба – поверхность, образованная при винтовом движении плоского контура по
- 4. Классификация резьбовых соединений: резьбовое соединение при непосредственном скручивании соединяемых деталей (резьба имеется на этих деталях); резьбовое
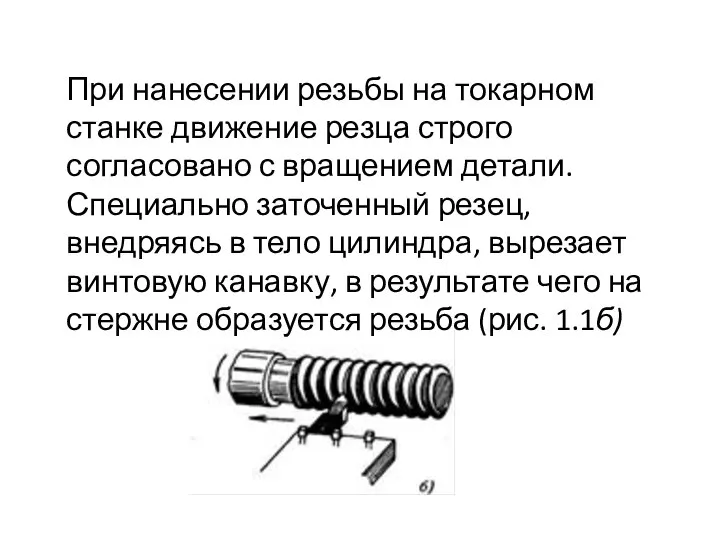
- 5. При нанесении резьбы на токарном станке движение резца строго согласовано с вращением детали. Специально заточенный резец,
- 6. 1.1. Классификация резьб В зависимости от формы поверхности, на которую нанесена резьба, резьбы подразделяются на цилиндрические
- 7. По эксплуатационному назначению резьбы делятся на: крепежные, обеспечивающие полное и надежное неподвижное соединение деталей при статических
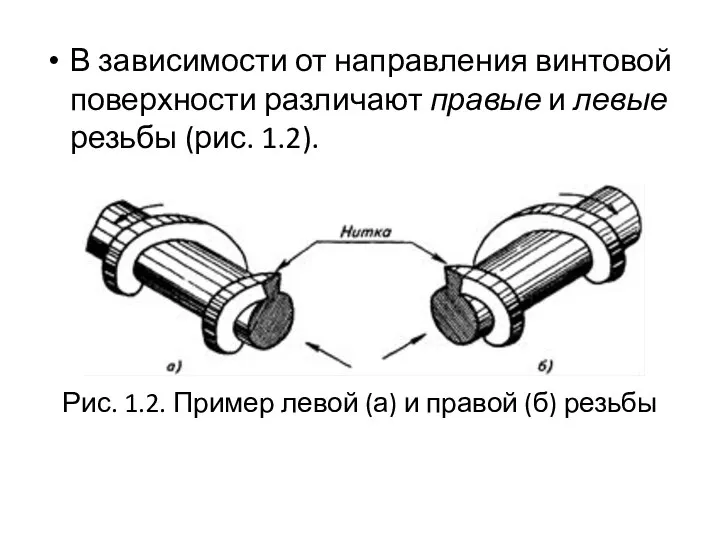
- 8. В зависимости от направления винтовой поверхности различают правые и левые резьбы (рис. 1.2). Рис. 1.2. Пример
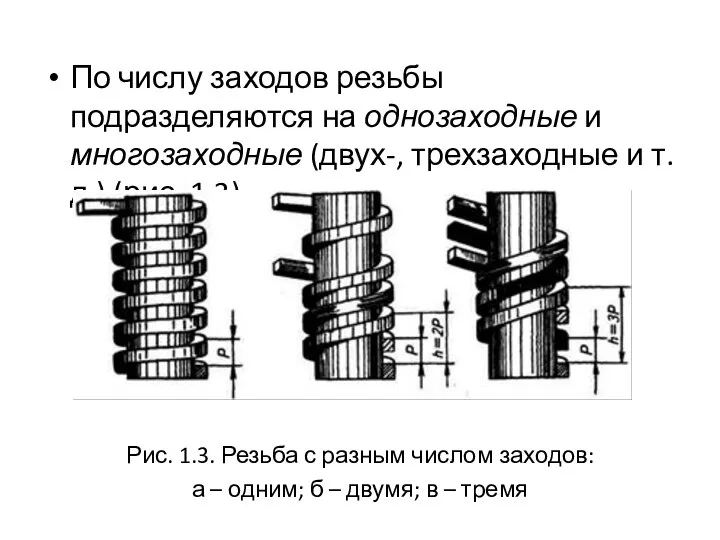
- 9. По числу заходов резьбы подразделяются на однозаходные и многозаходные (двух-, трехзаходные и т.д.) (рис. 1.3). Рис.
- 10. Кроме того, все резьбы, используемые в практике, разделяются на две следующие группы: стандартизованные – резьбы с
- 11. 1.2. Основные параметры резьб К основным параметрам резьбы относятся: профиль резьбы – контур сечения резьбы в
- 12. ход резьбы h – расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же
- 13. средний диаметр резьбы (d2 – для болта, D2 – для гайки) – диаметр воображаемого соосного с
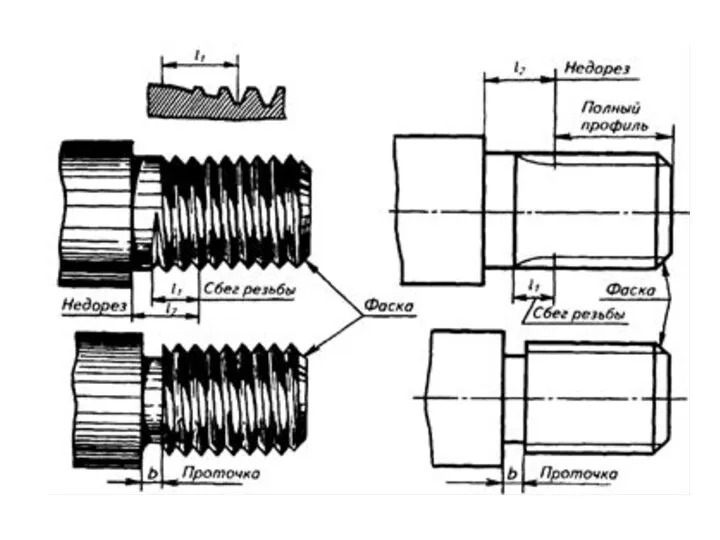
- 14. 1.3. Конструктивные элементы резьбы К основным конструктивным элементам резьбы (ГОСТ 10549-80) относятся (рис. 1.4): сбег резьбы
- 15. недорез – участок изделия, включающий сбег и недовод резьбы; под недоводом понимается величина ненарезанной части детали
- 17. 1.4. Изображение резьбы на чертежах На чертежах резьбу изображают условно, независимо от профиля, а именно: резьбу
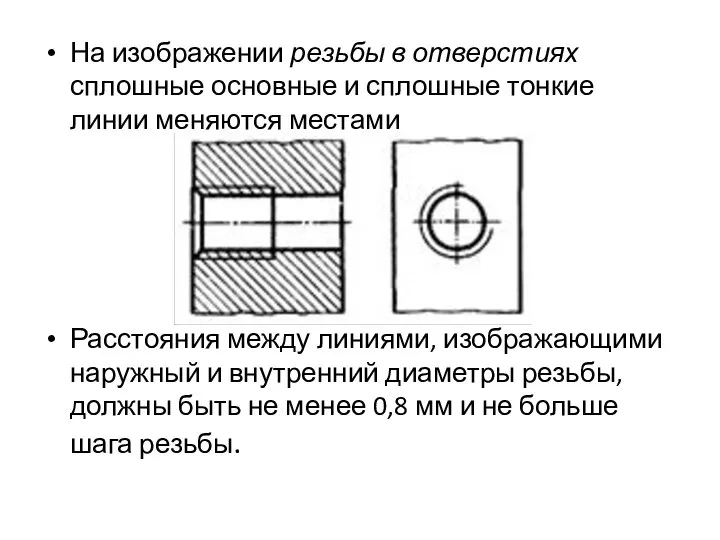
- 18. На изображении резьбы в отверстиях сплошные основные и сплошные тонкие линии меняются местами Расстояния между линиями,
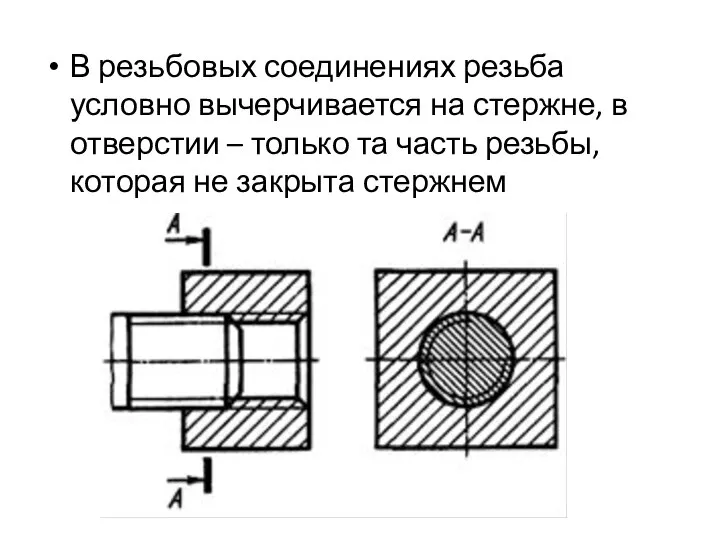
- 19. В резьбовых соединениях резьба условно вычерчивается на стержне, в отверстии – только та часть резьбы, которая
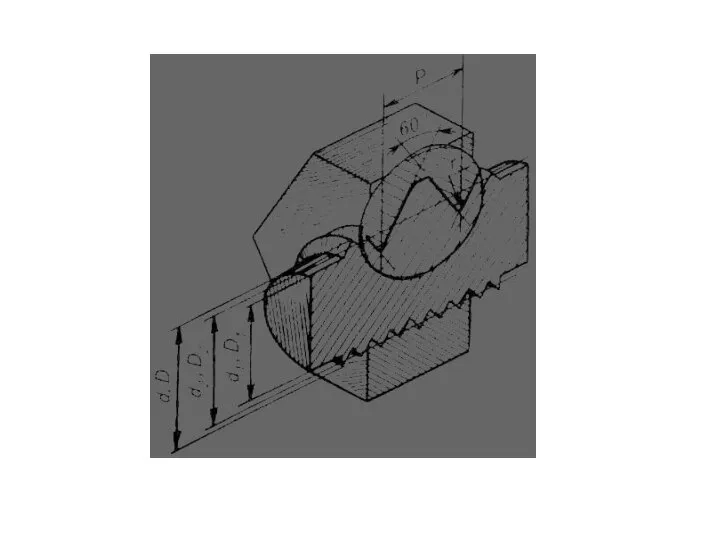
- 20. 1.5. Основные типы резьбы и их обозначение 1.5.1. Крепежная резьба Метрическая резьба (рис. 1.7). Основным принятым
- 22. Профиль резьбы установлен ГОСТ 9150–81, основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров резьбы –
- 23. Метрическую резьбу выполняют с крупным и мелким шагами. По стандарту, для каждого наружного диаметра резьбы устанавливается
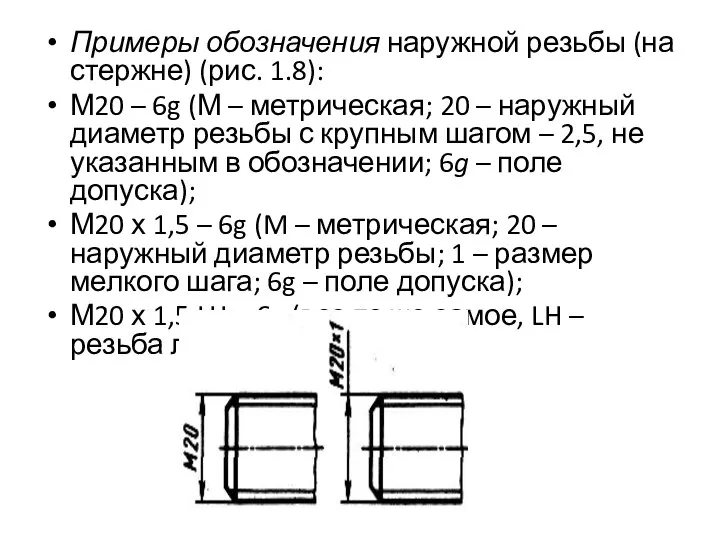
- 24. Примеры обозначения наружной резьбы (на стержне) (рис. 1.8): М20 – 6g (М – метрическая; 20 –
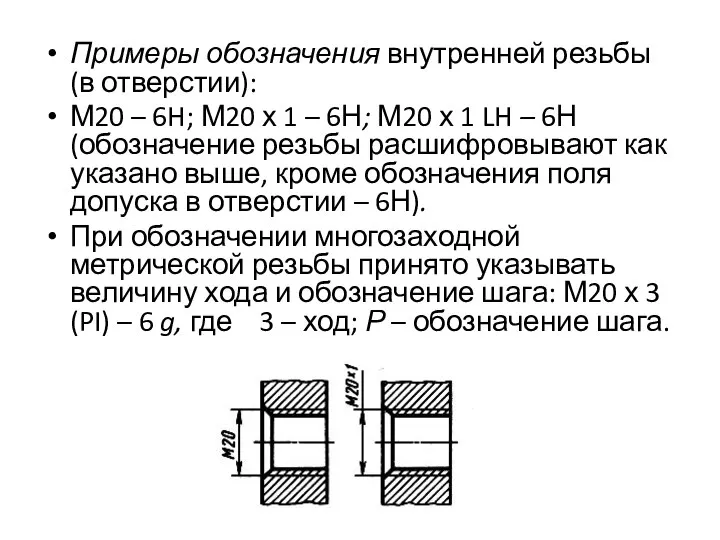
- 25. Примеры обозначения внутренней резьбы (в отверстии): М20 – 6H; М20 х 1 – 6Н; М20 х
- 26. 1.5.2. Крепежно-уплотнительные резьбы Трубная резьба цилиндрическая. В современной технике широко применяются трубопроводы. Трубопровод состоит, как правило,
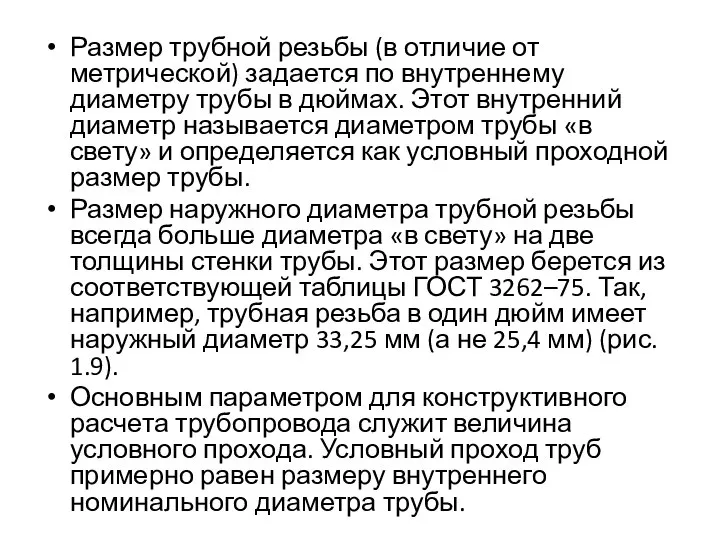
- 27. Размер трубной резьбы (в отличие от метрической) задается по внутреннему диаметру трубы в дюймах. Этот внутренний
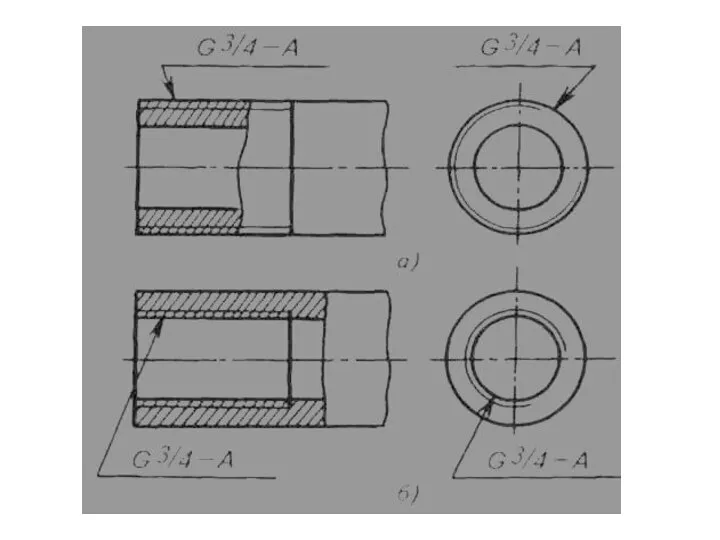
- 29. Трубная цилиндрическая резьба по ГОСТ 6357–81 (рис.1.10) применяется на водогазопроводных трубах, деталях для их соединения (муфтах,
- 30. В условное обозначение трубной цилиндрической резьбы входит буква G, размер резьбы в дюймах (без знака "),
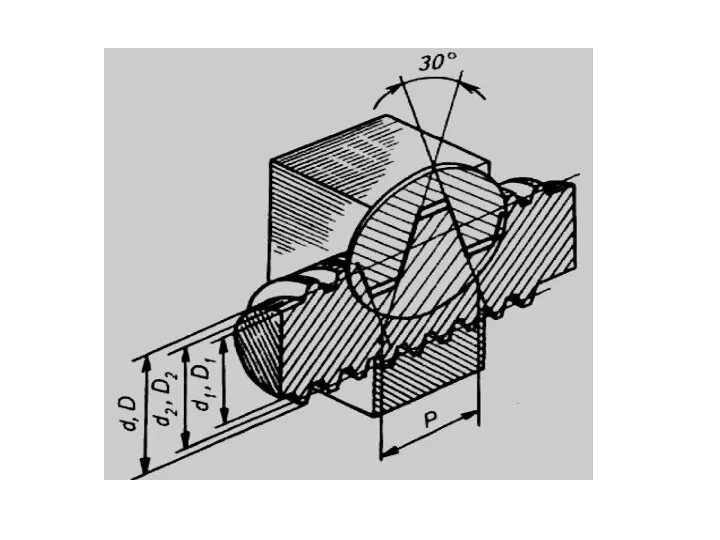
- 32. 1.5.3. Кинематические (или ходовые) резьбы Трапецеидальная резьба (рис. 1.12). Профиль резьбы – равнобокая трапеция с углом
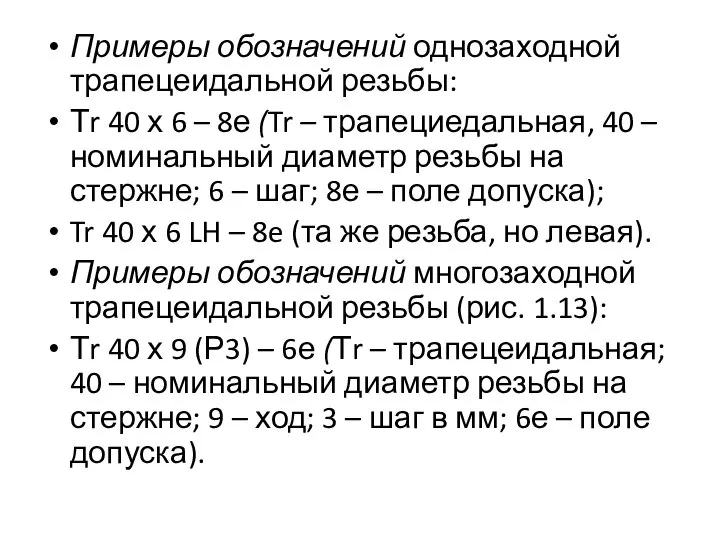
- 34. Примеры обозначений однозаходной трапецеидальной резьбы: Тr 40 х 6 – 8е (Tr – трапециедальная, 40 –
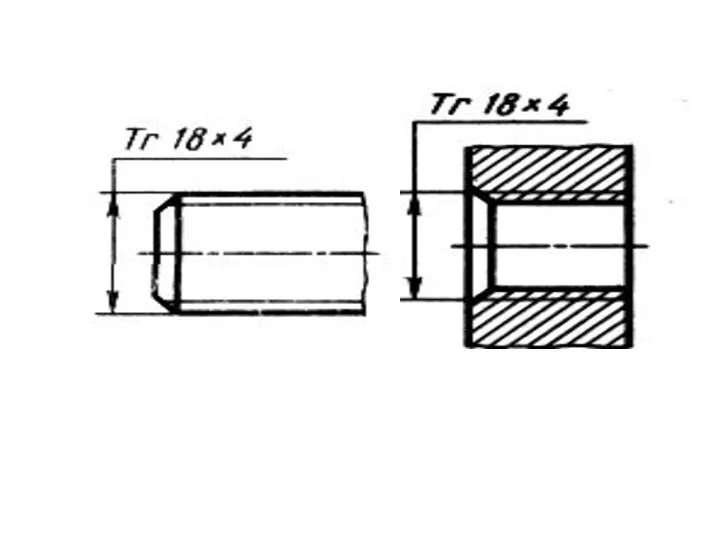
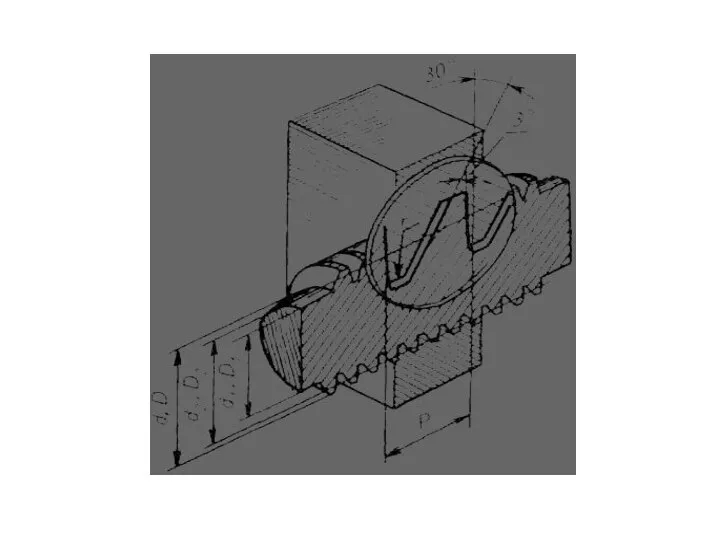
- 36. Упорная резьба (рис. 1.14). Профиль резьбы по ГОСТ 10177-82 – неравнобокая трапеция с углом рабочей стороны
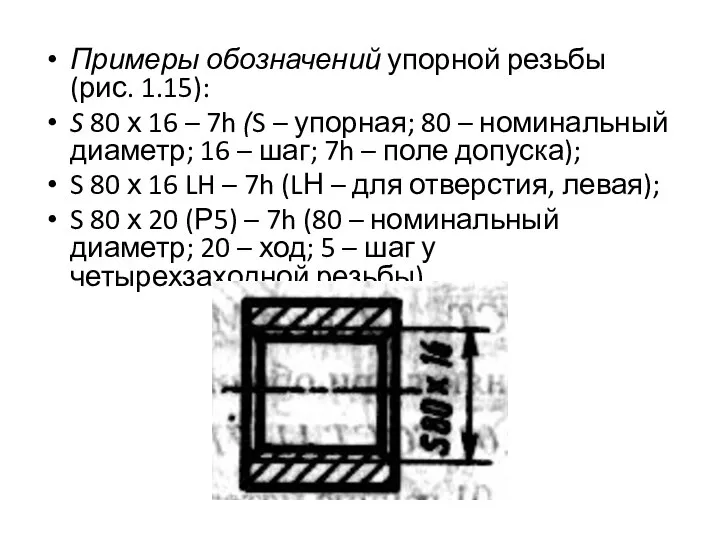
- 38. Примеры обозначений упорной резьбы (рис. 1.15): S 80 х 16 – 7h (S – упорная; 80
- 39. Прямоугольная (квадратная) резьба (рис. 1.16) имеет высокий КПД и дает большой выигрыш в силе, поэтому подобные
- 40. Прямоугольные (квадратные) резьбы не стандартизованы, так как имеют следующие недостатки: а) в соединении (типа «болт –
- 41. Специальная резьба. Имеет стандартный профиль, но нестандартный шаг или диаметр. В обозначении специальной резьбы перед буквенным
- 42. 1.6. Основные виды резьбовых крепежных изделий(ГОСТ 27017-86) 1.6.1. Болты Болт представляет собой цилиндрический стержень с головкой
- 43. Рис. 1.17. Элементы болта: 1 – фаска; 2 – головка; 3 – стержень; l – рабочая
- 44. Изображение болтов на рабочих чертежах выполняют по размерам, указанным в соответствующих таблицах ГОСТа на резьбовые изделия.
- 45. Пример условного обозначения болта нормальной точности с шестигранной головкой: болт исполнения 1 (не указывают), с крупным
- 46. 1.6.2. Шпильки Если болт нельзя пропустить насквозь через обе детали (в случае когда одна деталь существенно
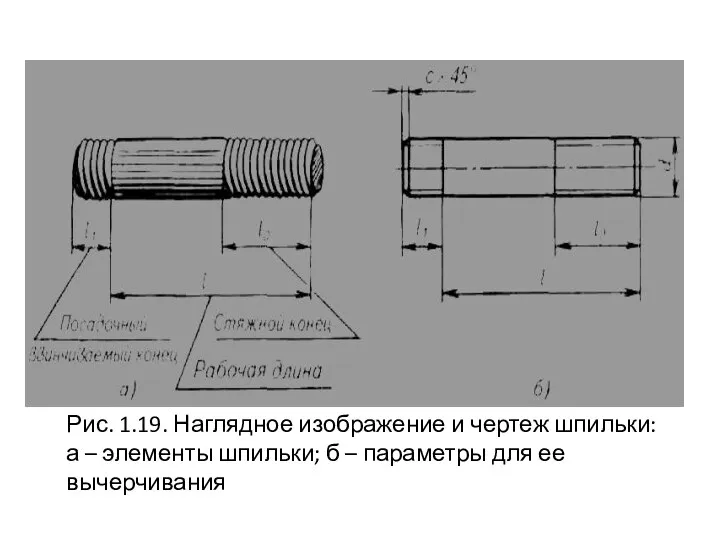
- 47. Рис. 1.19. Наглядное изображение и чертеж шпильки: а – элементы шпильки; б – параметры для ее
- 48. Рис. 1.20. Последовательность соединения деталей шпильками
- 49. Пример условного обозначения шпильки диаметром резьбы d = 16 мм, с крупным шагом Р = 2
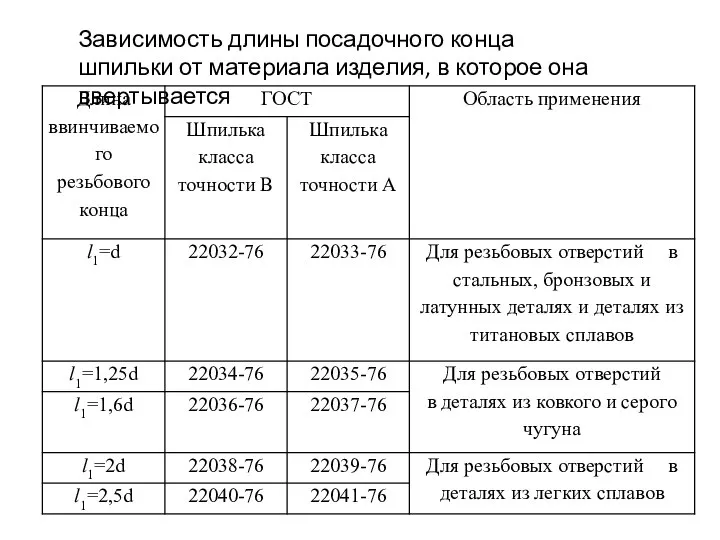
- 50. Зависимость длины посадочного конца шпильки от материала изделия, в которое она ввертывается
- 51. 1.6.3. Гайки Крепежные гайки, которые навинчиваются на болты и шпильки, чаще всего бывают шестигранной формы, реже
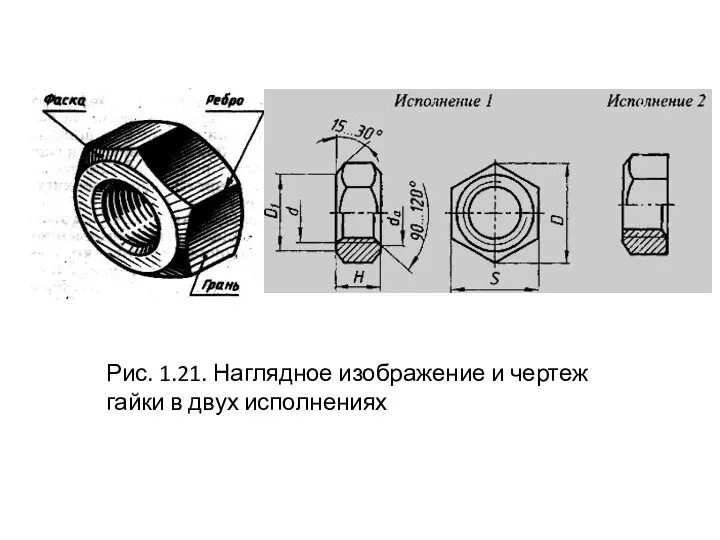
- 52. Рис. 1.21. Наглядное изображение и чертеж гайки в двух исполнениях
- 53. Основные размеры шестигранных гаек класса точности В, нормальных по ГОСТ 5915-70, приведены в табл. прил. 3.
- 54. 1.6.4. Шайбы При сборке резьбовых соединений под гайки или головки болтов обычно подкладывают шайбы. Они позволяют
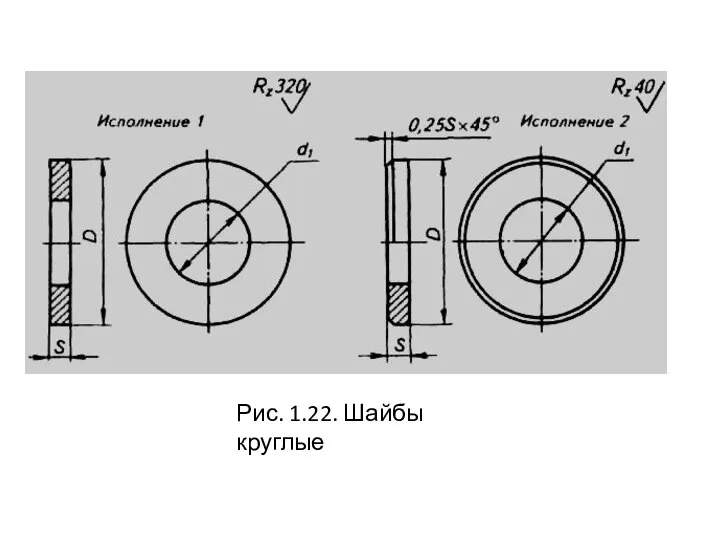
- 55. Рис. 1.22. Шайбы круглые
- 57. Скачать презентацию
Слайд 2Резьбовое соединение – соединение деталей с помощью резьбы, обеспечивающее относительную неподвижность деталей
Резьбовое соединение – соединение деталей с помощью резьбы, обеспечивающее относительную неподвижность деталей
Слайд 3Основным элементом всех резьбовых соединений является резьба – поверхность, образованная при винтовом
Основным элементом всех резьбовых соединений является резьба – поверхность, образованная при винтовом
Слайд 4Классификация резьбовых соединений:
резьбовое соединение при непосредственном скручивании соединяемых деталей (резьба имеется на
Классификация резьбовых соединений:
резьбовое соединение при непосредственном скручивании соединяемых деталей (резьба имеется на
Слайд 5При нанесении резьбы на токарном станке движение резца строго согласовано с вращением
При нанесении резьбы на токарном станке движение резца строго согласовано с вращением
Слайд 61.1. Классификация резьб
В зависимости от формы поверхности, на которую нанесена резьба, резьбы подразделяются
1.1. Классификация резьб
В зависимости от формы поверхности, на которую нанесена резьба, резьбы подразделяются
Слайд 7По эксплуатационному назначению резьбы делятся на:
крепежные, обеспечивающие полное и надежное неподвижное соединение
По эксплуатационному назначению резьбы делятся на:
крепежные, обеспечивающие полное и надежное неподвижное соединение
Слайд 8В зависимости от направления винтовой поверхности различают правые и левые резьбы (рис.
В зависимости от направления винтовой поверхности различают правые и левые резьбы (рис.
Слайд 9По числу заходов резьбы подразделяются на однозаходные и многозаходные (двух-, трехзаходные и
По числу заходов резьбы подразделяются на однозаходные и многозаходные (двух-, трехзаходные и
Слайд 10Кроме того, все резьбы, используемые в практике, разделяются на две следующие группы:
стандартизованные
Кроме того, все резьбы, используемые в практике, разделяются на две следующие группы:
стандартизованные
Слайд 111.2. Основные параметры резьб
К основным параметрам резьбы относятся:
профиль резьбы – контур сечения резьбы
1.2. Основные параметры резьб
К основным параметрам резьбы относятся:
профиль резьбы – контур сечения резьбы
Слайд 12ход резьбы h – расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими
ход резьбы h – расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими
Слайд 13средний диаметр резьбы (d2 – для болта, D2 – для гайки) –
средний диаметр резьбы (d2 – для болта, D2 – для гайки) –
Слайд 141.3. Конструктивные элементы резьбы
К основным конструктивным элементам резьбы (ГОСТ 10549-80) относятся (рис. 1.4):
сбег
1.3. Конструктивные элементы резьбы
К основным конструктивным элементам резьбы (ГОСТ 10549-80) относятся (рис. 1.4):
сбег
Слайд 15недорез – участок изделия, включающий сбег и недовод резьбы; под недоводом понимается
недорез – участок изделия, включающий сбег и недовод резьбы; под недоводом понимается
Слайд 171.4. Изображение резьбы на чертежах
На чертежах резьбу изображают условно, независимо от профиля, а
1.4. Изображение резьбы на чертежах
На чертежах резьбу изображают условно, независимо от профиля, а

Слайд 18На изображении резьбы в отверстиях сплошные основные и сплошные тонкие линии меняются
На изображении резьбы в отверстиях сплошные основные и сплошные тонкие линии меняются
Слайд 19В резьбовых соединениях резьба условно вычерчивается на стержне, в отверстии – только
В резьбовых соединениях резьба условно вычерчивается на стержне, в отверстии – только
Слайд 201.5. Основные типы резьбы и их обозначение
1.5.1. Крепежная резьба
Метрическая резьба (рис. 1.7).
1.5. Основные типы резьбы и их обозначение
1.5.1. Крепежная резьба
Метрическая резьба (рис. 1.7).
Слайд 22Профиль резьбы установлен ГОСТ 9150–81, основные размеры (номинальные значения) наружного, среднего и
Профиль резьбы установлен ГОСТ 9150–81, основные размеры (номинальные значения) наружного, среднего и
Слайд 23Метрическую резьбу выполняют с крупным и мелким шагами. По стандарту, для каждого
Метрическую резьбу выполняют с крупным и мелким шагами. По стандарту, для каждого
Слайд 24Примеры обозначения наружной резьбы (на стержне) (рис. 1.8):
М20 – 6g (М –
Примеры обозначения наружной резьбы (на стержне) (рис. 1.8):
М20 – 6g (М –
Слайд 25Примеры обозначения внутренней резьбы (в отверстии):
М20 – 6H; М20 х 1 –
Примеры обозначения внутренней резьбы (в отверстии):
М20 – 6H; М20 х 1 –
Слайд 261.5.2. Крепежно-уплотнительные резьбы
Трубная резьба цилиндрическая. В современной технике широко применяются трубопроводы. Трубопровод
1.5.2. Крепежно-уплотнительные резьбы
Трубная резьба цилиндрическая. В современной технике широко применяются трубопроводы. Трубопровод
Слайд 27Размер трубной резьбы (в отличие от метрической) задается по внутреннему диаметру трубы
Размер трубной резьбы (в отличие от метрической) задается по внутреннему диаметру трубы
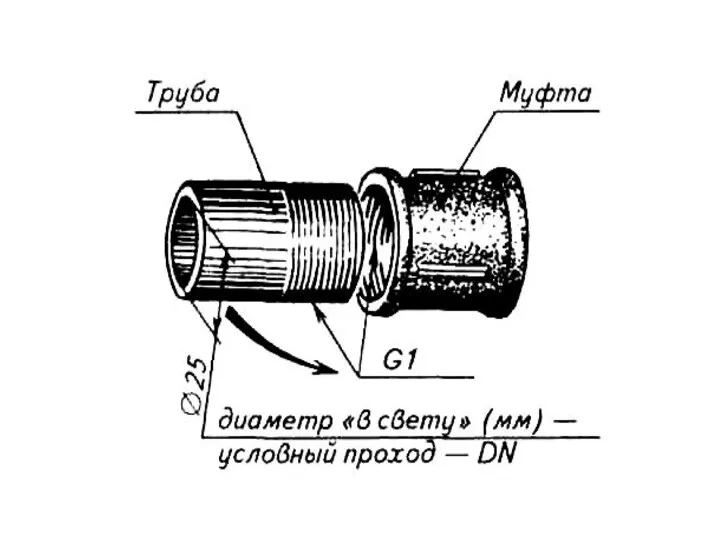
Слайд 29Трубная цилиндрическая резьба по ГОСТ 6357–81 (рис.1.10) применяется на водогазопроводных трубах, деталях
Трубная цилиндрическая резьба по ГОСТ 6357–81 (рис.1.10) применяется на водогазопроводных трубах, деталях
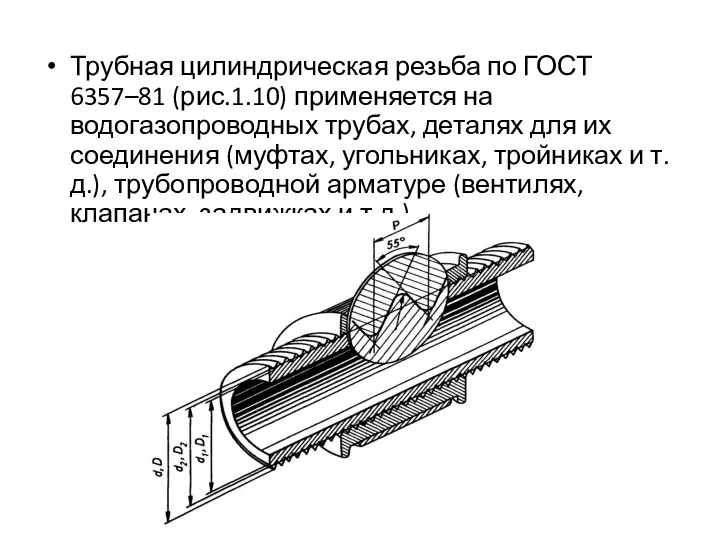
Слайд 30В условное обозначение трубной цилиндрической резьбы входит буква G, размер резьбы в
В условное обозначение трубной цилиндрической резьбы входит буква G, размер резьбы в
Слайд 32
1.5.3. Кинематические (или ходовые) резьбы
Трапецеидальная резьба (рис. 1.12). Профиль резьбы – равнобокая
1.5.3. Кинематические (или ходовые) резьбы
Трапецеидальная резьба (рис. 1.12). Профиль резьбы – равнобокая
Слайд 34Примеры обозначений однозаходной трапецеидальной резьбы:
Тr 40 х 6 – 8е (Tr –
Примеры обозначений однозаходной трапецеидальной резьбы:
Тr 40 х 6 – 8е (Tr –
Слайд 36Упорная резьба (рис. 1.14). Профиль резьбы по ГОСТ 10177-82 – неравнобокая трапеция
Упорная резьба (рис. 1.14). Профиль резьбы по ГОСТ 10177-82 – неравнобокая трапеция
Слайд 38Примеры обозначений упорной резьбы (рис. 1.15):
S 80 х 16 – 7h (S
Примеры обозначений упорной резьбы (рис. 1.15):
S 80 х 16 – 7h (S
Слайд 39Прямоугольная (квадратная) резьба (рис. 1.16) имеет высокий КПД и дает большой выигрыш
Прямоугольная (квадратная) резьба (рис. 1.16) имеет высокий КПД и дает большой выигрыш

Слайд 40Прямоугольные (квадратные) резьбы не стандартизованы, так как имеют следующие недостатки:
а) в соединении
Прямоугольные (квадратные) резьбы не стандартизованы, так как имеют следующие недостатки:
а) в соединении
Слайд 41Специальная резьба. Имеет стандартный профиль, но нестандартный шаг или диаметр. В обозначении
Специальная резьба. Имеет стандартный профиль, но нестандартный шаг или диаметр. В обозначении
Слайд 42
1.6. Основные виды резьбовых крепежных изделий(ГОСТ 27017-86)
1.6.1. Болты
Болт представляет собой цилиндрический стержень
1.6. Основные виды резьбовых крепежных изделий(ГОСТ 27017-86)
1.6.1. Болты
Болт представляет собой цилиндрический стержень
Слайд 43Рис. 1.17. Элементы болта:
1 – фаска; 2 – головка; 3 – стержень;
Рис. 1.17. Элементы болта:
1 – фаска; 2 – головка; 3 – стержень;

Слайд 44Изображение болтов на рабочих чертежах выполняют по размерам, указанным в соответствующих таблицах
Изображение болтов на рабочих чертежах выполняют по размерам, указанным в соответствующих таблицах
Слайд 45Пример условного обозначения болта нормальной точности с шестигранной головкой: болт исполнения 1
Пример условного обозначения болта нормальной точности с шестигранной головкой: болт исполнения 1
Слайд 461.6.2. Шпильки
Если болт нельзя пропустить насквозь через обе детали (в случае когда
1.6.2. Шпильки
Если болт нельзя пропустить насквозь через обе детали (в случае когда
Слайд 47Рис. 1.19. Наглядное изображение и чертеж шпильки:
а – элементы шпильки; б –
Рис. 1.19. Наглядное изображение и чертеж шпильки:
а – элементы шпильки; б –
Слайд 48Рис. 1.20. Последовательность соединения
деталей шпильками
Рис. 1.20. Последовательность соединения
деталей шпильками

Слайд 49Пример условного обозначения шпильки диаметром резьбы d = 16 мм, с крупным
Пример условного обозначения шпильки диаметром резьбы d = 16 мм, с крупным
Слайд 50Зависимость длины посадочного конца шпильки от материала изделия, в которое она ввертывается
Зависимость длины посадочного конца шпильки от материала изделия, в которое она ввертывается
Слайд 511.6.3. Гайки
Крепежные гайки, которые навинчиваются на болты и шпильки, чаще всего бывают
1.6.3. Гайки
Крепежные гайки, которые навинчиваются на болты и шпильки, чаще всего бывают
Слайд 52Рис. 1.21. Наглядное изображение и чертеж гайки в двух исполнениях
Рис. 1.21. Наглядное изображение и чертеж гайки в двух исполнениях
Слайд 53Основные размеры шестигранных гаек класса точности В, нормальных по ГОСТ 5915-70, приведены
Основные размеры шестигранных гаек класса точности В, нормальных по ГОСТ 5915-70, приведены
Слайд 541.6.4. Шайбы
При сборке резьбовых соединений под гайки или головки болтов обычно
1.6.4. Шайбы
При сборке резьбовых соединений под гайки или головки болтов обычно
Слайд 55Рис. 1.22. Шайбы круглые
Рис. 1.22. Шайбы круглые
 Роль социальных медиа в выводе нового бренда на рынок
Роль социальных медиа в выводе нового бренда на рынок Презентация на тему Механическое движение
Презентация на тему Механическое движение Магистрантки Института теологии БГУ Татур Анастасии
Магистрантки Института теологии БГУ Татур Анастасии Медиа центр
Медиа центр Великая Отечественная Война 1941-1945
Великая Отечественная Война 1941-1945 Африканская улитка ахатина
Африканская улитка ахатина Герой веры нашего времени
Герой веры нашего времени Связи с общественностью
Связи с общественностью  Презентация на тему Неорганические и органические основания
Презентация на тему Неорганические и органические основания  Как заставить ваш интернет магазин продавать
Как заставить ваш интернет магазин продавать Музеи искусства. Картина-пейзаж
Музеи искусства. Картина-пейзаж The philosophy of the Modern Ages
The philosophy of the Modern Ages Презентация на тему Имя существительное 4 класс
Презентация на тему Имя существительное 4 класс Ораторское искусство
Ораторское искусство Хлеб
Хлеб Сочинение-описание по картине А. Н. Комарова "Наводнение"
Сочинение-описание по картине А. Н. Комарова "Наводнение" Институт информационных и вычислительных технологий. Учебная практика
Институт информационных и вычислительных технологий. Учебная практика Разнообразие животных
Разнообразие животных Сложение и вычитание смешанных чисел
Сложение и вычитание смешанных чисел Психологическая поддержка
Психологическая поддержка РОСЧЕРКООРИЕНТИРОВАННЫЙ ИНТЕРФЕЙС ДЛЯ УПРАВЛЕНИЯ МОБИЛЬНЫМИ УСТРОЙСТВАМИ С СЕНСОРНЫМ ЭКРАНОМ СЛАБОВИДЯЩИМИ И ИНВАЛИДАМИ ПО ЗРЕ
РОСЧЕРКООРИЕНТИРОВАННЫЙ ИНТЕРФЕЙС ДЛЯ УПРАВЛЕНИЯ МОБИЛЬНЫМИ УСТРОЙСТВАМИ С СЕНСОРНЫМ ЭКРАНОМ СЛАБОВИДЯЩИМИ И ИНВАЛИДАМИ ПО ЗРЕ ЛИКВИ МОЛИ (Liqui Moly) – это знаменитая инновационная и динамично развивающаяся немецкая компания, расположенная в городе Ульм и выпу
ЛИКВИ МОЛИ (Liqui Moly) – это знаменитая инновационная и динамично развивающаяся немецкая компания, расположенная в городе Ульм и выпу Многообразие художественных культур в мире. Обобщение темы III четверти
Многообразие художественных культур в мире. Обобщение темы III четверти Презентация на тему Степень с рациональным показателем (11 класс)
Презентация на тему Степень с рациональным показателем (11 класс) Обновление содержания деятельности «Детского дома» г.Горнозаводска в условиях реализации краевых проектов
Обновление содержания деятельности «Детского дома» г.Горнозаводска в условиях реализации краевых проектов Презентация на тему Самые древние государства 3 класс
Презентация на тему Самые древние государства 3 класс Научно-техническая революция
Научно-техническая революция Мониторинг помещения и оборудования на производстве(микробиологический мониторинг)
Мониторинг помещения и оборудования на производстве(микробиологический мониторинг)