- Штамповка заготовок на молотах

Содержание
- 2. 9.1 ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ Молоты являются универсальным оборудованием для горячей объемной штамповки преимущественно в открытых штампах.
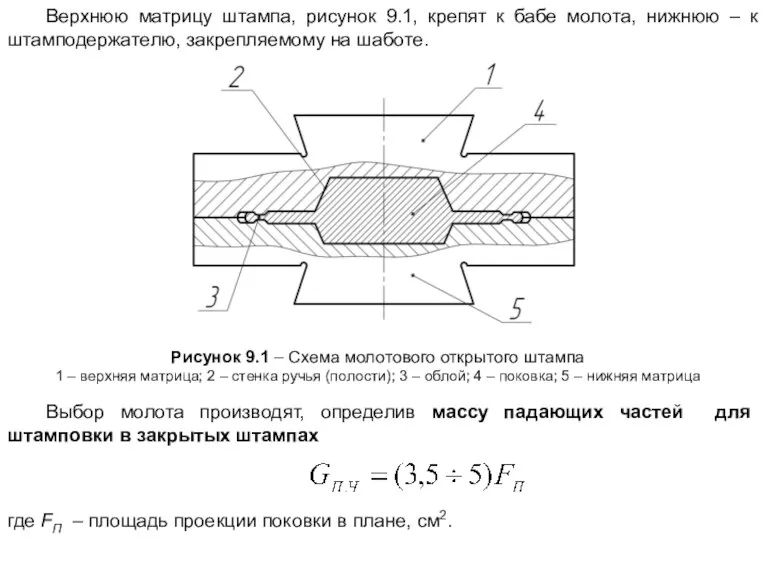
- 3. Верхнюю матрицу штампа, рисунок 9.1, крепят к бабе молота, нижнюю – к штамподержателю, закрепляемому на шаботе.
- 4. Поковки классифицируют по ряду признаков, например, по способу штамповки: плашмя или осадкой в торец и др.
- 5. Размеры исходной заготовки определяют исходя из расчетной заготовки и принятой комбинации переходов штамповки. Расчетная заготовка –
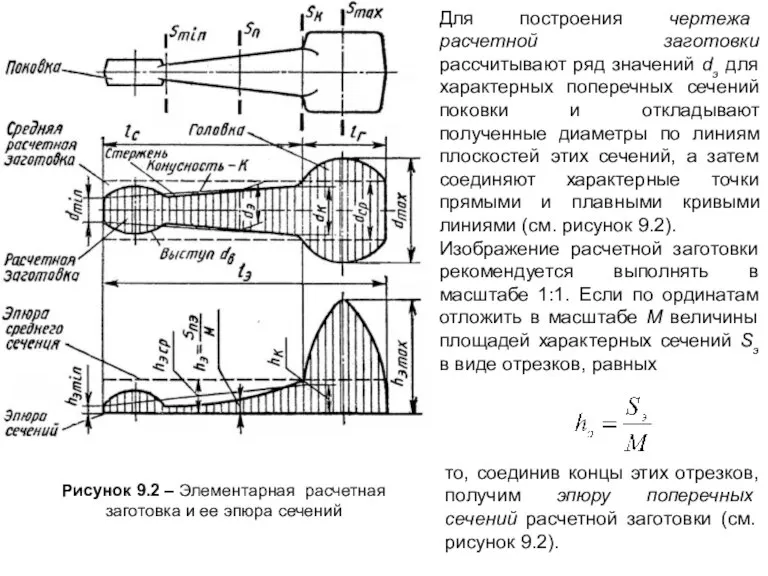
- 6. Рисунок 9.2 – Элементарная расчетная заготовка и ее эпюра сечений Для построения чертежа расчетной заготовки рассчитывают
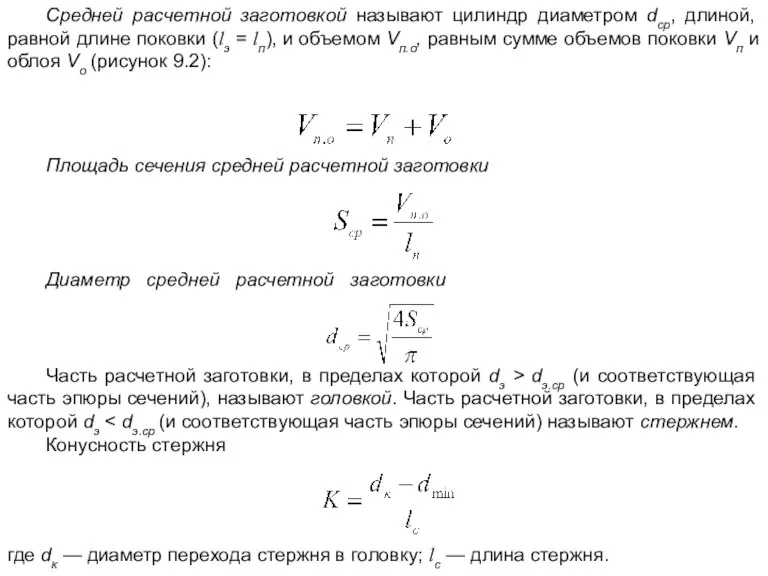
- 7. Средней расчетной заготовкой называют цилиндр диаметром dср, длиной, равной длине поковки (lэ = lп), и объемом
- 8. Расчетную заготовку с одной головкой и односторонне расположенным стержнем называют элементарной расчетной заготовкой. Ей будет соответствовать
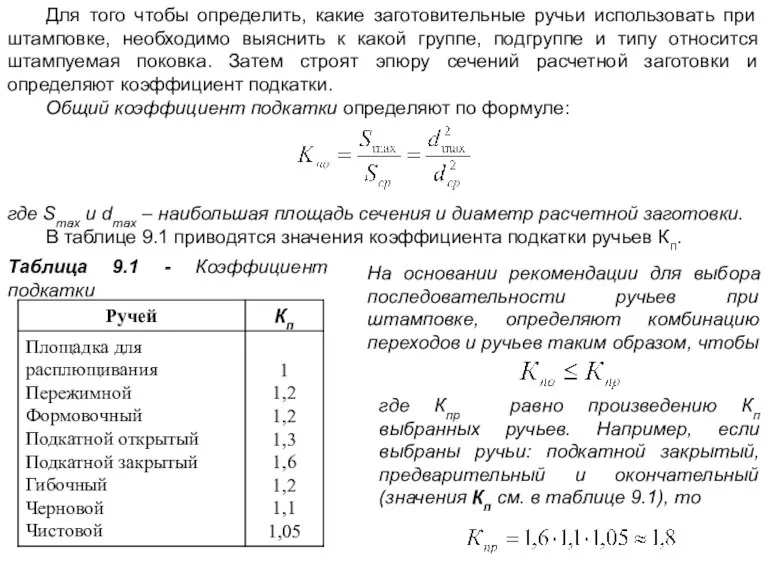
- 9. Для того чтобы определить, какие заготовительные ручьи использовать при штамповке, необходимо выяснить к какой группе, подгруппе
- 10. Исходные данные – чертеж детали, тип производства. В соответствии с ГОСТ 7505-89, определив положение плоскости разъема,
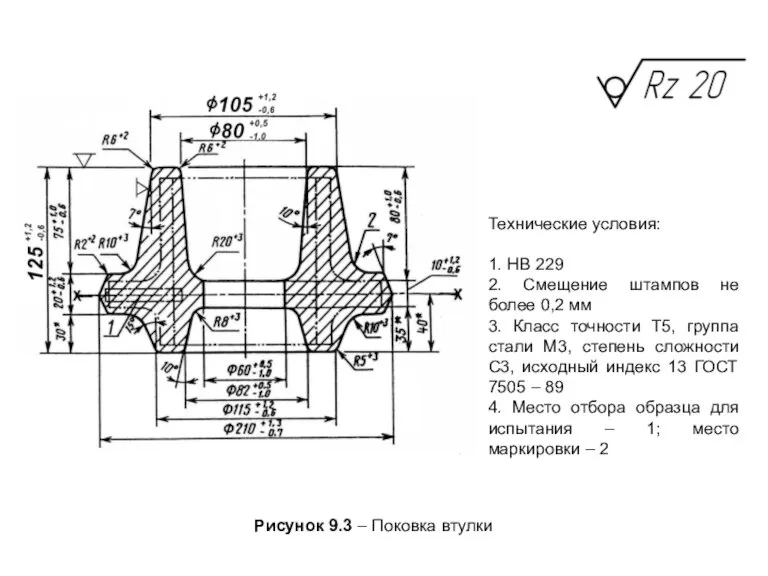
- 11. Технические условия: 1. НВ 229 2. Смещение штампов не более 0,2 мм 3. Класс точности Т5,
- 13. Скачать презентацию
Слайд 29.1 ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ
Молоты являются универсальным оборудованием для горячей объемной штамповки преимущественно
9.1 ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ
Молоты являются универсальным оборудованием для горячей объемной штамповки преимущественно
Слайд 3 Верхнюю матрицу штампа, рисунок 9.1, крепят к бабе молота, нижнюю – к
Верхнюю матрицу штампа, рисунок 9.1, крепят к бабе молота, нижнюю – к
Слайд 4 Поковки классифицируют по ряду признаков, например, по способу штамповки: плашмя или осадкой
Поковки классифицируют по ряду признаков, например, по способу штамповки: плашмя или осадкой
Слайд 5 Размеры исходной заготовки определяют исходя из расчетной заготовки и принятой комбинации переходов
Размеры исходной заготовки определяют исходя из расчетной заготовки и принятой комбинации переходов
Слайд 6Рисунок 9.2 – Элементарная расчетная
заготовка и ее эпюра сечений
Для построения чертежа
Рисунок 9.2 – Элементарная расчетная
заготовка и ее эпюра сечений
Для построения чертежа
Слайд 7 Средней расчетной заготовкой называют цилиндр диаметром dср, длиной, равной длине поковки (lэ
Средней расчетной заготовкой называют цилиндр диаметром dср, длиной, равной длине поковки (lэ
Слайд 8 Расчетную заготовку с одной головкой и односторонне расположенным стержнем называют элементарной расчетной
Расчетную заготовку с одной головкой и односторонне расположенным стержнем называют элементарной расчетной
Слайд 9 Для того чтобы определить, какие заготовительные ручьи использовать при штамповке, необходимо выяснить
Для того чтобы определить, какие заготовительные ручьи использовать при штамповке, необходимо выяснить
Слайд 10 Исходные данные – чертеж детали, тип производства.
В соответствии с ГОСТ 7505-89, определив
Исходные данные – чертеж детали, тип производства.
В соответствии с ГОСТ 7505-89, определив
Слайд 11Технические условия:
1. НВ 229
2. Смещение штампов не более 0,2 мм
3. Класс точности
Технические условия:
1. НВ 229
2. Смещение штампов не более 0,2 мм
3. Класс точности
 Презентация на тему квадратный сантиметр 3 класс
Презентация на тему квадратный сантиметр 3 класс  Презентация на тему Алгебраические дроби 8 класс
Презентация на тему Алгебраические дроби 8 класс Чихо
Чихо 27,09,21 Заманауи картографиялық әдістер 2сабақ
27,09,21 Заманауи картографиялық әдістер 2сабақ Хомячки - Технический заказчик
Хомячки - Технический заказчик Дюралюминий. Сфера применения
Дюралюминий. Сфера применения Южный Урал в годы ВОВ
Южный Урал в годы ВОВ Работа медицинского отдела
Работа медицинского отдела Измерение коррупции. Факторы коррупции. Лекция 2
Измерение коррупции. Факторы коррупции. Лекция 2 Учебники маминой юности и моей жизни
Учебники маминой юности и моей жизни Гусли и гусляры
Гусли и гусляры Анимация в культурно-досуговой деятельности дошкольников
Анимация в культурно-досуговой деятельности дошкольников Германия на пути к единству
Германия на пути к единству Презентация1
Презентация1 POP-ART портреты
POP-ART портреты Сложение и вычитание двузначных чисел 2 класс
Сложение и вычитание двузначных чисел 2 класс Ажиотажный маркетинг
Ажиотажный маркетинг Аудио-визуальная сцена
Аудио-визуальная сцена Мастер-класс по биологии
Мастер-класс по биологии Презентация на тему Степи. Растительность степи
Презентация на тему Степи. Растительность степи Виртуальный музей
Виртуальный музей Горбунов И.А. Меклер А.А. СПбГУ, Санкт-Петербург
Горбунов И.А. Меклер А.А. СПбГУ, Санкт-Петербург Творог в нашем мире
Творог в нашем мире بررسی HierarchyID
بررسی HierarchyID "ТРАНСФОРМАЦИЯ ГОСУДАРСТВЕННОЙ ПОЛИТИКИ В ОБЛАСТИ ВЗАИМОДЕЙСТВИЯ ГРАЖДАН И ВЛАСТИ НА МУНИЦИПАЛЬНЫЙ УРОВЕНЬ".
"ТРАНСФОРМАЦИЯ ГОСУДАРСТВЕННОЙ ПОЛИТИКИ В ОБЛАСТИ ВЗАИМОДЕЙСТВИЯ ГРАЖДАН И ВЛАСТИ НА МУНИЦИПАЛЬНЫЙ УРОВЕНЬ". «Гитара для всех»
«Гитара для всех» Презентация на тему Организация международной торговли интеллектуальной продукцией и инжиниринговыми услугами. Особенности вне
Презентация на тему Организация международной торговли интеллектуальной продукцией и инжиниринговыми услугами. Особенности вне А.С.Пушкин
А.С.Пушкин