- Смазка цепей на производстве.D – 321R

Содержание
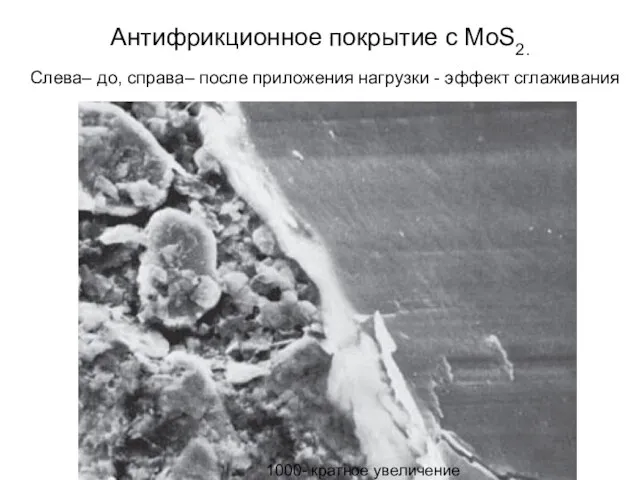
- 2. Антифрикционное покрытие с MoS2. Слева– до, справа– после приложения нагрузки - эффект сглаживания 1000- кратное увеличение
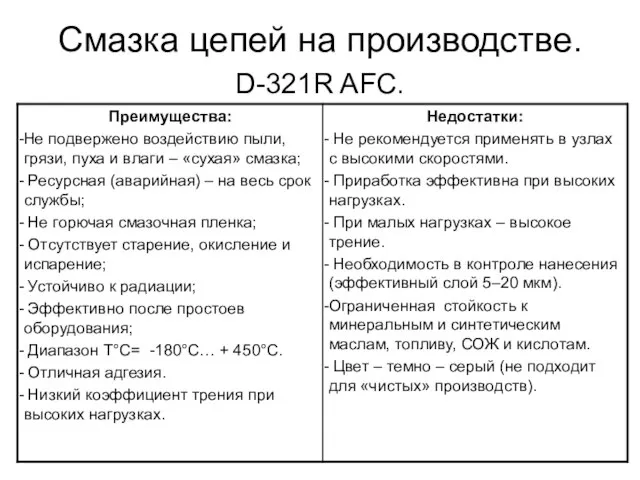
- 3. Смазка цепей на производстве. D-321R AFC.
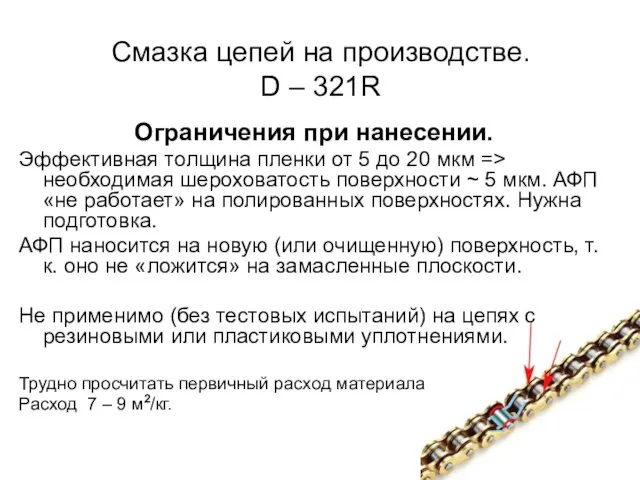
- 4. Смазка цепей на производстве. D – 321R Ограничения при нанесении. Эффективная толщина пленки от 5 до
- 5. Смазка цепей на производстве. D – 321R Плюсы и минусы при продвижении. + Как правило, на
- 6. D-321R. Куда еще? На тех же (пыльных) производствах можно обрабатывать шестерни приводов, направляющие скольжения, соединения вал
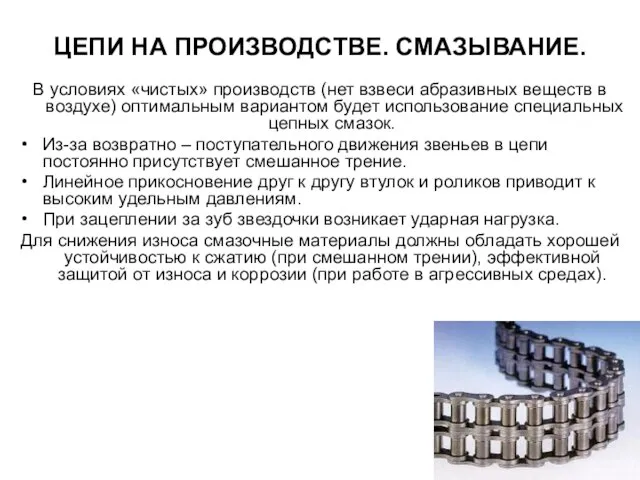
- 7. ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ. В условиях «чистых» производств (нет взвеси абразивных веществ в воздухе) оптимальным вариантом
- 8. ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ. Чем смазывать цепь? Масла (наилучший вариант). Смазки и пасты (необходимо учитывать условия
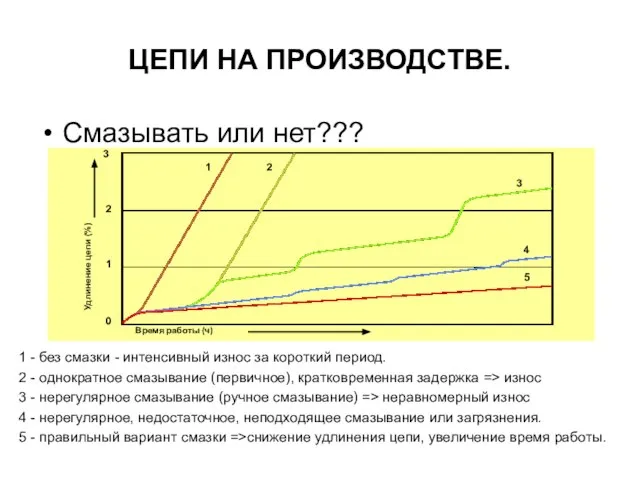
- 9. ЦЕПИ НА ПРОИЗВОДСТВЕ. Смазывать или нет??? 1 - без смазки - интенсивный износ за короткий период.
- 10. ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ. Цепь конвейера окрасочной линии автосборочного предприятия. Цепь ~~ 60 метров. Скорость движения
- 11. ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ. Предложен продукт Р-40. Превосходная адгезия. Защита от коррозии. Устойчива к смыву. Защита
- 13. Скачать презентацию
Слайд 2Антифрикционное покрытие с MoS2.
Слева– до, справа– после приложения нагрузки - эффект сглаживания
Антифрикционное покрытие с MoS2.
Слева– до, справа– после приложения нагрузки - эффект сглаживания
Слайд 3Смазка цепей на производстве.
D-321R AFC.
Смазка цепей на производстве.
D-321R AFC.
Слайд 4Смазка цепей на производстве.
D – 321R
Ограничения при нанесении.
Эффективная толщина пленки от 5
Смазка цепей на производстве.
D – 321R
Ограничения при нанесении.
Эффективная толщина пленки от 5
Слайд 5Смазка цепей на производстве.
D – 321R
Плюсы и минусы при продвижении.
+ Как правило,
Смазка цепей на производстве.
D – 321R
Плюсы и минусы при продвижении.
+ Как правило,
Слайд 6D-321R. Куда еще?
На тех же (пыльных) производствах можно обрабатывать шестерни приводов,
D-321R. Куда еще?
На тех же (пыльных) производствах можно обрабатывать шестерни приводов,
Слайд 7ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
В условиях «чистых» производств (нет взвеси абразивных веществ в
ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
В условиях «чистых» производств (нет взвеси абразивных веществ в
Слайд 8ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
Чем смазывать цепь?
Масла (наилучший вариант).
Смазки и пасты (необходимо учитывать
ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
Чем смазывать цепь?
Масла (наилучший вариант).
Смазки и пасты (необходимо учитывать
Слайд 9ЦЕПИ НА ПРОИЗВОДСТВЕ.
Смазывать или нет???
1 - без смазки - интенсивный износ за
ЦЕПИ НА ПРОИЗВОДСТВЕ.
Смазывать или нет???
1 - без смазки - интенсивный износ за
Слайд 10ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
Цепь конвейера окрасочной линии автосборочного предприятия.
Цепь ~~ 60
ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
Цепь конвейера окрасочной линии автосборочного предприятия.
Цепь ~~ 60
Слайд 11ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
Предложен продукт Р-40.
Превосходная адгезия.
Защита от коррозии.
Устойчива к смыву.
Защита от
ЦЕПИ НА ПРОИЗВОДСТВЕ. СМАЗЫВАНИЕ.
Предложен продукт Р-40.
Превосходная адгезия.
Защита от коррозии.
Устойчива к смыву.
Защита от
 Внедрение в учебный процесс новых технологий обучения
Внедрение в учебный процесс новых технологий обучения Экология и экологическая безопасность
Экология и экологическая безопасность Особенности построения на клетчатой бумаге
Особенности построения на клетчатой бумаге Использование технологии критического мышления на уроках русского языка и литературы
Использование технологии критического мышления на уроках русского языка и литературы Наше лето 2016
Наше лето 2016 Факультет информационных и библиотечных технологий КемГИК
Факультет информационных и библиотечных технологий КемГИК Форумная компания
Форумная компания UP_DKI_Tema 7_Semestr 2_E`IOS
UP_DKI_Tema 7_Semestr 2_E`IOS Азбука закаливания
Азбука закаливания АНАТОМИЯ и ВОЗРАСТНАЯ ФИЗИОЛОГИЯ
АНАТОМИЯ и ВОЗРАСТНАЯ ФИЗИОЛОГИЯ Индустриальный парк Горки - 1
Индустриальный парк Горки - 1 Русско-турецкие войны 17—19 вв.
Русско-турецкие войны 17—19 вв. Пейзаж
Пейзаж Презентация на тему Храмы-памятники русской воинской славы
Презентация на тему Храмы-памятники русской воинской славы  работА в текстовом редакторе Microsoft Word 2007
работА в текстовом редакторе Microsoft Word 2007 Лекция 5. Структура населения
Лекция 5. Структура населения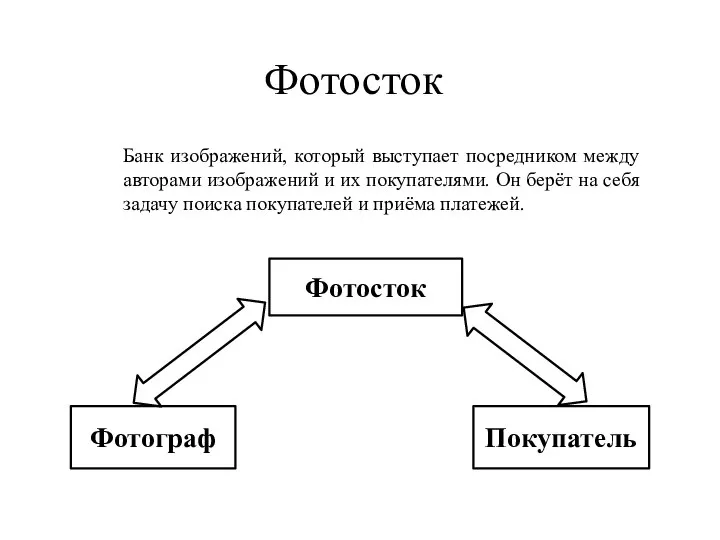 Фотосток - банк изображений
Фотосток - банк изображений Структура курса сравнительного права
Структура курса сравнительного права Методика обучения плаванию способом кроль на груди
Методика обучения плаванию способом кроль на груди «Разработка фрагмента информационной системы расчета заработной платы на примере ОАО «Взято с сайта http://diplom-base.ru/»
«Разработка фрагмента информационной системы расчета заработной платы на примере ОАО «Взято с сайта http://diplom-base.ru/» Виды техник и приемов живописи акварелью
Виды техник и приемов живописи акварелью Презентация на тему Британский музей
Презентация на тему Британский музей Времена года Тает снежок, ожил лужок. День прибывает. Когда это бывает? (весна) Март Март Апрель Апрель Май Май.
Времена года Тает снежок, ожил лужок. День прибывает. Когда это бывает? (весна) Март Март Апрель Апрель Май Май. Результаты маркетингового исследования торговой сети Варус и АТБ
Результаты маркетингового исследования торговой сети Варус и АТБ откуда произошли цифры
откуда произошли цифры Основные подходы к формированию проекта федерального бюджета на 2012 год и на плановый период 2013 и 2014 годов
Основные подходы к формированию проекта федерального бюджета на 2012 год и на плановый период 2013 и 2014 годов Комплексные решения клининга для современного ЛПУ
Комплексные решения клининга для современного ЛПУ Опричнина ИванаIV Грозного
Опричнина ИванаIV Грозного