- Соединения.Неразъёмные соединения (НС)

Содержание
- 2. Определения: Соединения − неподвижные связи между элементами машин. Соединение деталей – конструктивное обеспечение их контакта с
- 3. Классификация соединений: по возможности разборки без разрушения соединяемых деталей – разъёмные и неразъёмные соединения; по возможности
- 4. Заклёпочные соединения. Определение: Заклёпочное (клёпаное) соединение - неразъёмное неподвижное соединение, образованное с применением специальных закладных деталей
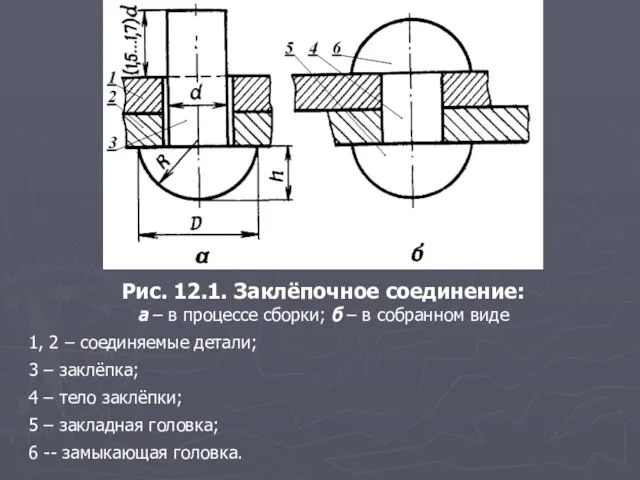
- 5. Рис. 12.1. Заклёпочное соединение: а – в процессе сборки; б – в собранном виде 1, 2
- 6. Определение: Заклёпочный шов − ряд заклёпок, соединяющих кромки двух или нескольких деталей.
- 7. 1) по функциональному назначению – прочные, предназначенные только для передачи нагрузки; плотные, обеспечивающие герметичное разделение сред,
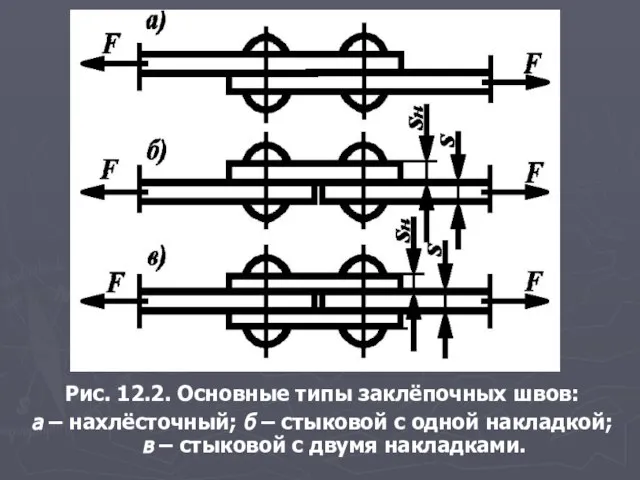
- 8. Рис. 12.2. Основные типы заклёпочных швов: а – нахлёсточный; б – стыковой с одной накладкой; в
- 9. Рис. 12.3. Некоторые виды заклёпок : а) со сферической головкой; б) с потайной головкой; в) с
- 10. Материалы для изготовления заклёпок Требования к материалу заклёпки: 1) высокая пластичность и незакаливаемость при нагревании; 2)
- 11. Рис. 12.5. Напряжения в заклёпочном шве 4 вида возможных разрушений заклёпочного шва: срез заклёпки; смятие заклёпки
- 12. Сварные соединения Определение: Сварные соединения – неразъёмные соединения, образованные посредством установления межатомных связей между деталями при
- 13. Достоинства и недостатки сварных соединений Достоинства : 1) высокая технологичность сварки, обусловливающая низкую стоимость сварного соединения;
- 14. Недостатки: 1) коробление (самопроизвольная деформация) изделий в процессе сварки и при старении; 2) возможность создания в
- 15. Некоторые разновидности технологических процессов получения сварных соединений По наличию источника тепла: холодная сварка, сварка с нагреванием;
- 16. Электродуговая сварка плавлением находит самое широкое применение в промышленности, строительстве и других областях производства, как с
- 17. Определения: Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным швом. Формирование сварочного шва
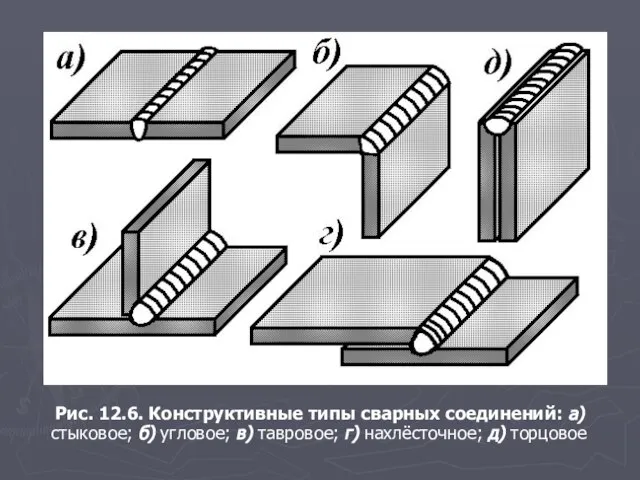
- 18. Рис. 12.6. Конструктивные типы сварных соединений: а) стыковое; б) угловое; в) тавровое; г) нахлёсточное; д) торцовое
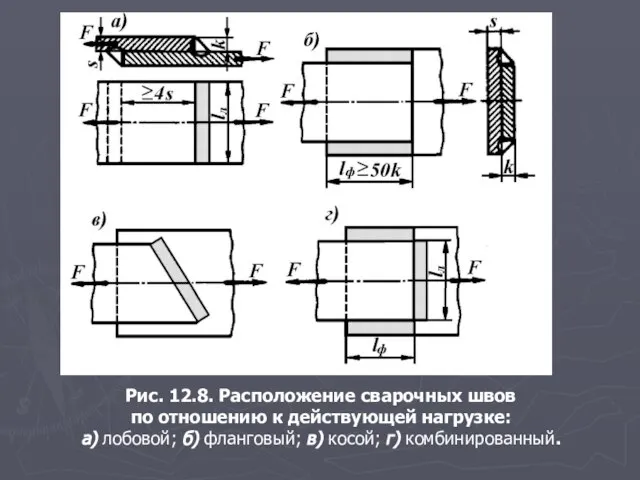
- 20. Рис. 12.8. Расположение сварочных швов по отношению к действующей нагрузке: а) лобовой; б) фланговый; в) косой;
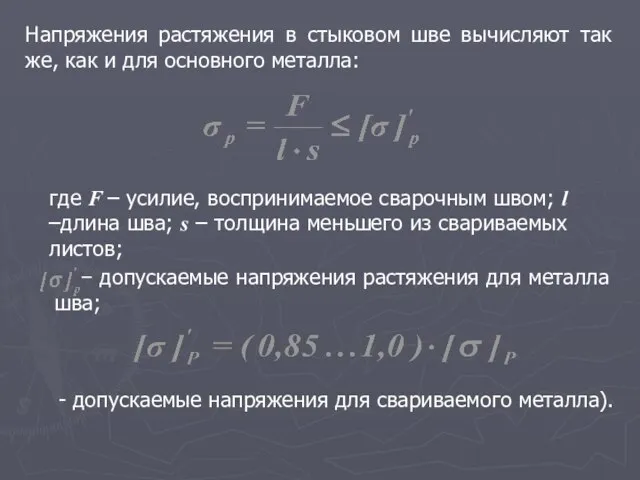
- 21. Напряжения растяжения в стыковом шве вычисляют так же, как и для основного металла: где F –
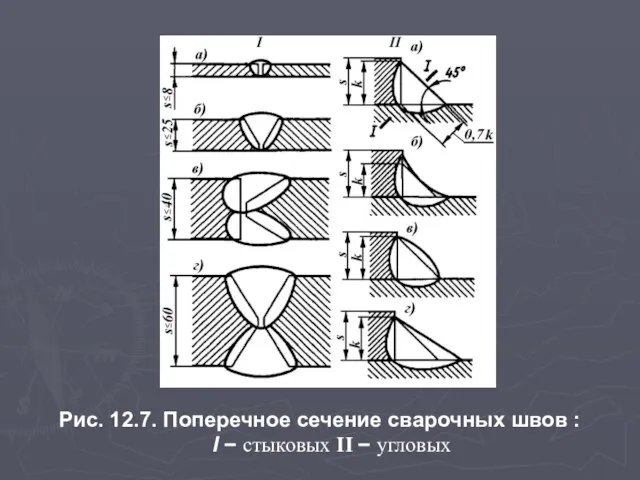
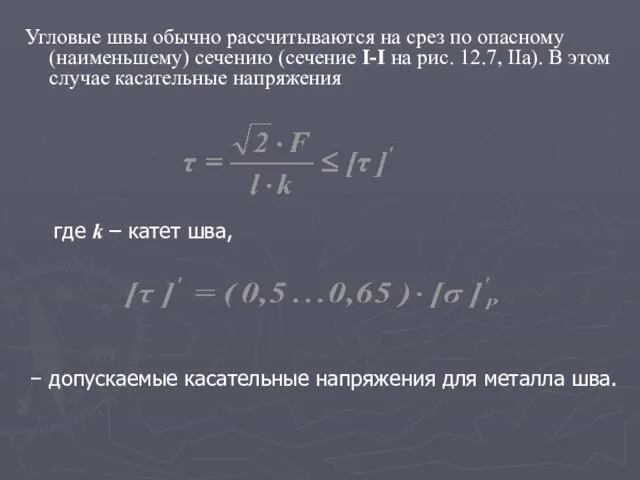
- 22. Угловые швы обычно рассчитываются на срез по опасному (наименьшему) сечению (сечение I-I на рис. 12.7, IIа).
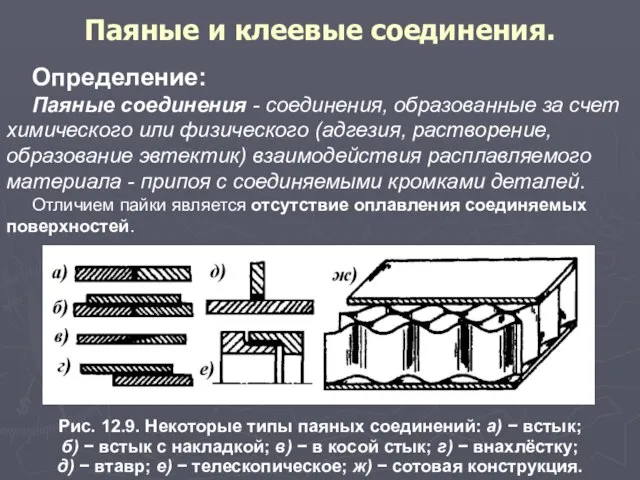
- 23. Паяные и клеевые соединения. Определение: Паяные соединения - соединения, образованные за счет химического или физического (адгезия,
- 24. Достоинства и недостатки паяных соединений Достоинства паяных соединений: 1) возможность соединения разнородных материалов; 2) возможность соединения
- 25. Припои: 1) низкотемпературные (Тпл 2) среднетемпературные или мягкие (150...200 3) высокотемпературные или твердые (350...400
- 26. Флюсы при пайке предназначены для защиты металла от окисления и удаления окисной пленки. Флюсы бывают твердые,
- 27. Клеевые соединения Определение Клеевые соединения − соединения, образованные под действием адгезионных сил, возникающих при затвердевании или
- 29. Скачать презентацию
Слайд 2Определения:
Соединения − неподвижные связи между элементами машин.
Соединение деталей – конструктивное обеспечение
Определения:
Соединения − неподвижные связи между элементами машин.
Соединение деталей – конструктивное обеспечение
Слайд 3Классификация соединений:
по возможности разборки без разрушения соединяемых деталей – разъёмные и неразъёмные
Классификация соединений:
по возможности разборки без разрушения соединяемых деталей – разъёмные и неразъёмные
Слайд 4Заклёпочные соединения.
Определение:
Заклёпочное (клёпаное) соединение - неразъёмное неподвижное соединение, образованное с применением
Заклёпочные соединения.
Определение:
Заклёпочное (клёпаное) соединение - неразъёмное неподвижное соединение, образованное с применением
Слайд 5Рис. 12.1. Заклёпочное соединение:
а – в процессе сборки; б – в собранном
Рис. 12.1. Заклёпочное соединение: а – в процессе сборки; б – в собранном
Слайд 6Определение:
Заклёпочный шов − ряд заклёпок, соединяющих кромки двух или нескольких деталей.
Определение:
Заклёпочный шов − ряд заклёпок, соединяющих кромки двух или нескольких деталей.
Слайд 71) по функциональному назначению –
прочные, предназначенные только для передачи нагрузки;
1) по функциональному назначению –
прочные, предназначенные только для передачи нагрузки;
Слайд 8Рис. 12.2. Основные типы заклёпочных швов:
а – нахлёсточный; б – стыковой
Рис. 12.2. Основные типы заклёпочных швов:
а – нахлёсточный; б – стыковой
Слайд 9Рис. 12.3. Некоторые виды заклёпок : а) со сферической головкой; б) с
Рис. 12.3. Некоторые виды заклёпок : а) со сферической головкой; б) с

Слайд 10Материалы для изготовления заклёпок
Требования к материалу заклёпки:
1) высокая пластичность и незакаливаемость при
Материалы для изготовления заклёпок
Требования к материалу заклёпки:
1) высокая пластичность и незакаливаемость при
Слайд 11Рис. 12.5. Напряжения в заклёпочном шве
4 вида возможных разрушений заклёпочного шва:
срез
Рис. 12.5. Напряжения в заклёпочном шве
4 вида возможных разрушений заклёпочного шва:
срез

Слайд 12Сварные соединения
Определение:
Сварные соединения – неразъёмные соединения, образованные посредством установления межатомных связей
Сварные соединения
Определение:
Сварные соединения – неразъёмные соединения, образованные посредством установления межатомных связей
Слайд 13Достоинства и недостатки сварных соединений
Достоинства :
1) высокая технологичность сварки, обусловливающая низкую стоимость
Достоинства и недостатки сварных соединений
Достоинства :
1) высокая технологичность сварки, обусловливающая низкую стоимость
Слайд 14Недостатки:
1) коробление (самопроизвольная деформация) изделий в процессе сварки и при старении;
2) возможность
Недостатки:
1) коробление (самопроизвольная деформация) изделий в процессе сварки и при старении;
2) возможность
Слайд 15Некоторые разновидности технологических процессов получения сварных соединений
По наличию источника тепла: холодная сварка,
Некоторые разновидности технологических процессов получения сварных соединений
По наличию источника тепла: холодная сварка,
Слайд 16 Электродуговая сварка плавлением
находит самое широкое применение в промышленности, строительстве и
Электродуговая сварка плавлением
находит самое широкое применение в промышленности, строительстве и
Слайд 17Определения:
Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным швом.
Определения:
Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным швом.
Слайд 18Рис. 12.6. Конструктивные типы сварных соединений: а) стыковое; б) угловое; в) тавровое;
Рис. 12.6. Конструктивные типы сварных соединений: а) стыковое; б) угловое; в) тавровое;
Слайд 20Рис. 12.8. Расположение сварочных швов
по отношению к действующей нагрузке:
а) лобовой;
Рис. 12.8. Расположение сварочных швов по отношению к действующей нагрузке: а) лобовой;
Слайд 21Напряжения растяжения в стыковом шве вычисляют так же, как и для основного
Напряжения растяжения в стыковом шве вычисляют так же, как и для основного
Слайд 22Угловые швы обычно рассчитываются на срез по опасному (наименьшему) сечению (сечение I-I
Угловые швы обычно рассчитываются на срез по опасному (наименьшему) сечению (сечение I-I
Слайд 23Паяные и клеевые соединения.
Определение:
Паяные соединения - соединения, образованные за счет химического
Паяные и клеевые соединения.
Определение:
Паяные соединения - соединения, образованные за счет химического
Слайд 24Достоинства и недостатки паяных соединений
Достоинства паяных соединений:
1) возможность соединения разнородных материалов;
2) возможность
Достоинства и недостатки паяных соединений
Достоинства паяных соединений:
1) возможность соединения разнородных материалов;
2) возможность
Слайд 25Припои:
1) низкотемпературные (Тпл < 150...200 °С) сплавы олова, свинца, висмута, кадмия, индия
Припои:
1) низкотемпературные (Тпл < 150...200 °С) сплавы олова, свинца, висмута, кадмия, индия
Слайд 26Флюсы при пайке предназначены для защиты металла от окисления и удаления окисной
Флюсы при пайке предназначены для защиты металла от окисления и удаления окисной
Слайд 27Клеевые соединения
Определение
Клеевые соединения − соединения, образованные под действием адгезионных сил, возникающих при
Клеевые соединения
Определение
Клеевые соединения − соединения, образованные под действием адгезионных сил, возникающих при
 Концепция создания конкурентной среды в сфере обязательного медицинского страхования
Концепция создания конкурентной среды в сфере обязательного медицинского страхования Презентация на тему Репродуктивные органы растений
Презентация на тему Репродуктивные органы растений  Зачем необходимо кушать по утрам?
Зачем необходимо кушать по утрам? Мультимедийные презентации
Мультимедийные презентации Гражданско-правовые договоры на примере договоров поставки и подряда
Гражданско-правовые договоры на примере договоров поставки и подряда Полезная модель
Полезная модель Интернет-журналистика
Интернет-журналистика Профсоюз и рынок труда
Профсоюз и рынок труда Педагогика
Педагогика Видеоигры как искусство
Видеоигры как искусство Социальный диалог в Украине в условиях кризиса
Социальный диалог в Украине в условиях кризиса Презентация на тему МАГНИТНОЕ ПОЛЕ
Презентация на тему МАГНИТНОЕ ПОЛЕ  Жизнь Т.Н. Баклановой
Жизнь Т.Н. Баклановой Приглашаем к знакомству с Кузбасской православной духовной семинарией
Приглашаем к знакомству с Кузбасской православной духовной семинарией Овощи. Фрукты. Напитки
Овощи. Фрукты. Напитки Сдаем нормы ГТО
Сдаем нормы ГТО Презентация на тему Амфотерные оксиды и гидроксиды
Презентация на тему Амфотерные оксиды и гидроксиды Ораторское мастерство и искусство публичных выступлений
Ораторское мастерство и искусство публичных выступлений Физические качества
Физические качества Способы оплаты дополнительных платных услуг
Способы оплаты дополнительных платных услуг Социальные права человека
Социальные права человека Подготовка публичного выступления
Подготовка публичного выступления Презентация на тему Строение Атома
Презентация на тему Строение Атома  ВИДЫ И ТИПЫ ТЕСТОВЫХ ЗАДАНИЙ
ВИДЫ И ТИПЫ ТЕСТОВЫХ ЗАДАНИЙ Презентация на тему Владимир Владимирович Маяковский
Презентация на тему Владимир Владимирович Маяковский Формирование ключевых компетенций предмета географии средствами инновационных технологий
Формирование ключевых компетенций предмета географии средствами инновационных технологий Ремонт корпуса судна
Ремонт корпуса судна Конструкционные машиностроительные материалы
Конструкционные машиностроительные материалы