- СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ

Содержание
- 2. 4.1 ЛИТЬЕ В КОКИЛЬ Сущность процесса – расплав заполняет форму под действием сил гравитации. Кокиль –
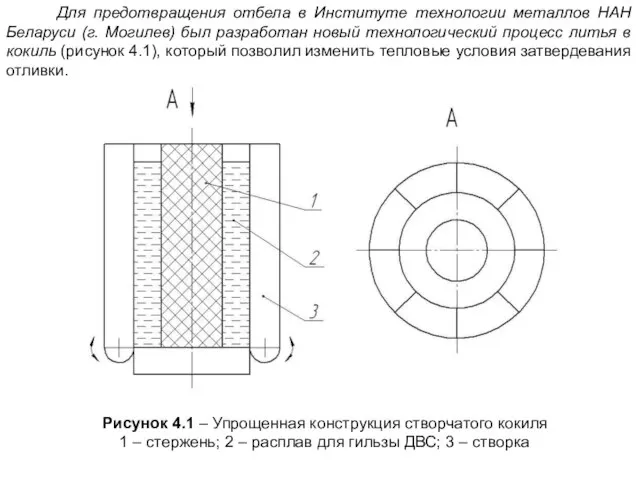
- 3. Рисунок 4.1 – Упрощенная конструкция створчатого кокиля 1 – стержень; 2 – расплав для гильзы ДВС;
- 4. Сущность процесса состоит в том, что расплав заливают в створчатую форму кокиля. Он предназначен для изготовления
- 5. 4.2 ЛИТЬЕ ПОД ДАВЛЕНИЕМ Сущность процесса литья под давлением (ЛПД) – расплав заполняет полость прессформы и
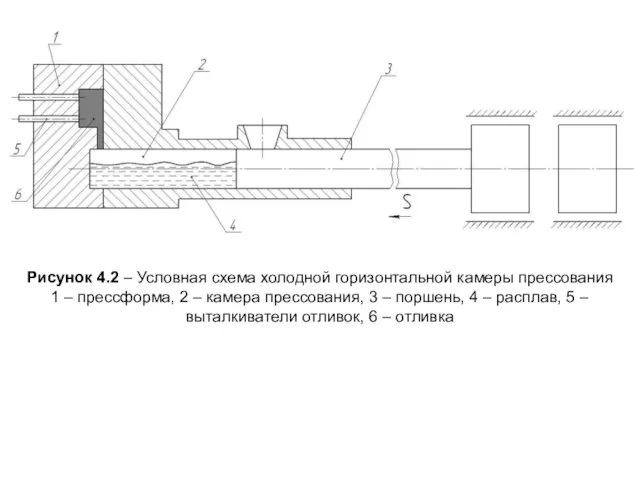
- 6. Рисунок 4.2 – Условная схема холодной горизонтальной камеры прессования 1 – прессформа, 2 – камера прессования,
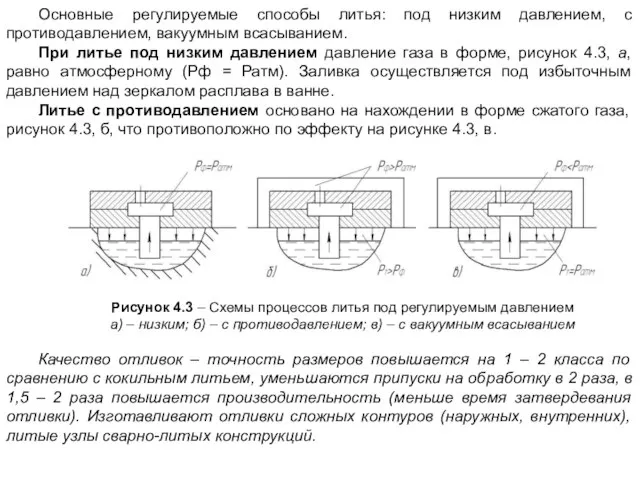
- 7. Основные регулируемые способы литья: под низким давлением, с противодавлением, вакуумным всасыванием. При литье под низким давлением
- 8. Это процесс формирования отливки во вращающейся литейной форме под действием центробежных сил. Квалитет точности 9…14. Класс
- 10. Скачать презентацию
Слайд 3Рисунок 4.1 – Упрощенная конструкция створчатого кокиля
1 – стержень; 2 – расплав
Рисунок 4.1 – Упрощенная конструкция створчатого кокиля
1 – стержень; 2 – расплав
Слайд 4 Сущность процесса состоит в том, что расплав заливают в створчатую форму кокиля.
Сущность процесса состоит в том, что расплав заливают в створчатую форму кокиля.
Слайд 54.2 ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Сущность процесса литья под давлением (ЛПД) – расплав заполняет
4.2 ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Сущность процесса литья под давлением (ЛПД) – расплав заполняет
Слайд 6Рисунок 4.2 – Условная схема холодной горизонтальной камеры прессования
1 – прессформа, 2
Рисунок 4.2 – Условная схема холодной горизонтальной камеры прессования
1 – прессформа, 2
Слайд 7 Основные регулируемые способы литья: под низким давлением, с противодавлением, вакуумным всасыванием.
При литье
Основные регулируемые способы литья: под низким давлением, с противодавлением, вакуумным всасыванием.
При литье
Слайд 8 Это процесс формирования отливки во вращающейся литейной форме под действием центробежных сил.
Квалитет
Это процесс формирования отливки во вращающейся литейной форме под действием центробежных сил.
Квалитет
 Односоставные предложения в лирике А. А. Фета
Односоставные предложения в лирике А. А. Фета Продвижение е-бренда в off-line среде
Продвижение е-бренда в off-line среде Чугуны и стали
Чугуны и стали 4
4 Народ России СААМЫ
Народ России СААМЫ Поэзия серебряного века. Модернизм – путь к новой гармонии
Поэзия серебряного века. Модернизм – путь к новой гармонии 10 заповедей Козьмы Пруткова
10 заповедей Козьмы Пруткова Составление эскизов разрезов. Составление эскизов фасадов
Составление эскизов разрезов. Составление эскизов фасадов Тема 17. Надежность эксплуатации, техническое обслуживание и ремонт торгового оборудования
Тема 17. Надежность эксплуатации, техническое обслуживание и ремонт торгового оборудования Преемственность ДОУ и школы
Преемственность ДОУ и школы Презентация на тему Образ Сергия Радонежского в искусстве
Презентация на тему Образ Сергия Радонежского в искусстве ПОДПИСКА
ПОДПИСКА ГИА-2013
ГИА-2013 ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ
ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ Радиоактивность. Альфа-, гамма- и бета- излучения
Радиоактивность. Альфа-, гамма- и бета- излучения Презентация на тему Биография "Велимир Хлебников"
Презентация на тему Биография "Велимир Хлебников"  Нумерация многозначных чисел (4 класс)
Нумерация многозначных чисел (4 класс) Паралимпийцы
Паралимпийцы ОХРАНА РАСТЕНИЙ Анохина Людмила Николаевна Гимназия№470 учитель начальных классов
ОХРАНА РАСТЕНИЙ Анохина Людмила Николаевна Гимназия№470 учитель начальных классов  Пономаренко Ліза_Веселка_13.11.2020
Пономаренко Ліза_Веселка_13.11.2020 Образцы заполнения документов по программе «Оптим»
Образцы заполнения документов по программе «Оптим» Общественная зона для обслуживания пассажиров
Общественная зона для обслуживания пассажиров Презентация на тему Культура и достопримечательности Греции
Презентация на тему Культура и достопримечательности Греции Презентация на тему Современные требования к уроку в рамках ФГОС
Презентация на тему Современные требования к уроку в рамках ФГОС Впровадження Державного стандарту базової і повної загальної середньої освіти
Впровадження Державного стандарту базової і повної загальної середньої освіти Презентация на тему Риторика
Презентация на тему Риторика  1С:УПРАВЛЕНИЕНЕБОЛЬШОЙ ФИРМОЙ 8
1С:УПРАВЛЕНИЕНЕБОЛЬШОЙ ФИРМОЙ 8 Эфирные масла
Эфирные масла