- СР_презентация_3.0

Содержание
- 2. Используйте защитные маски и перчатки Меняйте защитные маски каждые 2 часа Использованные СИЗ выбрасываете в специальную
- 3. СТАНДАРТИЗИРОВАННАЯ РАБОТА ВЫ УЗНАЕТЕ: ВЫ НАУЧИТЕСЬ: Цели и возможности стандартизированной работы Рассчитывать время такта Документы стандартизированной
- 4. ВЗАИМОУВАЖЕНИЕ ПРОЯСНЕНИЕ И ОБМЕН ОПЫТОМ АКТИВНОСТЬ ДОГОВОРИМСЯ О ПРАВИЛАХ ОБУЧЕНИЯ
- 5. 1 2 3 Представьтесь: имя, должность Расскажите, что Вы знаете о стандартизированной работе, какие проблемы она
- 6. ЦЕЛИ СТАНДАРТИЗАЦИИ Обеспечение постоянства производственных параметров за счет единообразных критериев и практик Обеспечение эффективности производственных процессов
- 7. ВЫЯВЛЕНИЕ РЕЗЕРВОВ РАЗВИТИЯ ПРОИЗВОДСТВА ПРОЦЕСС СТАНДАРТИЗИРОВАННАЯ РАБОТА КАРТИРОВАНИЕ ОПЕРАЦИЯ
- 8. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА Все действия оператора ЗНАЧИМАЯ РАБОТА НЕЗНАЧИМАЯ . РАБОТА ПОТЕРИ Все действия оператора Разделить
- 9. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА Все действия оператора Разделить работу на элементы Измерить каждый элемент выполняемой работы (секунды,
- 10. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА Все действия оператора ЗНАЧИМАЯ РАБОТА Стандартизированная работа - набор определенных процедур, устанавливающих применение
- 11. 1 2 ЗАДАЧИ Обучение персонала Обеспечение необходимого объема продукции требуемого качества Обеспечение целевой равномерной загрузки персонала
- 12. Легкое освоение новых операций Упрощение перехода к выполнению разнотипных операций Выявление проблемных ситуаций Предложение решений по
- 13. Нарисуйте поросенка
- 14. ВИЗУАЛЬНЫЙ СТАНДАРТ ВЫПОЛНЕНИЯ ОПЕРАЦИИ
- 15. Стандарт обеспечивает сохранение достигнутого уровня эффективности СТАНДАРТИЗИРОВАННАЯ РАБОТА Работа без стандарта выполняется по-разному
- 16. СОСТАВЛЯЮЩИЕ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ 1 2 3 5 Работа по времени такта Стандартная последовательность выполнения операций Стандартные
- 17. РАБОТА ПО ВРЕМЕНИ ТАКТА ОЖИДАНИЕ, ПЕРЕПРОИЗВОДСТВО НЕВЫПОЛНЕНИЕ ЗАКАЗА Время цикла операции - время на изготовление продукта
- 18. СХЕМА ОРГАНИЗАЦИИ ПРОСТРАНСТВА
- 19. СТАНДАРТНЫЕ ЗАПАСЫ
- 20. СТАНДАРТНЫЙ ЗАПАС 1 2 3 4 5 Рассчитывается исходя из времени такта и пересчитывается при изменении
- 21. 4 ТИПА РАБОТЫ II I IV III
- 22. КАК ОПРЕДЕЛИТЬ ТИП РАБОТ Выбор типа работ Операции повторяются в течение времени? Рабочие элементы у сотрудников
- 23. ПОСЛЕДОВАТЕЛЬНОСТЬ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ 4 5 6 1 2 3 7 8 9 10
- 24. ОТЛИЧИЯ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ ДЛЯ РАЗЛИЧНЫХ ТИПОВ II I IV III 4 5 6 1 2 3
- 25. ЛИСТ ВЫЧИСЛЕНИЯ ВРЕМЕНИ ТАКТА
- 26. Расчет времени такта УСЛОВИЯ 1 Длительность смены - 8 часов Количество смен в сутки – 1
- 27. Расчет времени такта УСЛОВИЯ 1 Длительность смены - 8 часов. Количество смен в сутки – 1
- 28. ТИПЫ РАБОТ ЦИКЛИЧЕСКАЯ РАБОТА – регулярно повторяемая в течение смены последовательность действий. На ее последовательное выполнение
- 29. ЭТАПЫ ПРОВЕДЕНИЯ ХРОНОМЕТРАЖА 1 Этап. Подготовка к проведению Изучить процесс и определить начало и окончание процесса
- 30. ПРАВИЛА ПРОВЕДЕНИЯ ХРОНОМЕТРАЖА Необходимо сообщить сотруднику цель, порядок и условия наблюдения Нельзя отвлекать сотрудника от работы
- 31. Подготовительный лист наблюдения необходим для ознакомления с операцией и измерения уровня стабильности операции. ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
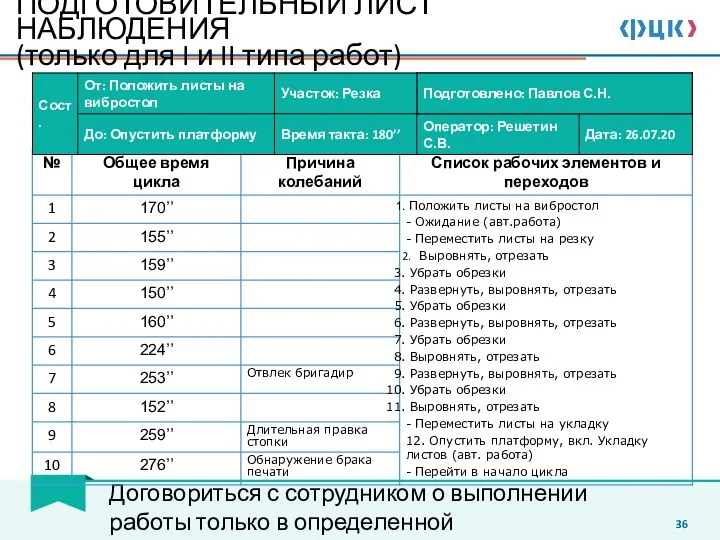
- 32. ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только для I и II типа работ)
- 33. ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только для I и II типа работ)
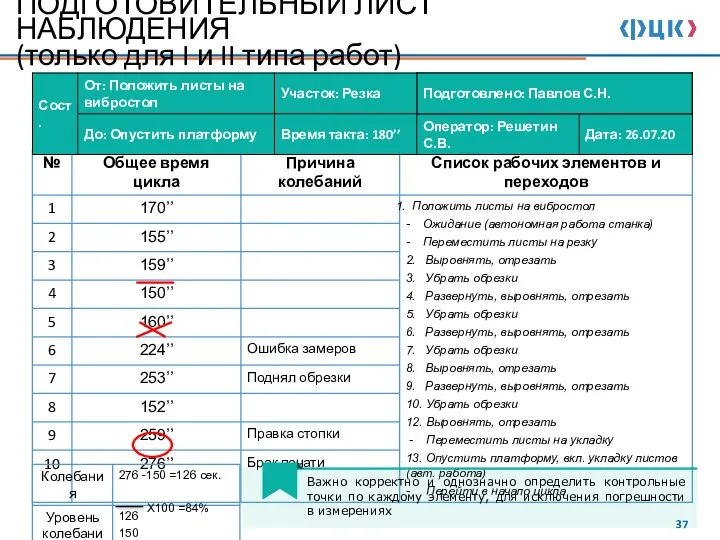
- 34. Рассчитать уровень колебаний по формуле ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только для I и II типа работ) Уровень
- 35. ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только для I и II типа работ)
- 36. Договориться с сотрудником о выполнении работы только в определенной последовательности ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только для I
- 37. ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только для I и II типа работ)
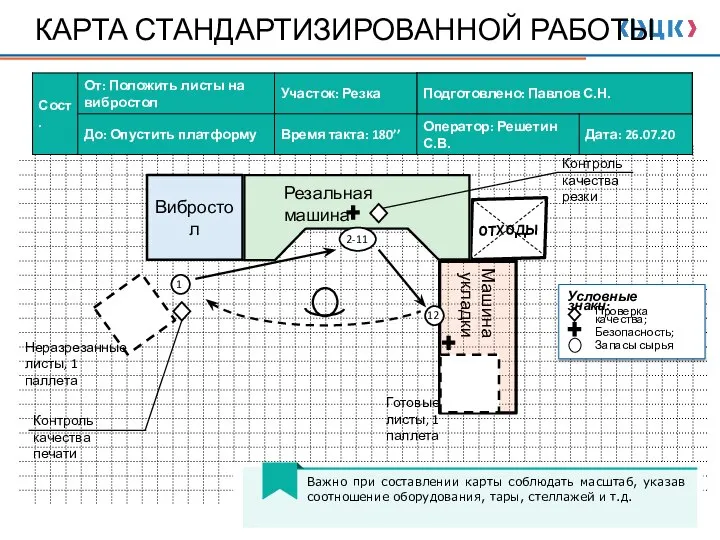
- 38. КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ Вибростол Машина укладки Контроль качества резки Контроль качества печати Неразрезанные листы, 1 паллета
- 39. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
- 40. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
- 41. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
- 42. Проведение хронометража по видео ролику ПОСМОТРИТЕ 1 видео ролик с примером конкретного производства СРАВНИТЕ 3 хронометраж
- 43. Проведение хронометража на примере работы тренера ПОСМОТРИТЕ 1 имитацию производственного процесса тренером СРАВНИТЕ 3 хронометраж операций
- 44. Хронометраж на производственной площадке ПОСМОТРИТЕ 1 выполнение реальной производственной операции СРАВНИТЕ 3 хронометраж элементов операции ПРОВЕДИТЕ
- 45. Анализ листа замеров времени 15 мин. 15 мин.
- 46. ЧТО ДАЕТ АНАЛИЗ ЗАМЕРОВ ВРЕМЕНИ Определение резервов снижения времени цикла при стабилизации операции Определение лучшего времени
- 47. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
- 48. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
- 49. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ Кол-во отрег. = 150" - 135" = 15"
- 50. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ Количество отрегулированного = Минимальное полученное значение - tmin времени Количество отрегулированного времени.
- 51. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ * t отрег. = tmin + Кол-во отрег.
- 52. ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ ** Колеб = tmax - tотрег
- 53. ЛИСТ НАБЛЮДЕНИЯ ПЕРИОДИЧЕСКОЙ РАБОТЫ (только для I и II типа работ)
- 54. ОБЪЕДИНЕННАЯ КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ Оценка наиболее емких элементов в структуре работы Оценка количества и длительности переходов
- 55. ОБЪЕДИНЕННАЯ КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ (для типов I, II и III) Тцикла = 150’’ Ттакта = 180’’
- 56. Построение объединенной карты стандартизированной работы ВСПОМНИТЕ 1 производственный участок собственного производства ПОСТРОЙТЕ 2 объединенную карту стандартизированной
- 57. ТАБЛИЦА СБАЛАНСИРОВАННОЙ РАБОТЫ Оператор Колебания Периодическая раб. Циклическая раб. Цикл.р. + Период.р. Время такта кол-во человек
- 58. ТАБЛИЦА СБАЛАНСИРОВАННОЙ РАБОТЫ Оператор 1 Время такта Оператор 2 Оператор 3
- 59. ЛИСТ ПРОИЗВОДСТВЕННОЙ СПОСОБНОСТИ Требуемое количество оборудования = 140 / 446 = 0,31 = Ежедневный требуемый объем,
- 60. Паллеты с материалами на резку загромождают проход/проезд (скопление запасов на рабочем месте) Оператор тратит больше 20
- 61. РЕЗУЛЬТАТЫ УСОВЕРШЕНСТВОВАНИЙ
- 62. РАЗРАБОТКА СТАНДАРТА ОПЕРАЦИОННОЙ ПРОЦЕДУРЫ (СОП)
- 63. ЭТАПЫ ВНЕДРЕНИЯ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
- 64. 1. РЕГИСТРАЦИЯ НА САЙТЕ Зарегистрируйтесь на сайте:
- 65. 2. БАЗА ЗНАНИЙ Лучшие практики Нормативная документация Методические материалы Войдите в базу знаний:
- 66. 3. МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ Выберите «Реестр методических рекомендаций»
- 67. 4. ЭЛЕКТРОННЫЕ КУРСЫ 1 2
- 68. 5. ПАНЕЛЬ РУКОВОДИТЕЛЯ 1 2 3 4
- 69. РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ ЗАРЕГИСТРИРУЙТЕСЬ И ПОЛУЧИТЕ ДОСТУП К МАТЕРИАЛАМ ПОРТАЛА ПРОИЗВОДИТЕЛЬНОСТЬ.РФ Навигатор по ИТ-платформе доступен по
- 70. РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ Курс знакомит с особенностями и последовательностью применения стандартизированной работы Вы узнаете, что такое
- 72. Скачать презентацию

Слайд 3СТАНДАРТИЗИРОВАННАЯ РАБОТА
ВЫ УЗНАЕТЕ:
ВЫ НАУЧИТЕСЬ:
Цели и возможности стандартизированной работы
Рассчитывать время такта
Документы стандартизированной
СТАНДАРТИЗИРОВАННАЯ РАБОТА
ВЫ УЗНАЕТЕ:
ВЫ НАУЧИТЕСЬ:
Цели и возможности стандартизированной работы
Рассчитывать время такта
Документы стандартизированной
Слайд 4ВЗАИМОУВАЖЕНИЕ
ПРОЯСНЕНИЕ И ОБМЕН ОПЫТОМ
АКТИВНОСТЬ
ДОГОВОРИМСЯ О ПРАВИЛАХ ОБУЧЕНИЯ
ВЗАИМОУВАЖЕНИЕ
ПРОЯСНЕНИЕ И ОБМЕН ОПЫТОМ
АКТИВНОСТЬ
ДОГОВОРИМСЯ О ПРАВИЛАХ ОБУЧЕНИЯ
Слайд 51
2
3
Представьтесь: имя, должность
Расскажите, что Вы знаете о стандартизированной работе, какие проблемы она
1
2
3
Представьтесь: имя, должность
Расскажите, что Вы знаете о стандартизированной работе, какие проблемы она
Слайд 6ЦЕЛИ СТАНДАРТИЗАЦИИ
Обеспечение постоянства производственных параметров за счет единообразных критериев и практик
Обеспечение
ЦЕЛИ СТАНДАРТИЗАЦИИ
Обеспечение постоянства производственных параметров за счет единообразных критериев и практик
Обеспечение
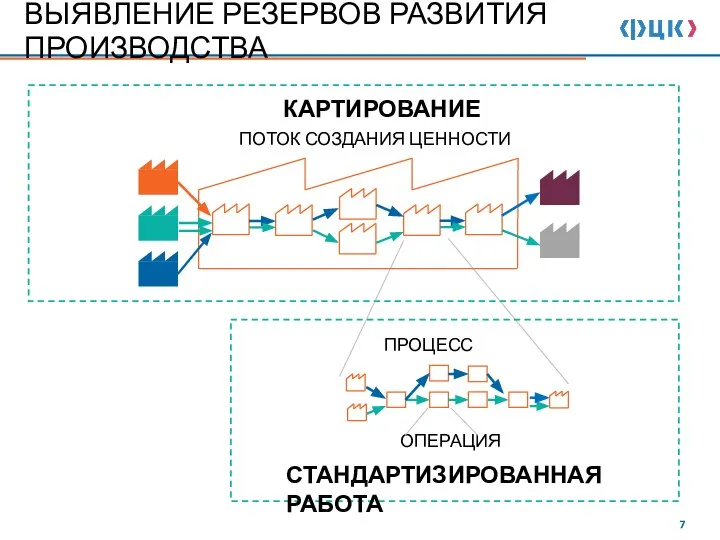
Слайд 7ВЫЯВЛЕНИЕ РЕЗЕРВОВ РАЗВИТИЯ ПРОИЗВОДСТВА
ПРОЦЕСС
СТАНДАРТИЗИРОВАННАЯ РАБОТА
КАРТИРОВАНИЕ
ОПЕРАЦИЯ
ВЫЯВЛЕНИЕ РЕЗЕРВОВ РАЗВИТИЯ ПРОИЗВОДСТВА
ПРОЦЕСС
СТАНДАРТИЗИРОВАННАЯ РАБОТА
КАРТИРОВАНИЕ
ОПЕРАЦИЯ
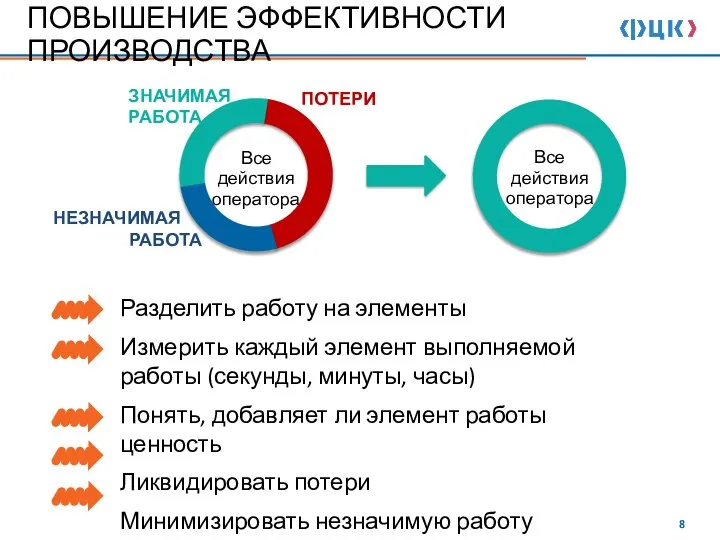
Слайд 8ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
Все действия оператора
ЗНАЧИМАЯ РАБОТА
НЕЗНАЧИМАЯ . РАБОТА
ПОТЕРИ
Все
действия оператора
Разделить работу на
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
Все действия оператора
ЗНАЧИМАЯ РАБОТА
НЕЗНАЧИМАЯ . РАБОТА
ПОТЕРИ
Все
действия оператора
Разделить работу на
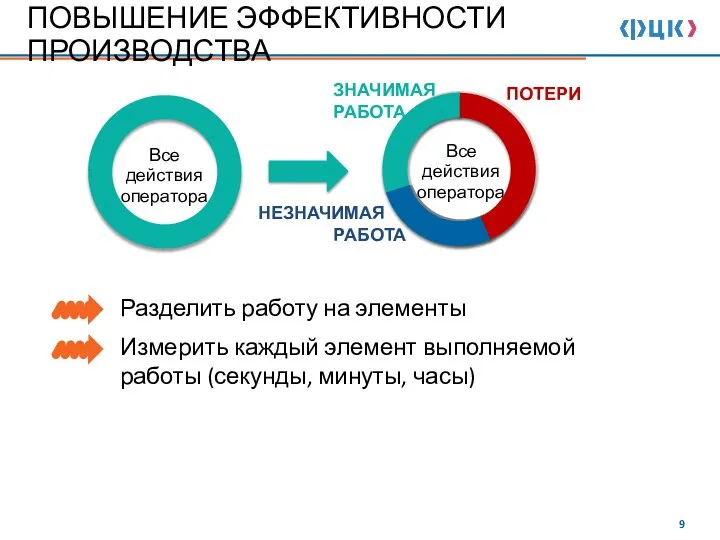
Слайд 9ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
Все
действия оператора
Разделить работу на элементы
Измерить каждый элемент выполняемой работы
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
Все
действия оператора
Разделить работу на элементы
Измерить каждый элемент выполняемой работы
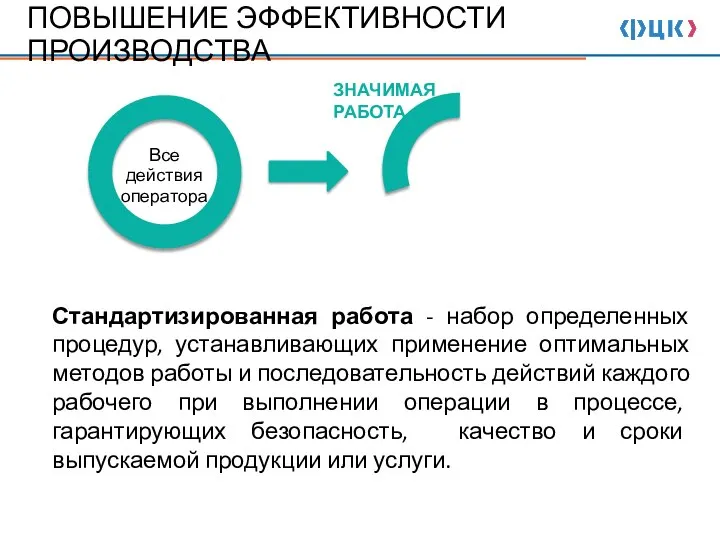
Слайд 10ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
Все
действия оператора
ЗНАЧИМАЯ РАБОТА
Стандартизированная работа - набор определенных процедур, устанавливающих
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА
Все
действия оператора
ЗНАЧИМАЯ РАБОТА
Стандартизированная работа - набор определенных процедур, устанавливающих
Слайд 111
2
ЗАДАЧИ
Обучение персонала
Обеспечение необходимого объема продукции требуемого качества
Обеспечение целевой равномерной загрузки персонала
1
2
ЗАДАЧИ
Обучение персонала
Обеспечение необходимого объема продукции требуемого качества
Обеспечение целевой равномерной загрузки персонала
Слайд 12Легкое освоение новых операций
Упрощение перехода к выполнению разнотипных операций
Выявление проблемных ситуаций
Предложение
Легкое освоение новых операций
Упрощение перехода к выполнению разнотипных операций
Выявление проблемных ситуаций
Предложение
Слайд 13Нарисуйте поросенка
Нарисуйте поросенка
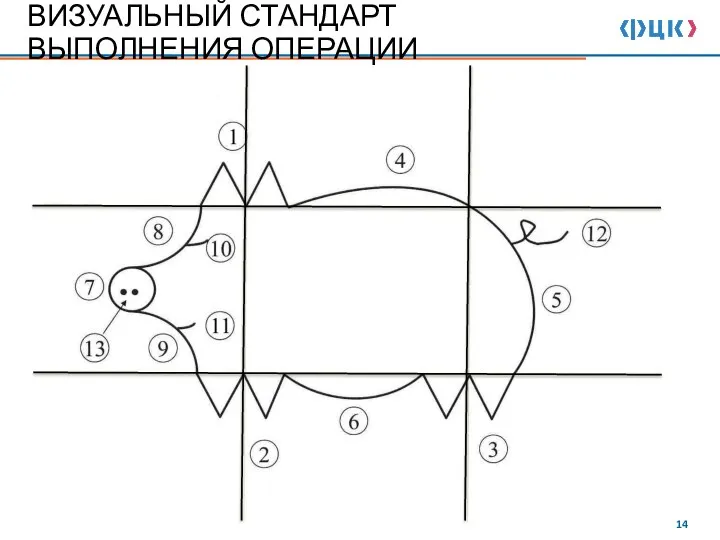
Слайд 14ВИЗУАЛЬНЫЙ СТАНДАРТ ВЫПОЛНЕНИЯ ОПЕРАЦИИ
ВИЗУАЛЬНЫЙ СТАНДАРТ ВЫПОЛНЕНИЯ ОПЕРАЦИИ
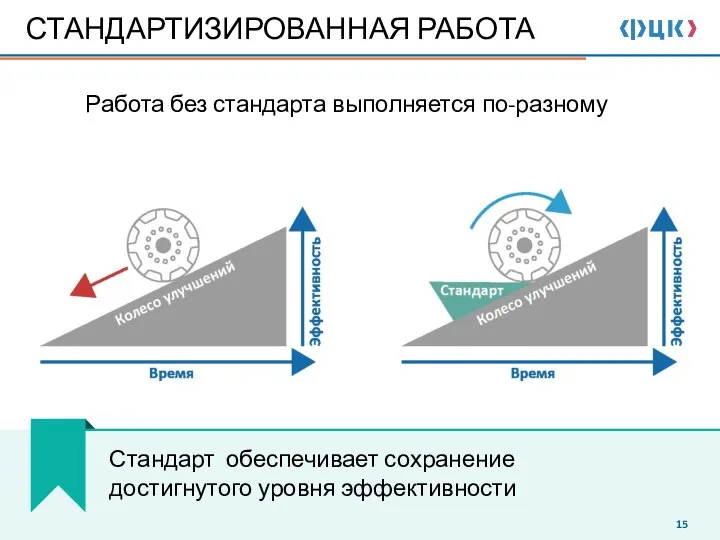
Слайд 15Стандарт обеспечивает сохранение достигнутого уровня эффективности
СТАНДАРТИЗИРОВАННАЯ РАБОТА
Работа без стандарта выполняется по-разному
Стандарт обеспечивает сохранение достигнутого уровня эффективности
СТАНДАРТИЗИРОВАННАЯ РАБОТА
Работа без стандарта выполняется по-разному
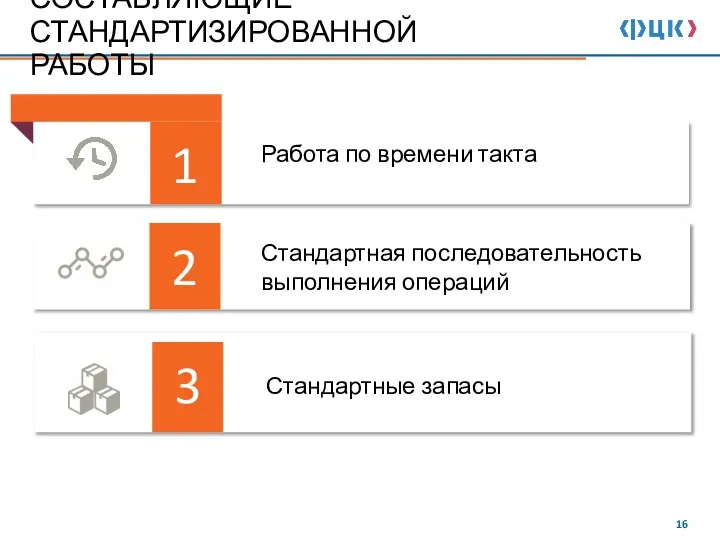
Слайд 16СОСТАВЛЯЮЩИЕ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
1
2
3
5
Работа по времени такта
Стандартная последовательность выполнения операций
Стандартные запасы
СОСТАВЛЯЮЩИЕ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
1
2
3
5
Работа по времени такта
Стандартная последовательность выполнения операций
Стандартные запасы
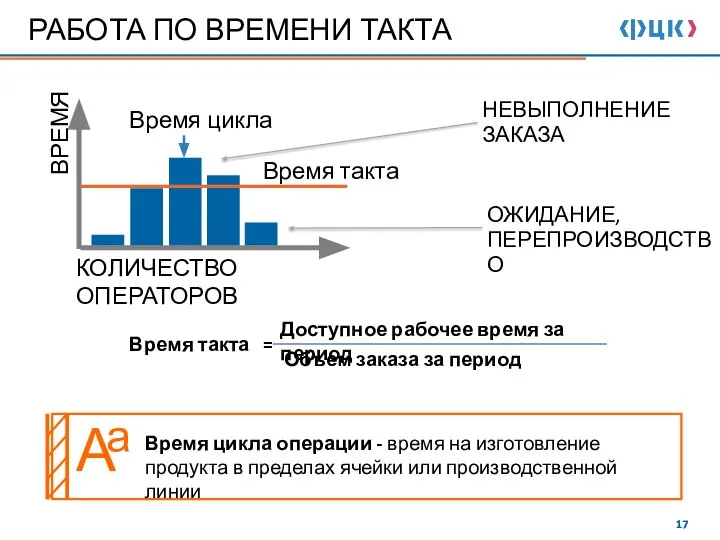
Слайд 17РАБОТА ПО ВРЕМЕНИ ТАКТА
ОЖИДАНИЕ, ПЕРЕПРОИЗВОДСТВО
НЕВЫПОЛНЕНИЕ ЗАКАЗА
Время цикла операции - время на
РАБОТА ПО ВРЕМЕНИ ТАКТА
ОЖИДАНИЕ, ПЕРЕПРОИЗВОДСТВО
НЕВЫПОЛНЕНИЕ ЗАКАЗА
Время цикла операции - время на
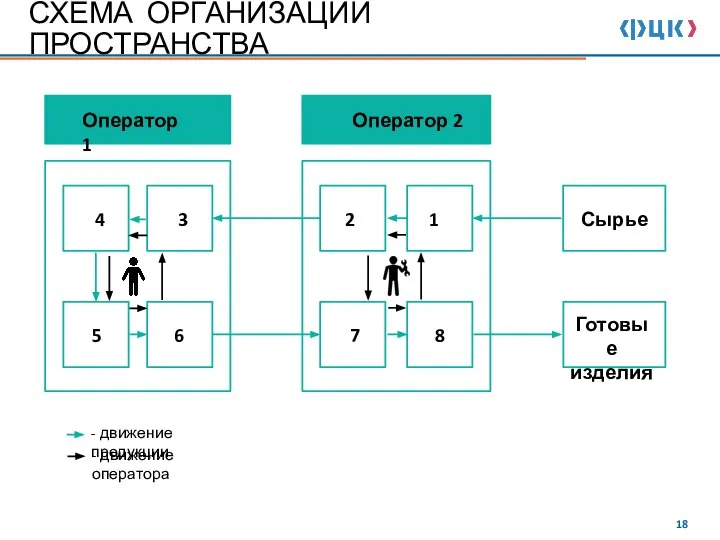
Слайд 18СХЕМА ОРГАНИЗАЦИИ ПРОСТРАНСТВА
СХЕМА ОРГАНИЗАЦИИ ПРОСТРАНСТВА
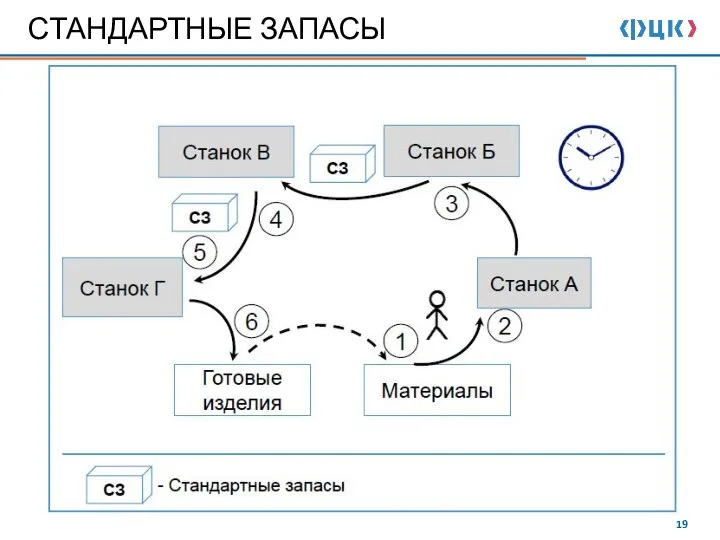
Слайд 19СТАНДАРТНЫЕ ЗАПАСЫ
СТАНДАРТНЫЕ ЗАПАСЫ
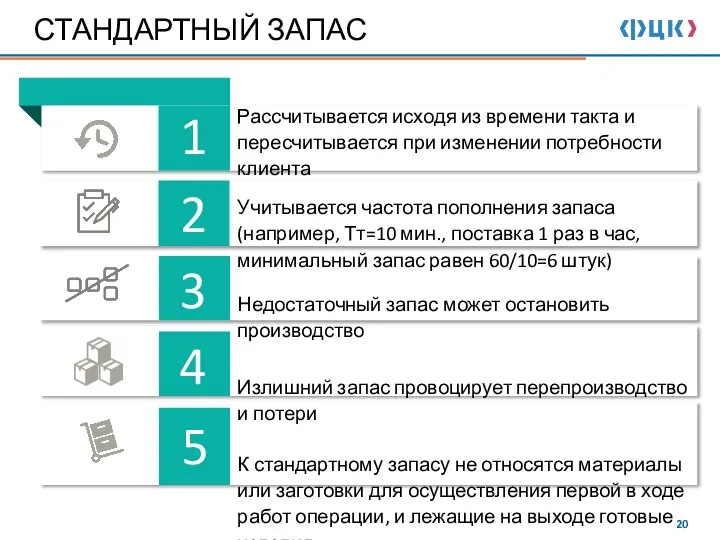
Слайд 20СТАНДАРТНЫЙ ЗАПАС
1
2
3
4
5
Рассчитывается исходя из времени такта и пересчитывается при изменении потребности клиента
Учитывается
СТАНДАРТНЫЙ ЗАПАС
1
2
3
4
5
Рассчитывается исходя из времени такта и пересчитывается при изменении потребности клиента
Учитывается
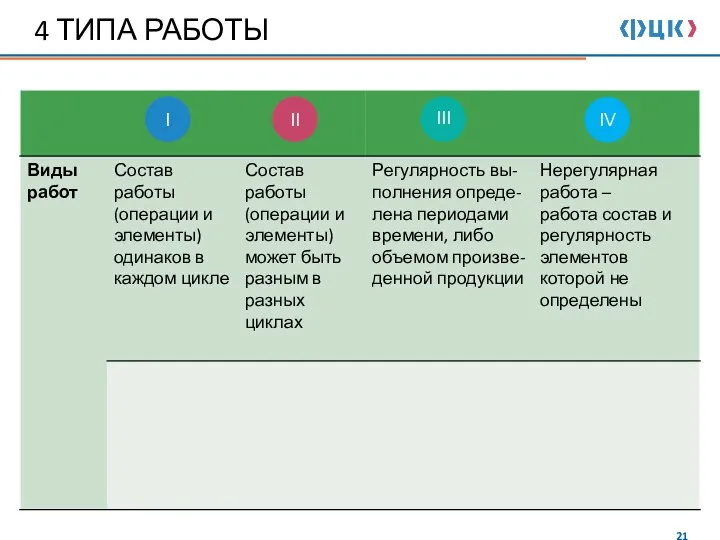
Слайд 214 ТИПА РАБОТЫ
II
I
IV
III
4 ТИПА РАБОТЫ
II
I
IV
III
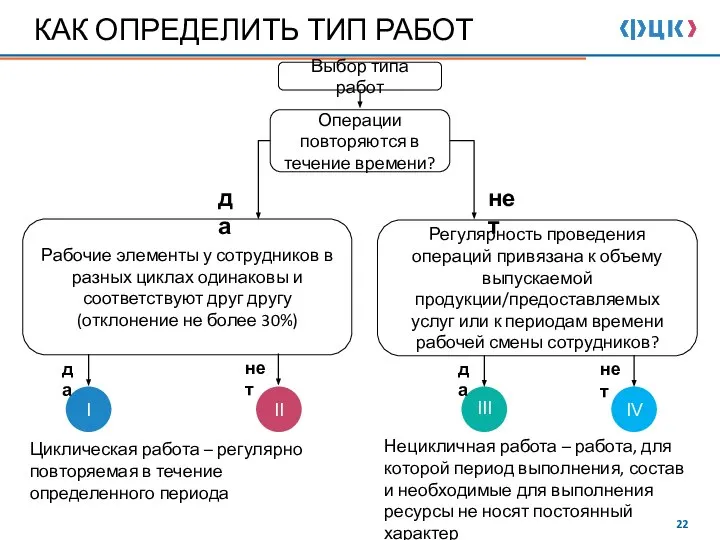
Слайд 22КАК ОПРЕДЕЛИТЬ ТИП РАБОТ
Выбор типа работ
Операции повторяются в течение времени?
Рабочие элементы у
КАК ОПРЕДЕЛИТЬ ТИП РАБОТ
Выбор типа работ
Операции повторяются в течение времени?
Рабочие элементы у
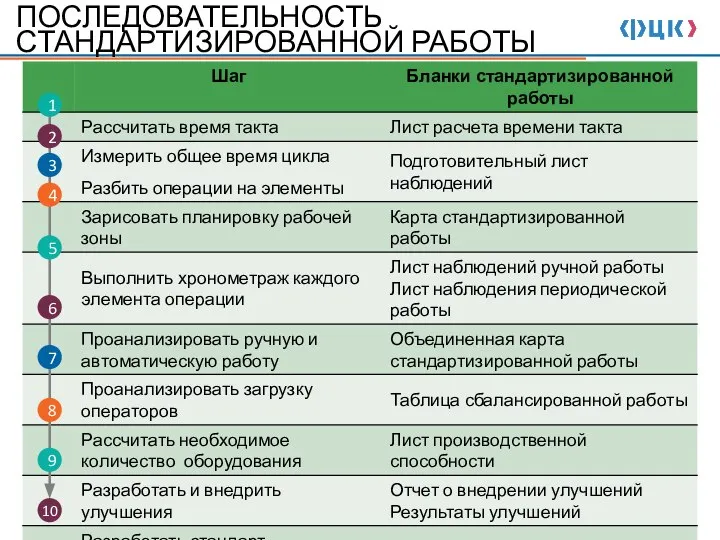
Слайд 23ПОСЛЕДОВАТЕЛЬНОСТЬ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
4
5
6
1
2
3
7
8
9
10
ПОСЛЕДОВАТЕЛЬНОСТЬ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
4
5
6
1
2
3
7
8
9
10
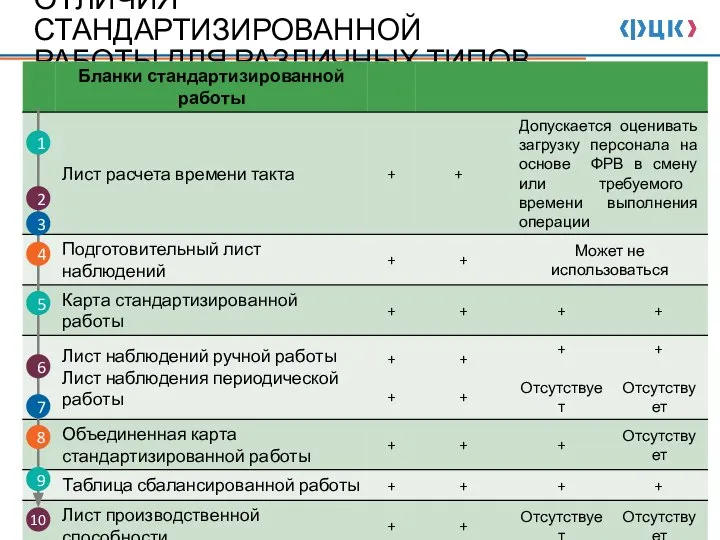
Слайд 24ОТЛИЧИЯ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ ДЛЯ РАЗЛИЧНЫХ ТИПОВ
II
I
IV
III
4
5
6
1
2
3
7
8
9
10
ОТЛИЧИЯ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ ДЛЯ РАЗЛИЧНЫХ ТИПОВ
II
I
IV
III
4
5
6
1
2
3
7
8
9
10
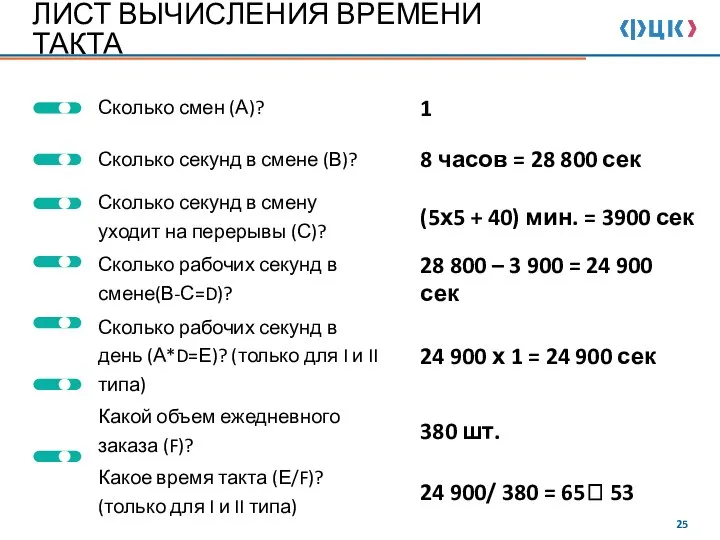
Слайд 25
ЛИСТ ВЫЧИСЛЕНИЯ ВРЕМЕНИ ТАКТА
ЛИСТ ВЫЧИСЛЕНИЯ ВРЕМЕНИ ТАКТА
Слайд 26Расчет времени такта
УСЛОВИЯ
1
Длительность смены - 8 часов
Количество смен в сутки – 1
Расчет времени такта
УСЛОВИЯ
1
Длительность смены - 8 часов
Количество смен в сутки – 1

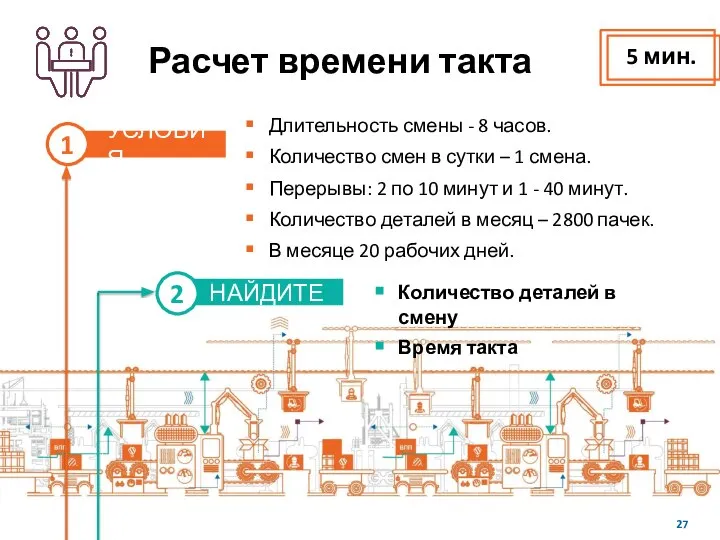
Слайд 27Расчет времени такта
УСЛОВИЯ
1
Длительность смены - 8 часов.
Количество смен в сутки – 1
Расчет времени такта
УСЛОВИЯ
1
Длительность смены - 8 часов.
Количество смен в сутки – 1
Слайд 28ТИПЫ РАБОТ
ЦИКЛИЧЕСКАЯ РАБОТА – регулярно повторяемая в течение смены последовательность действий. На
ТИПЫ РАБОТ
ЦИКЛИЧЕСКАЯ РАБОТА – регулярно повторяемая в течение смены последовательность действий. На
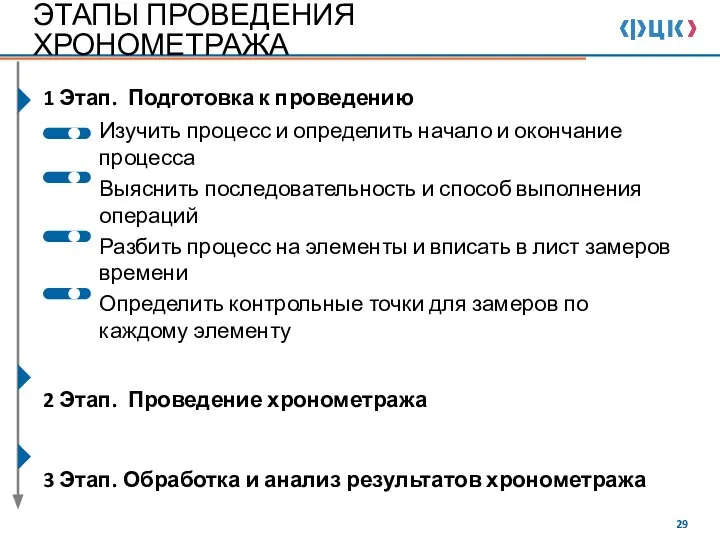
Слайд 29ЭТАПЫ ПРОВЕДЕНИЯ ХРОНОМЕТРАЖА
1 Этап. Подготовка к проведению
Изучить процесс и определить начало и
ЭТАПЫ ПРОВЕДЕНИЯ ХРОНОМЕТРАЖА
1 Этап. Подготовка к проведению
Изучить процесс и определить начало и
Слайд 30ПРАВИЛА ПРОВЕДЕНИЯ ХРОНОМЕТРАЖА
Необходимо сообщить сотруднику цель, порядок и условия наблюдения
Нельзя отвлекать сотрудника
ПРАВИЛА ПРОВЕДЕНИЯ ХРОНОМЕТРАЖА
Необходимо сообщить сотруднику цель, порядок и условия наблюдения
Нельзя отвлекать сотрудника
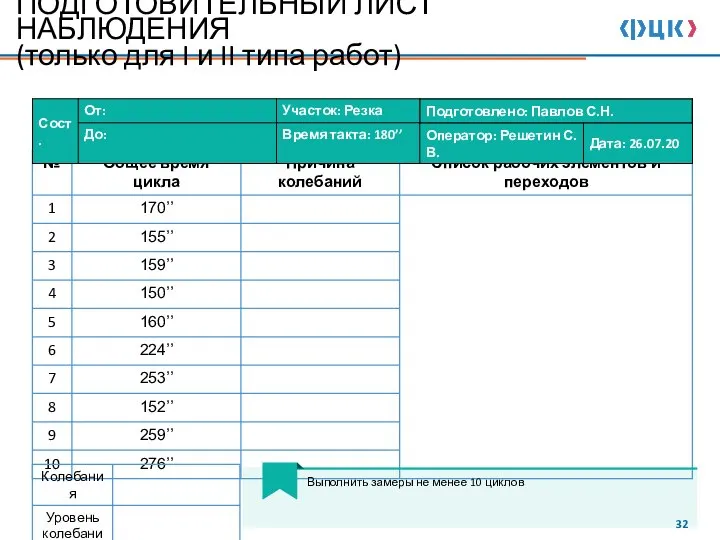
Слайд 31Подготовительный лист наблюдения необходим для ознакомления с операцией и измерения уровня стабильности
Подготовительный лист наблюдения необходим для ознакомления с операцией и измерения уровня стабильности
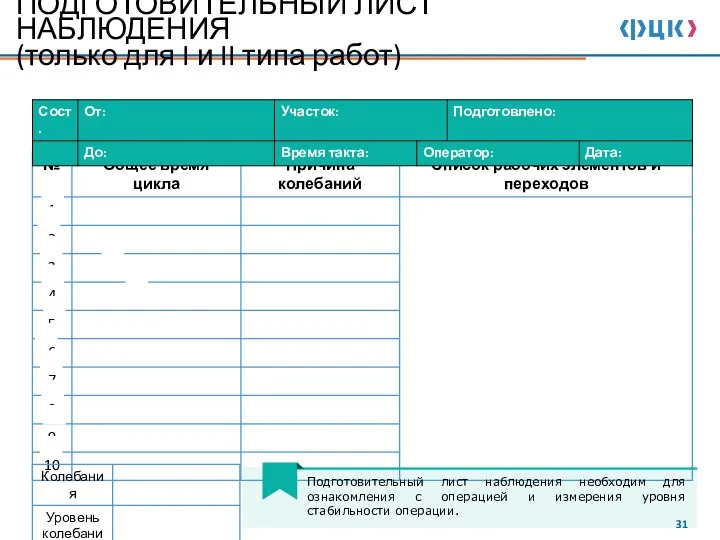
Слайд 32ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
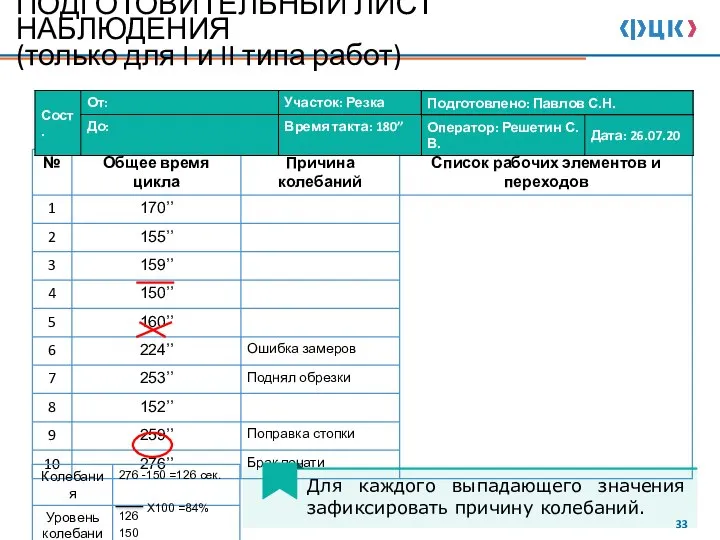
Слайд 33ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
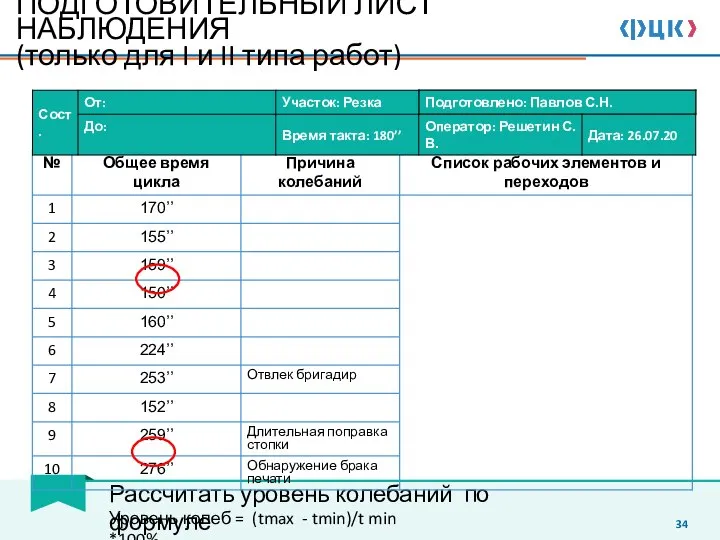
Слайд 34Рассчитать уровень колебаний по формуле
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа
Рассчитать уровень колебаний по формуле
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только для I и II типа
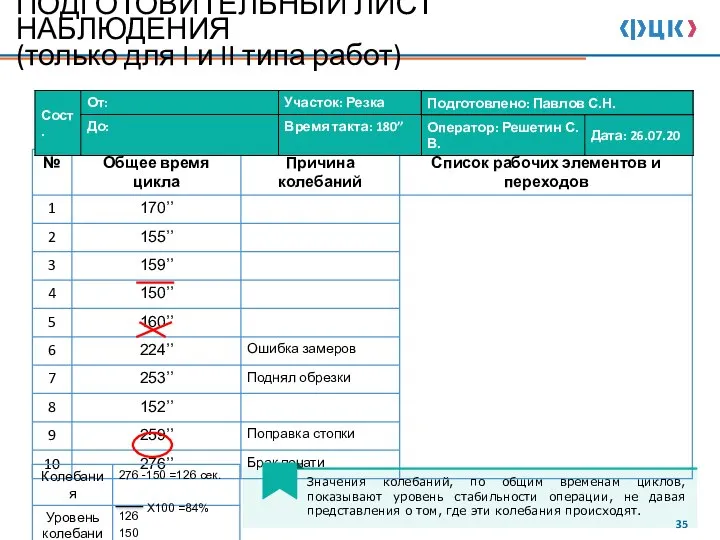
Слайд 35ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
Слайд 36Договориться с сотрудником о выполнении работы только в определенной последовательности
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только
Договориться с сотрудником о выполнении работы только в определенной последовательности
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ (только
Слайд 37ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
ПОДГОТОВИТЕЛЬНЫЙ ЛИСТ НАБЛЮДЕНИЯ
(только для I и II типа работ)
Слайд 38 КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
Вибростол
Машина
укладки
Контроль
качества резки
Контроль качества печати
Неразрезанные
листы, 1 паллета
Готовые
листы,
КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
Вибростол
Машина
укладки
Контроль
качества резки
Контроль качества печати
Неразрезанные
листы, 1 паллета
Готовые
листы,
Слайд 39ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ

Слайд 40ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ

Слайд 41ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ

Слайд 42Проведение хронометража по видео ролику
ПОСМОТРИТЕ
1
видео ролик с примером конкретного производства
СРАВНИТЕ
3
хронометраж операций
ПРОВЕДИТЕ
2
результаты замеров
Проведение хронометража по видео ролику
ПОСМОТРИТЕ
1
видео ролик с примером конкретного производства
СРАВНИТЕ
3
хронометраж операций
ПРОВЕДИТЕ
2
результаты замеров

Слайд 43Проведение хронометража на примере работы тренера
ПОСМОТРИТЕ
1
имитацию производственного процесса тренером
СРАВНИТЕ
3
хронометраж операций
ПРОВЕДИТЕ
2
результаты замеров и
Проведение хронометража на примере работы тренера
ПОСМОТРИТЕ
1
имитацию производственного процесса тренером
СРАВНИТЕ
3
хронометраж операций
ПРОВЕДИТЕ
2
результаты замеров и

Слайд 44Хронометраж на производственной площадке
ПОСМОТРИТЕ
1
выполнение реальной производственной операции
СРАВНИТЕ
3
хронометраж элементов операции
ПРОВЕДИТЕ
2
результаты замеров и выявите
Хронометраж на производственной площадке
ПОСМОТРИТЕ
1
выполнение реальной производственной операции
СРАВНИТЕ
3
хронометраж элементов операции
ПРОВЕДИТЕ
2
результаты замеров и выявите

Слайд 45Анализ листа замеров времени
15 мин.
15 мин.
Анализ листа замеров времени
15 мин.
15 мин.
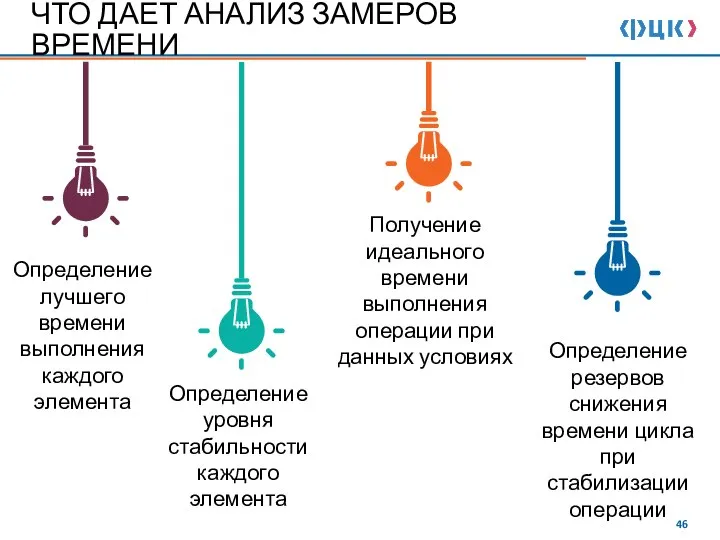
Слайд 46ЧТО ДАЕТ АНАЛИЗ ЗАМЕРОВ ВРЕМЕНИ
Определение резервов снижения времени цикла при стабилизации
ЧТО ДАЕТ АНАЛИЗ ЗАМЕРОВ ВРЕМЕНИ
Определение резервов снижения времени цикла при стабилизации
Слайд 47ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ

Слайд 48ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ

Слайд 49ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
Кол-во отрег. = 150" - 135" = 15"
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
Кол-во отрег. = 150" - 135" = 15"

Слайд 50ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
Количество отрегулированного = Минимальное полученное значение - tmin
времени
Количество отрегулированного
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
Количество отрегулированного = Минимальное полученное значение - tmin
времени
Количество отрегулированного

Слайд 51ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
* t отрег. = tmin + Кол-во отрег.
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
* t отрег. = tmin + Кол-во отрег.

Слайд 52ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
** Колеб = tmax - tотрег
ЛИСТ НАБЛЮДЕНИЯ РУЧНОЙ РАБОТЫ
** Колеб = tmax - tотрег

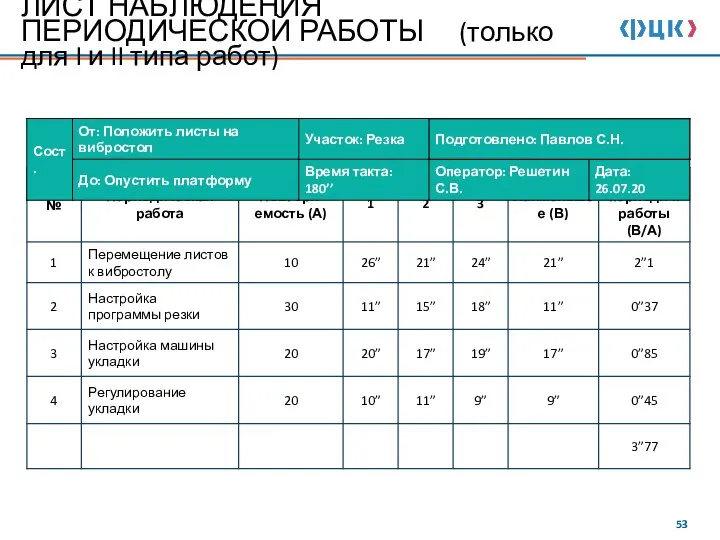
Слайд 53ЛИСТ НАБЛЮДЕНИЯ ПЕРИОДИЧЕСКОЙ РАБОТЫ (только для I и II типа работ)
ЛИСТ НАБЛЮДЕНИЯ ПЕРИОДИЧЕСКОЙ РАБОТЫ (только для I и II типа работ)
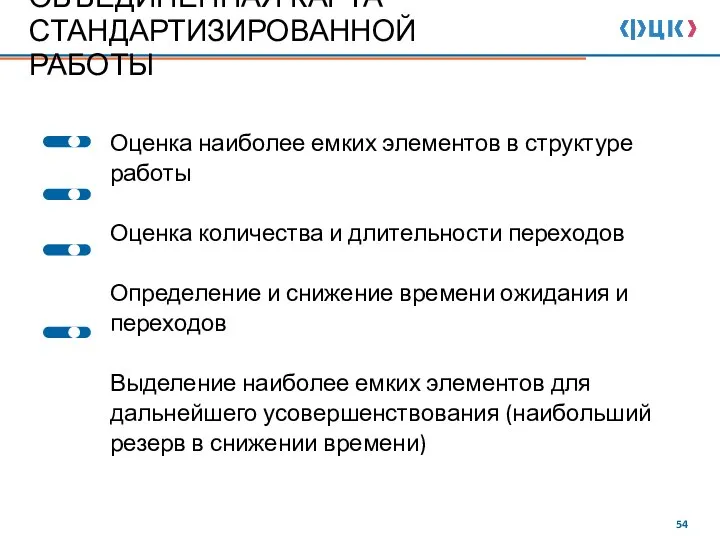
Слайд 54ОБЪЕДИНЕННАЯ КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
Оценка наиболее емких элементов в структуре работы
Оценка количества
ОБЪЕДИНЕННАЯ КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
Оценка наиболее емких элементов в структуре работы
Оценка количества
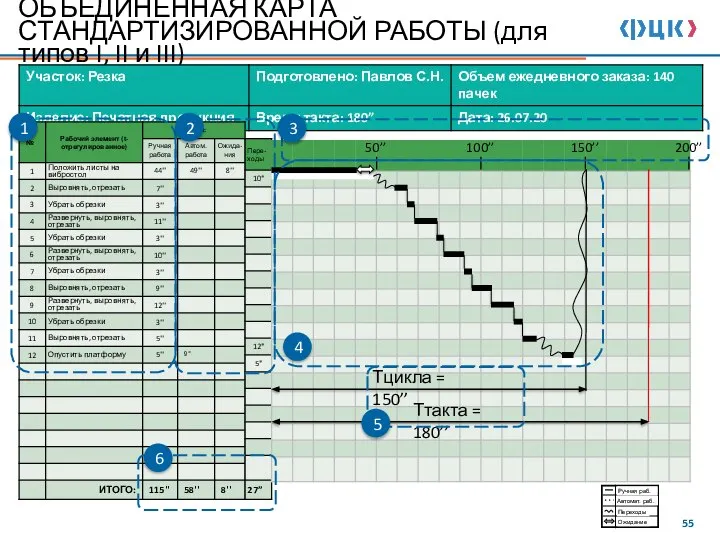
Слайд 55ОБЪЕДИНЕННАЯ КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ (для типов I, II и III)
Тцикла = 150’’
Ттакта
ОБЪЕДИНЕННАЯ КАРТА СТАНДАРТИЗИРОВАННОЙ РАБОТЫ (для типов I, II и III)
Тцикла = 150’’
Ттакта
Слайд 56Построение объединенной карты стандартизированной работы
ВСПОМНИТЕ
1
производственный участок собственного производства
ПОСТРОЙТЕ
2
объединенную карту стандартизированной работы
25
Построение объединенной карты стандартизированной работы
ВСПОМНИТЕ
1
производственный участок собственного производства
ПОСТРОЙТЕ
2
объединенную карту стандартизированной работы
25

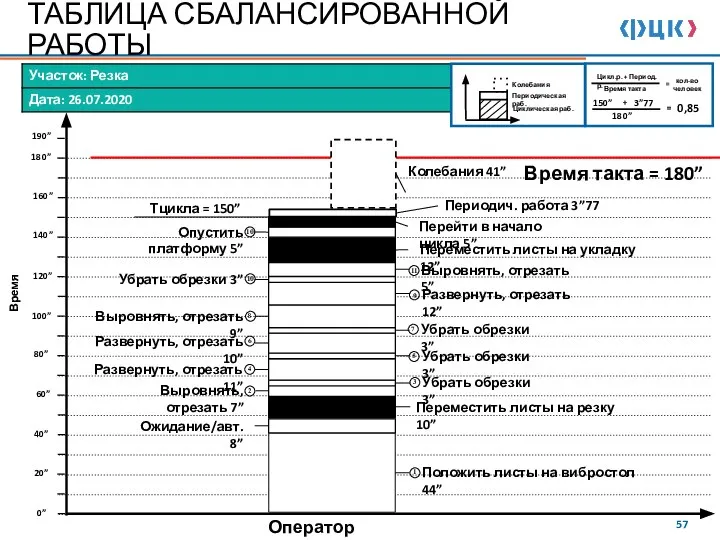
Слайд 57ТАБЛИЦА СБАЛАНСИРОВАННОЙ РАБОТЫ
Оператор
Колебания
Периодическая раб.
Циклическая раб.
Цикл.р. + Период.р.
Время такта
кол-во человек
=
=
Время такта = 180”
Периодич.
ТАБЛИЦА СБАЛАНСИРОВАННОЙ РАБОТЫ
Оператор
Колебания
Периодическая раб.
Циклическая раб.
Цикл.р. + Период.р.
Время такта
кол-во человек
=
=
Время такта = 180”
Периодич.
Слайд 58ТАБЛИЦА СБАЛАНСИРОВАННОЙ РАБОТЫ
Оператор 1
Время такта
Оператор 2
Оператор 3
ТАБЛИЦА СБАЛАНСИРОВАННОЙ РАБОТЫ
Оператор 1
Время такта
Оператор 2
Оператор 3

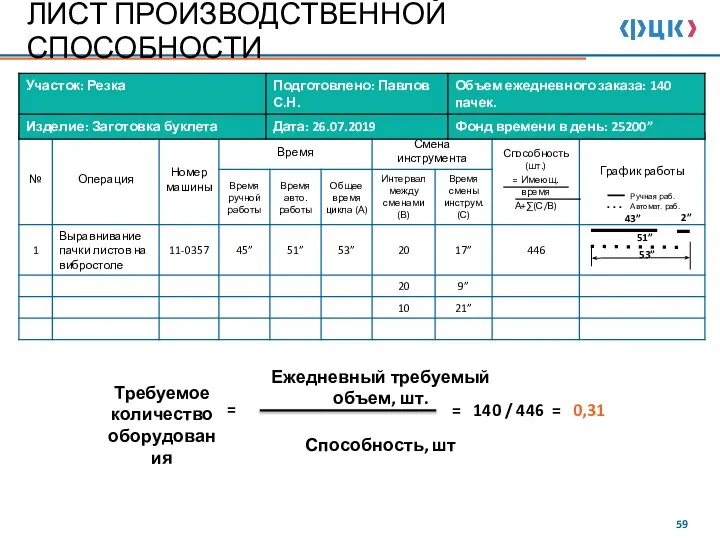
Слайд 59ЛИСТ ПРОИЗВОДСТВЕННОЙ СПОСОБНОСТИ
Требуемое количество оборудования
= 140 / 446 = 0,31
=
Ежедневный требуемый
ЛИСТ ПРОИЗВОДСТВЕННОЙ СПОСОБНОСТИ
Требуемое количество оборудования
= 140 / 446 = 0,31
=
Ежедневный требуемый
Слайд 60Паллеты с материалами на резку загромождают проход/проезд (скопление запасов на рабочем месте)
Оператор
Паллеты с материалами на резку загромождают проход/проезд (скопление запасов на рабочем месте)
Оператор

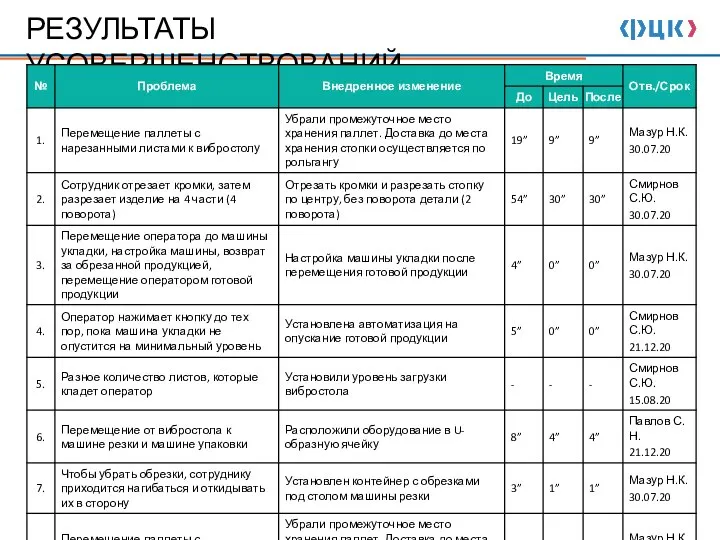
Слайд 61РЕЗУЛЬТАТЫ УСОВЕРШЕНСТВОВАНИЙ
РЕЗУЛЬТАТЫ УСОВЕРШЕНСТВОВАНИЙ
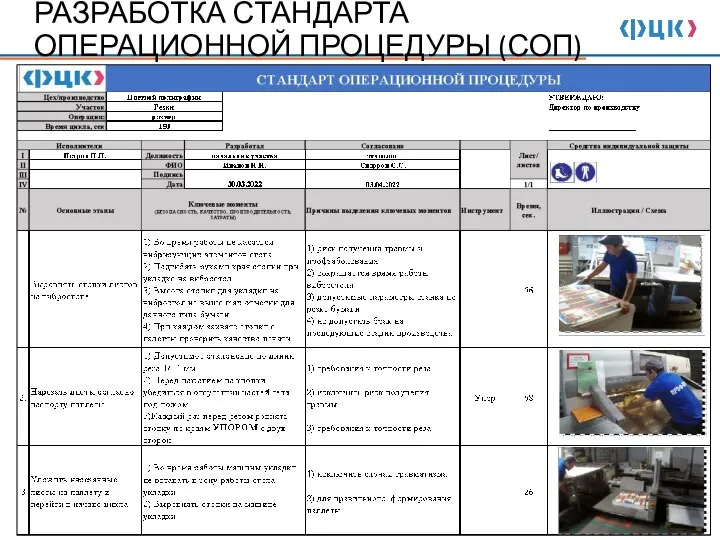
Слайд 62РАЗРАБОТКА СТАНДАРТА ОПЕРАЦИОННОЙ ПРОЦЕДУРЫ (СОП)
РАЗРАБОТКА СТАНДАРТА ОПЕРАЦИОННОЙ ПРОЦЕДУРЫ (СОП)
Слайд 63ЭТАПЫ ВНЕДРЕНИЯ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ
ЭТАПЫ ВНЕДРЕНИЯ СТАНДАРТИЗИРОВАННОЙ РАБОТЫ

Слайд 641. РЕГИСТРАЦИЯ НА САЙТЕ
Зарегистрируйтесь на сайте:
1. РЕГИСТРАЦИЯ НА САЙТЕ
Зарегистрируйтесь на сайте:
Слайд 652. БАЗА ЗНАНИЙ
Лучшие практики
Нормативная документация
Методические материалы
Войдите в базу
2. БАЗА ЗНАНИЙ
Лучшие практики
Нормативная документация
Методические материалы
Войдите в базу
Слайд 663. МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ
Выберите «Реестр методических рекомендаций»
3. МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ
Выберите «Реестр методических рекомендаций»
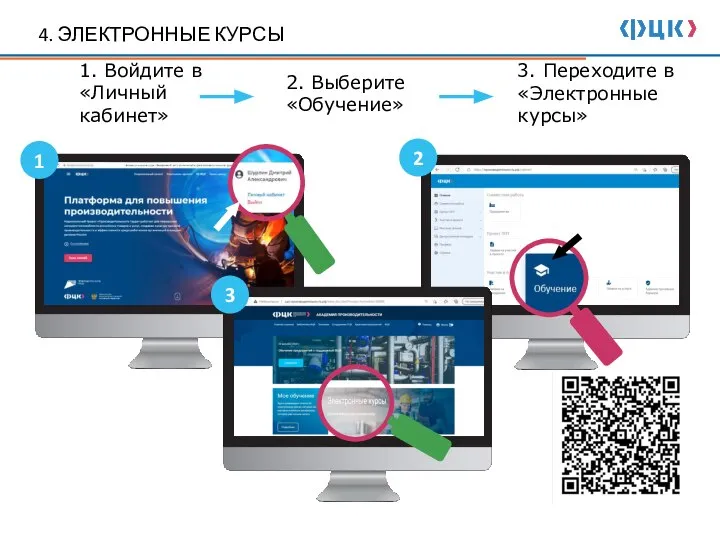
Слайд 674. ЭЛЕКТРОННЫЕ КУРСЫ
1
2
4. ЭЛЕКТРОННЫЕ КУРСЫ
1
2
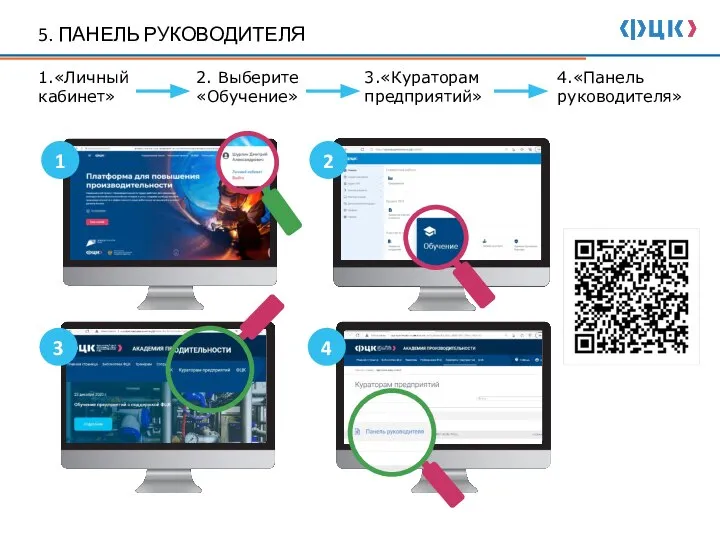
Слайд 685. ПАНЕЛЬ РУКОВОДИТЕЛЯ
1
2
3
4
5. ПАНЕЛЬ РУКОВОДИТЕЛЯ
1
2
3
4
Слайд 69РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ
ЗАРЕГИСТРИРУЙТЕСЬ И ПОЛУЧИТЕ ДОСТУП К МАТЕРИАЛАМ ПОРТАЛА
ПРОИЗВОДИТЕЛЬНОСТЬ.РФ
Навигатор по ИТ-платформе доступен
РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ
ЗАРЕГИСТРИРУЙТЕСЬ И ПОЛУЧИТЕ ДОСТУП К МАТЕРИАЛАМ ПОРТАЛА
ПРОИЗВОДИТЕЛЬНОСТЬ.РФ
Навигатор по ИТ-платформе доступен
Слайд 70РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ
Курс знакомит с особенностями и последовательностью применения стандартизированной работы
Вы узнаете,
РЕКОМЕНДУЕМ ЭЛЕКТРОННЫЕ КУРСЫ
Курс знакомит с особенностями и последовательностью применения стандартизированной работы
Вы узнаете,

 Примеры на чтение
Примеры на чтение Насекомые
Насекомые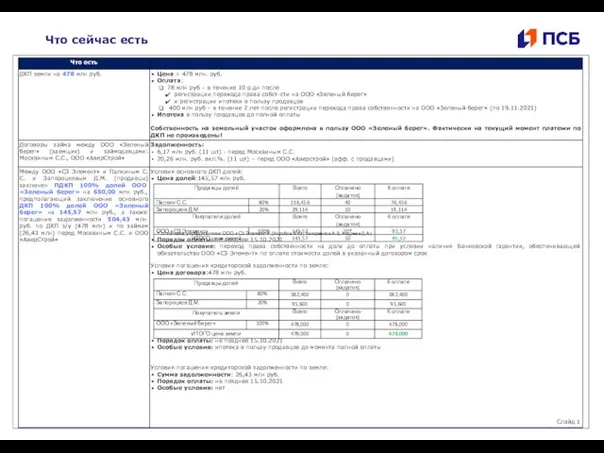 ООО Зеленый берег
ООО Зеленый берег Мобильный ID. Мировые технологии цифровой идентификации. МегаФон
Мобильный ID. Мировые технологии цифровой идентификации. МегаФон Целевые денежные фонды
Целевые денежные фонды Взаимодействие атомов элементов-неметаллов между собой
Взаимодействие атомов элементов-неметаллов между собой Российский фондовый рынок.Правило наилучшего исполнения.
Российский фондовый рынок.Правило наилучшего исполнения. Звериный стиль в искусстве дороманского периода
Звериный стиль в искусстве дороманского периода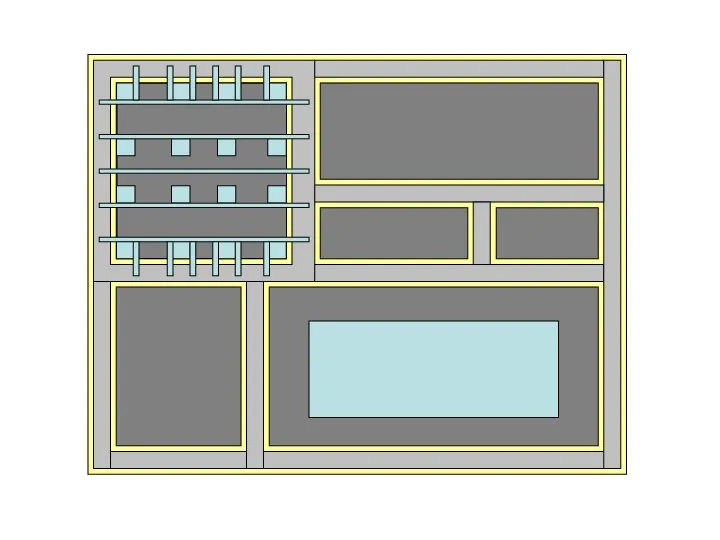 Столбчатый ростверковый фундамент
Столбчатый ростверковый фундамент “Картинка – новий рекламний інструмент для Інтернет-магазинів. Реклама на фотографіях”
“Картинка – новий рекламний інструмент для Інтернет-магазинів. Реклама на фотографіях” Принцип Гюйгенса
Принцип Гюйгенса Литературно-музыкальная композиция: «Подвиг народа бессмертен»
Литературно-музыкальная композиция: «Подвиг народа бессмертен» Международная и отечественная традиции тьюторства. Лекция 2
Международная и отечественная традиции тьюторства. Лекция 2 Презентация на тему Специфика изображений в полиграфии по искусству 9 класс
Презентация на тему Специфика изображений в полиграфии по искусству 9 класс Tолерантность
Tолерантность Презентация на тему Генетика пола
Презентация на тему Генетика пола Граф, который построил
Граф, который построил Искусство Гжели
Искусство Гжели Применение ИКТ на уроках в начальной школе
Применение ИКТ на уроках в начальной школе Любить! Кто ж постиг это слово святое? Кто ж вник в его смысл и значенье? Любить - это значит на счастье чужое Смотреть со слезой уми
Любить! Кто ж постиг это слово святое? Кто ж вник в его смысл и значенье? Любить - это значит на счастье чужое Смотреть со слезой уми Отработка прохождения трасс. Страховочное устройство
Отработка прохождения трасс. Страховочное устройство Презентация на тему Многообразие одноклеточных организмов
Презентация на тему Многообразие одноклеточных организмов  Подготовка к написанию сочинения- рассуждения по данному тексту
Подготовка к написанию сочинения- рассуждения по данному тексту Первый этап заточки. Формирование (фаски) угла на наждаке
Первый этап заточки. Формирование (фаски) угла на наждаке Устройство Чарли для работы с людьми с нарушениями слуха
Устройство Чарли для работы с людьми с нарушениями слуха «Толковый словарь живого великорусского языка» Даль Владимир Иванович
«Толковый словарь живого великорусского языка» Даль Владимир Иванович НЕВИДИМЫЕ СОБЫТИЯ ОРГАНИЗАЦИЯ ПРЕСС-ЦЕНТРА Алексей Берлов, PREMO & Partyzanka
НЕВИДИМЫЕ СОБЫТИЯ ОРГАНИЗАЦИЯ ПРЕСС-ЦЕНТРА Алексей Берлов, PREMO & Partyzanka Тема 1. Предмет. Основные положения. История развития науки.
Тема 1. Предмет. Основные положения. История развития науки.