- Статистические методы управления качеством

Содержание
- 2. Данное методическое пособие предназначено для введения в теорию статистических методов управления качеством и ознакомления с применением
- 3. СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ «В течение длительного времени эффективность статистики будет зависеть в меньшей степени от
- 4. СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ Обострение конкуренции на национальном и международном уровнях заставило многих обратиться к статистическим
- 5. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Для решения проблем, связанных с
- 6. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Области применения упомянутых "инструментов" качества
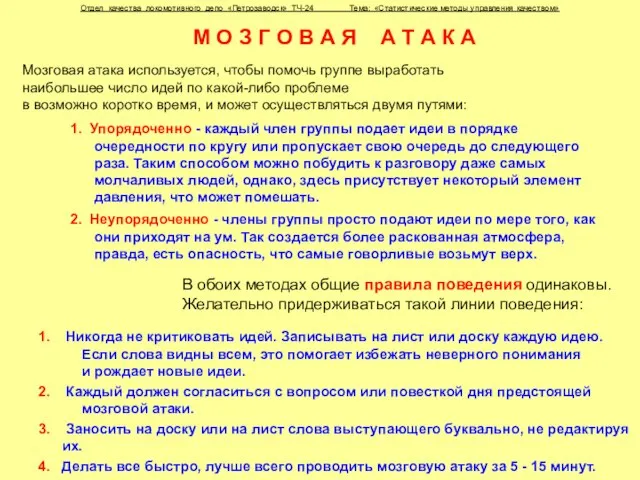
- 7. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» М О З Г О
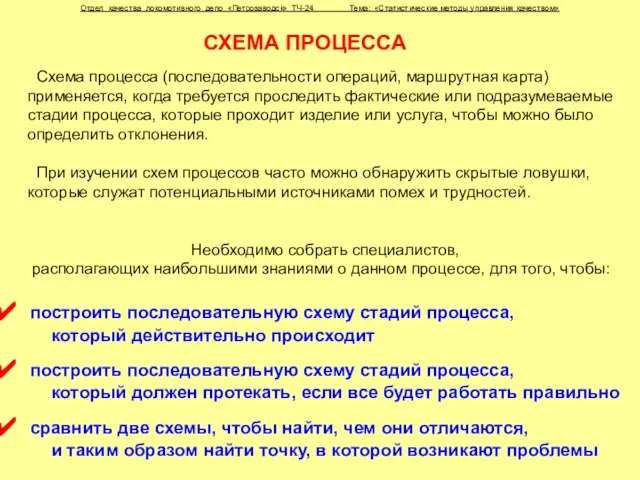
- 8. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» СХЕМА ПРОЦЕССА Схема процесса (последовательности
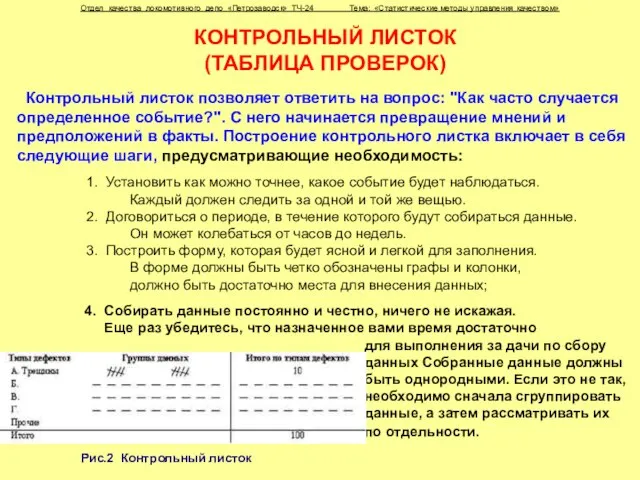
- 9. 4. Собирать данные постоянно и честно, ничего не искажая. Еще раз убедитесь, что назначенное вами время
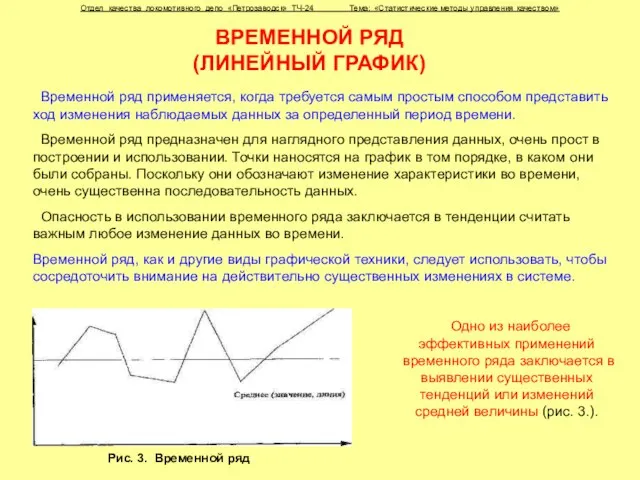
- 10. Рис. 3. Временной ряд ВРЕМЕННОЙ РЯД (ЛИНЕЙНЫЙ ГРАФИК) Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
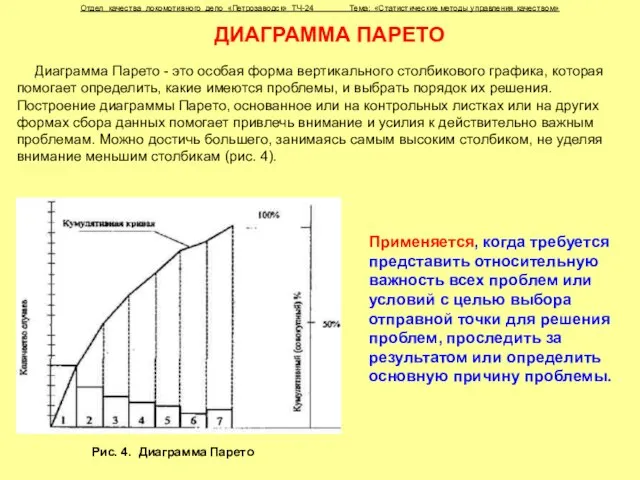
- 11. ДИАГРАММА ПАРЕТО Диаграмма Парето - это особая форма вертикального столбикового графика, которая помогает определить, какие имеются
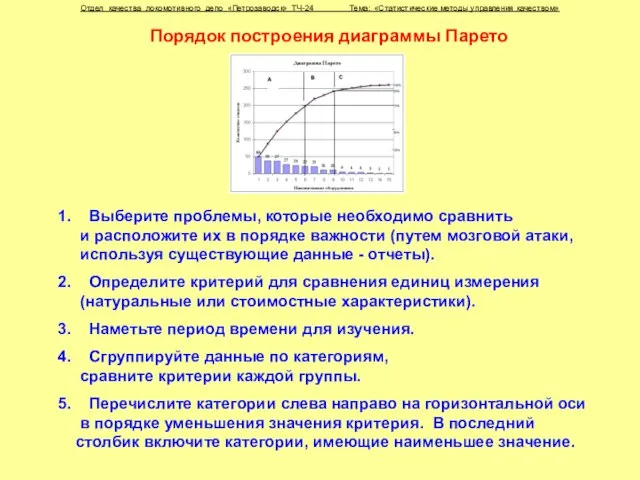
- 12. Порядок построения диаграммы Парето 1. Выберите проблемы, которые необходимо сравнить и расположите их в порядке важности
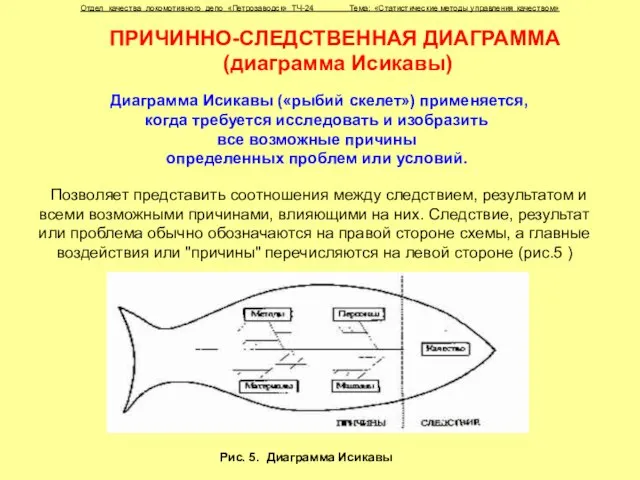
- 13. ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА (диаграмма Исикавы) Диаграмма Исикавы («рыбий скелет») применяется, когда требуется исследовать и изобразить все возможные
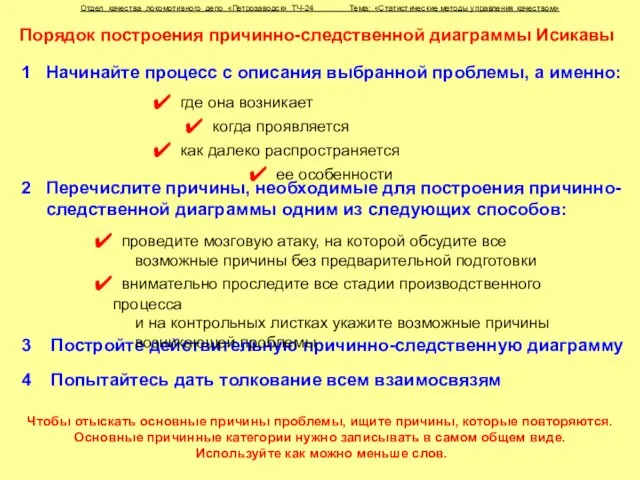
- 14. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Порядок построения причинно-следственной диаграммы Исикавы
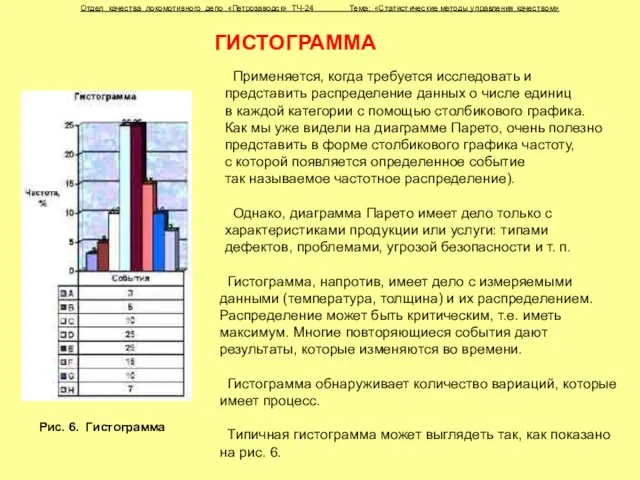
- 15. Применяется, когда требуется исследовать и представить распределение данных о числе единиц в каждой категории с помощью
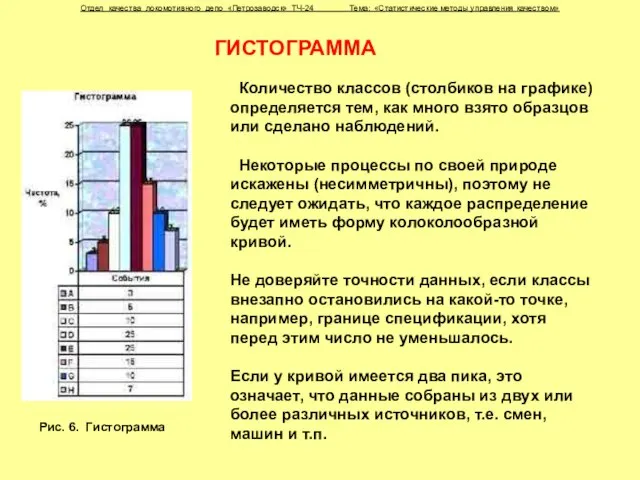
- 16. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» ГИСТОГРАММА Рис. 6. Гистограмма Количество
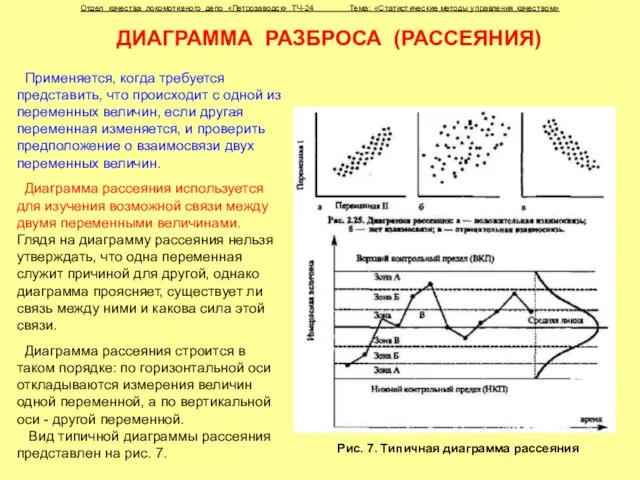
- 17. ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ) Применяется, когда требуется представить, что происходит с одной из переменных величин, если другая
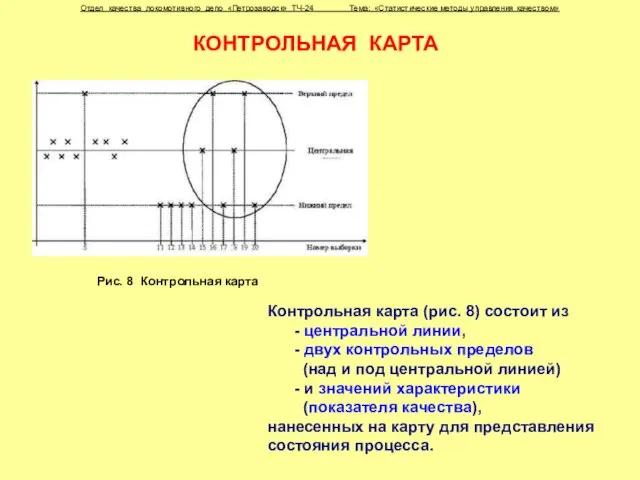
- 18. КОНТРОЛЬНАЯ КАРТА Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Одним из основных
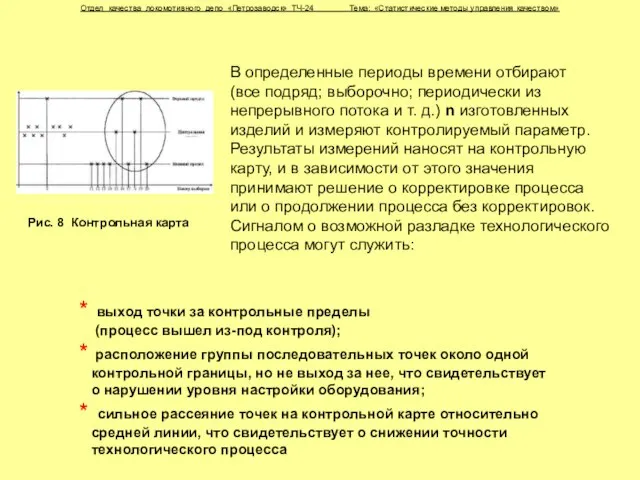
- 19. Рис. 8 Контрольная карта Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Контрольная
- 20. * выход точки за контрольные пределы (процесс вышел из-под контроля); * расположение группы последовательных точек около
- 21. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Существуют два основных типа контрольных
- 22. ПРИМЕР ПРИМЕНЕНИЯ СТАТИСТИЧЕСКИХ МЕТОДОВ УПРАВЛЕНИЯ Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
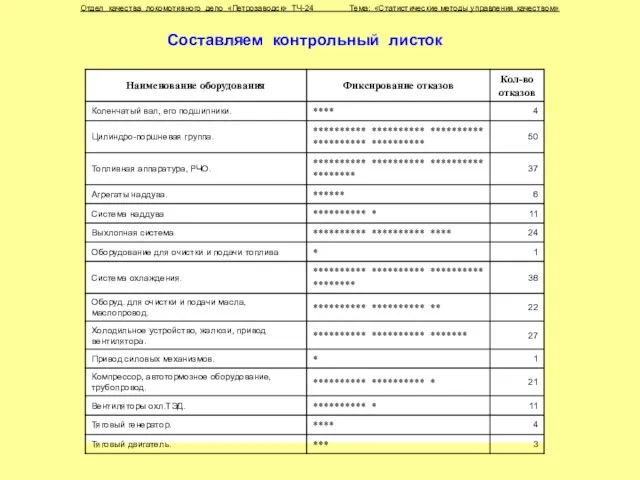
- 23. Составляем контрольный листок Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
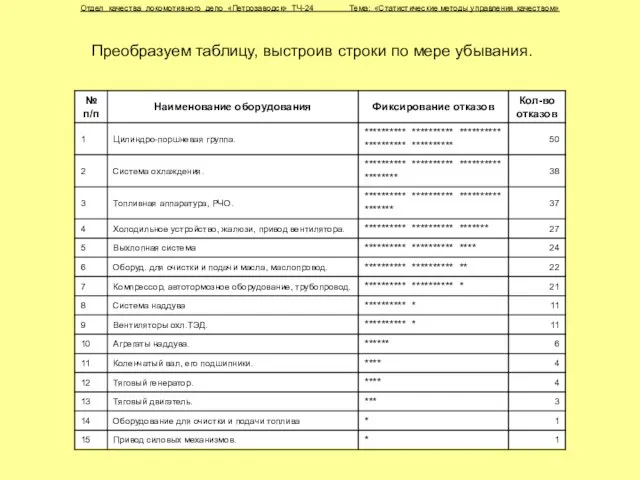
- 24. Преобразуем таблицу, выстроив строки по мере убывания. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
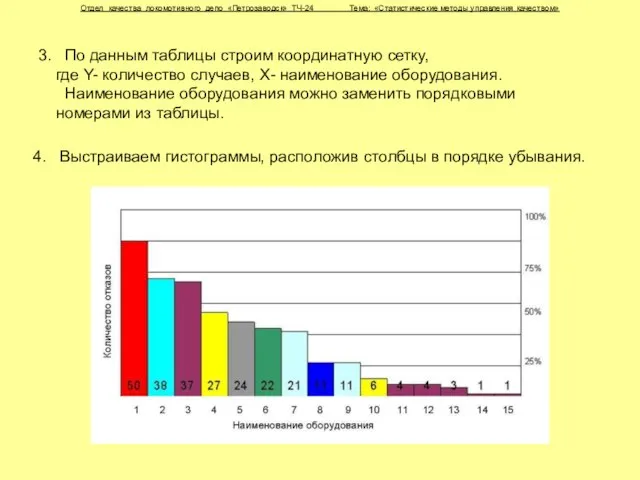
- 25. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 4. Выстраиваем гистограммы, расположив столбцы
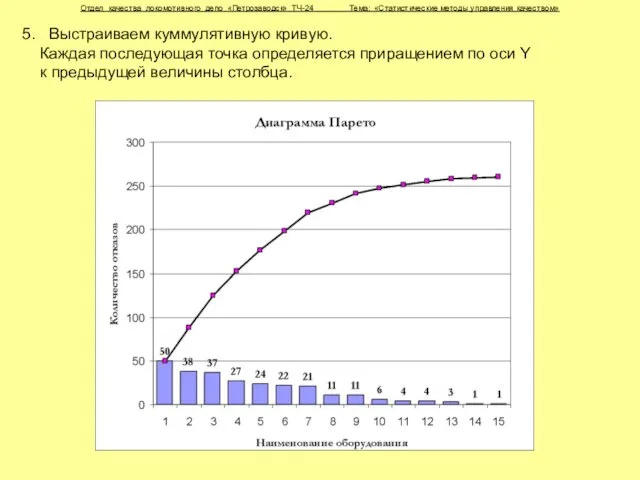
- 26. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 5. Выстраиваем куммулятивную кривую. Каждая
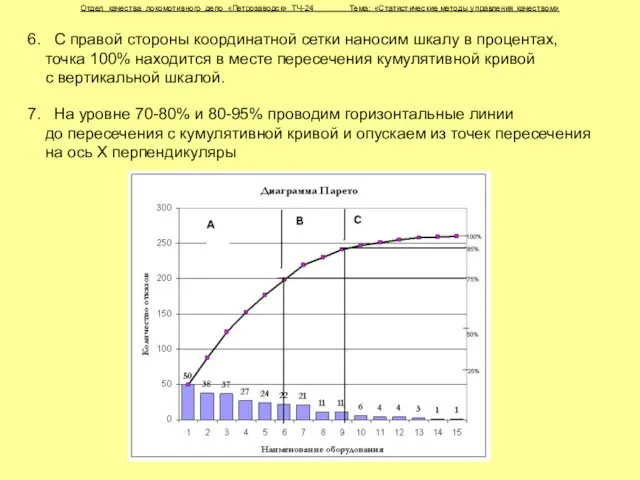
- 27. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 6. С правой стороны координатной
- 28. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
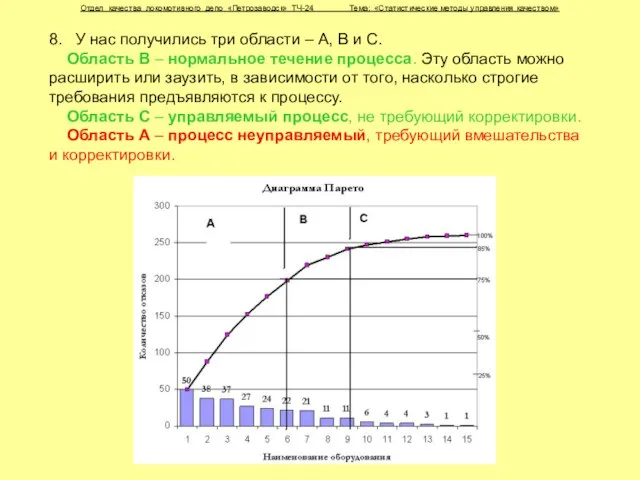
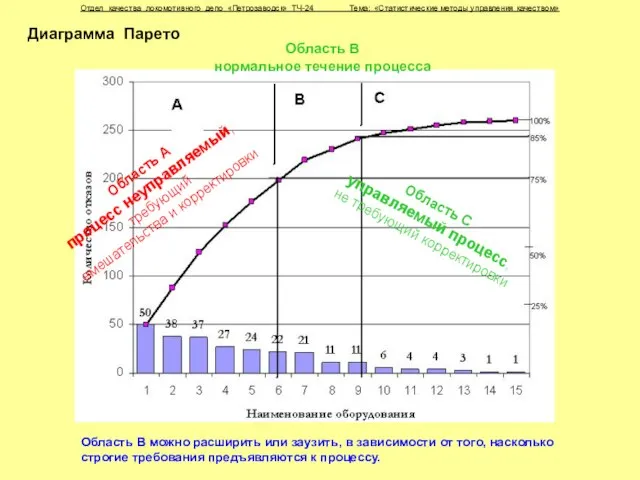
- 29. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 8. У нас получились три
- 30. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Область А процесс неуправляемый, требующий
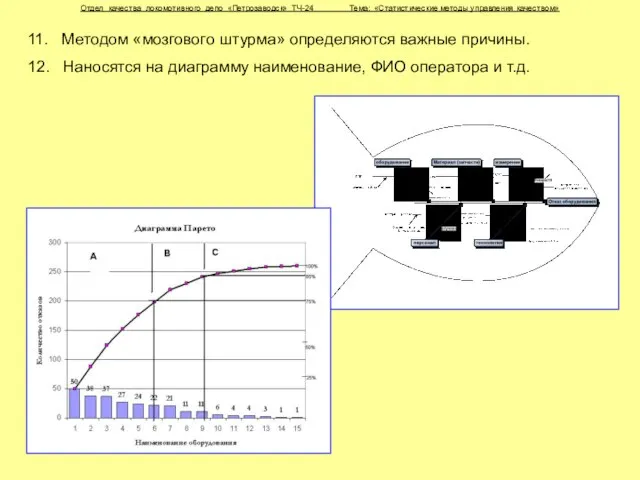
- 31. 9. На диаграмме видно, что вмешательства требуют первые пять процессов ремонта оборудования: Отдел качества локомотивного депо
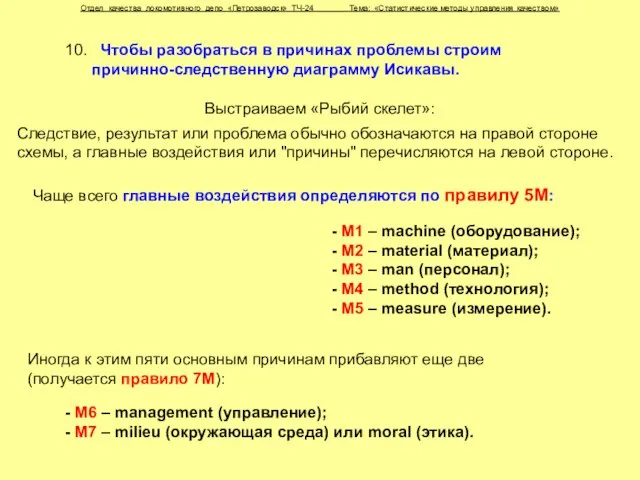
- 32. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 10. Чтобы разобраться в причинах
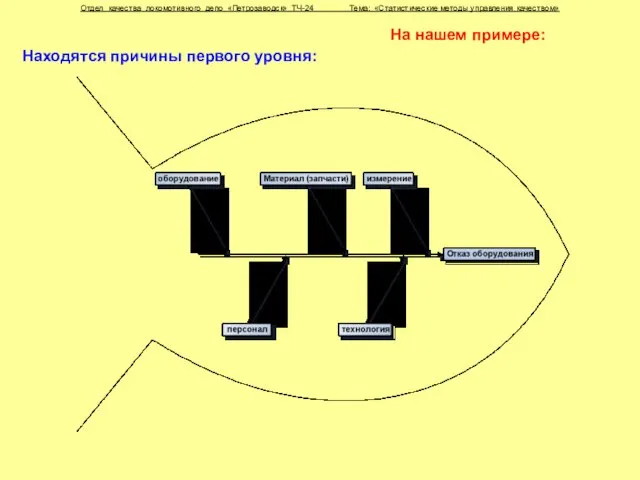
- 33. На нашем примере: Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» Находятся причины
- 34. Далее находятся причины второго уровня: Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
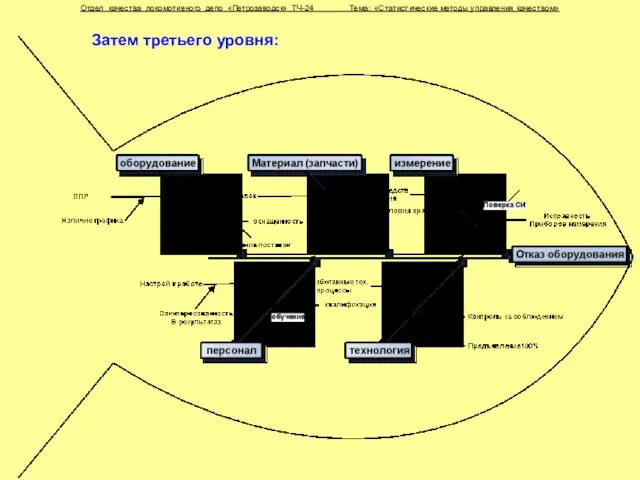
- 35. Затем третьего уровня: Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
- 36. Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством» 11. Методом «мозгового штурма» определяются
- 38. Скачать презентацию
Слайд 2 Данное методическое пособие предназначено для введения в теорию статистических методов управления
Данное методическое пособие предназначено для введения в теорию статистических методов управления
Слайд 3СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
«В течение длительного времени эффективность статистики будет
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
«В течение длительного времени эффективность статистики будет
Слайд 4СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Обострение конкуренции на национальном и международном уровнях заставило
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Обострение конкуренции на национальном и международном уровнях заставило
Слайд 5Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Для решения
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Для решения
Слайд 6Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Области
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Области

Слайд 7Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
М О
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
М О
Слайд 8Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
СХЕМА ПРОЦЕССА
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
СХЕМА ПРОЦЕССА
Слайд 9 4. Собирать данные постоянно и честно, ничего не искажая.
Еще раз
4. Собирать данные постоянно и честно, ничего не искажая. Еще раз
Слайд 10Рис. 3. Временной ряд
ВРЕМЕННОЙ РЯД
(ЛИНЕЙНЫЙ ГРАФИК)
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:
Рис. 3. Временной ряд
ВРЕМЕННОЙ РЯД
(ЛИНЕЙНЫЙ ГРАФИК)
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема:
Слайд 11ДИАГРАММА ПАРЕТО
Диаграмма Парето - это особая форма вертикального столбикового графика, которая помогает
ДИАГРАММА ПАРЕТО
Диаграмма Парето - это особая форма вертикального столбикового графика, которая помогает
Слайд 12Порядок построения диаграммы Парето
1. Выберите проблемы, которые необходимо сравнить
и расположите
Порядок построения диаграммы Парето
1. Выберите проблемы, которые необходимо сравнить и расположите
Слайд 13ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА
(диаграмма Исикавы)
Диаграмма Исикавы («рыбий скелет») применяется,
когда требуется исследовать
ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА
(диаграмма Исикавы)
Диаграмма Исикавы («рыбий скелет») применяется, когда требуется исследовать
Слайд 14Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Порядок построения
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Порядок построения
Слайд 15 Применяется, когда требуется исследовать и представить распределение данных о числе единиц
Применяется, когда требуется исследовать и представить распределение данных о числе единиц
Слайд 16Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
ГИСТОГРАММА
Рис. 6.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
ГИСТОГРАММА
Рис. 6.
Слайд 17ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ)
Применяется, когда требуется представить, что происходит с одной из
ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ)
Применяется, когда требуется представить, что происходит с одной из
Слайд 18КОНТРОЛЬНАЯ КАРТА
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Одним
КОНТРОЛЬНАЯ КАРТА
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Одним
Слайд 19Рис. 8 Контрольная карта
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
Рис. 8 Контрольная карта
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
Слайд 20* выход точки за контрольные пределы (процесс вышел из-под контроля);
* расположение
* выход точки за контрольные пределы (процесс вышел из-под контроля);
* расположение
Слайд 21Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Существуют два
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Существуют два
Слайд 22ПРИМЕР ПРИМЕНЕНИЯ
СТАТИСТИЧЕСКИХ МЕТОДОВ УПРАВЛЕНИЯ
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
ПРИМЕР ПРИМЕНЕНИЯ
СТАТИСТИЧЕСКИХ МЕТОДОВ УПРАВЛЕНИЯ
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
Слайд 23 Составляем контрольный листок
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
Составляем контрольный листок
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы
Слайд 24Преобразуем таблицу, выстроив строки по мере убывания.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24
Преобразуем таблицу, выстроив строки по мере убывания.
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24
Слайд 25Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
4. Выстраиваем
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
4. Выстраиваем
Слайд 26Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
5. Выстраиваем
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
5. Выстраиваем
Слайд 27Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
6. С
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
6. С
Слайд 28Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Слайд 29Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
8. У
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
8. У
Слайд 30Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Область А
процесс
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
Область А процесс
Слайд 319. На диаграмме видно, что вмешательства требуют первые пять процессов ремонта оборудования:
Отдел
9. На диаграмме видно, что вмешательства требуют первые пять процессов ремонта оборудования:
Отдел
Слайд 32Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
10. Чтобы
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
10. Чтобы
Слайд 33На нашем примере:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления
На нашем примере:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления
Слайд 34Далее находятся причины второго уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические
Далее находятся причины второго уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические

Слайд 35Затем третьего уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления
Затем третьего уровня:
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления
Слайд 36Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
11. Методом
Отдел качества локомотивного депо «Петрозаводск» ТЧ-24 Тема: «Статистические методы управления качеством»
11. Методом
 Психология личности. Подходы
Психология личности. Подходы Портрет в годы Великой Отечественной Войны
Портрет в годы Великой Отечественной Войны лекция 1
лекция 1 О вы, служительницы Музы!
О вы, служительницы Музы! Устройство на компютъра
Устройство на компютъра А.Н Островского «Гроза»
А.Н Островского «Гроза» Современное видение правовых основ государства устойчивого развития
Современное видение правовых основ государства устойчивого развития Пособия ФСС по-новому
Пособия ФСС по-новому Мировая практика применения индекса цитирования при проведении и оценке научных исследованийчасть 2
Мировая практика применения индекса цитирования при проведении и оценке научных исследованийчасть 2 Сечение поверхностей плоскостью. Тело с вырезом
Сечение поверхностей плоскостью. Тело с вырезом 254119
254119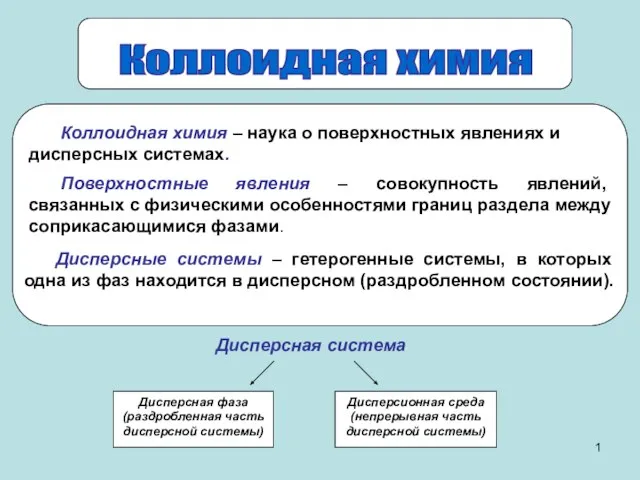 Презентация на тему Коллоидная химия
Презентация на тему Коллоидная химия Основные образовательные парадигмы
Основные образовательные парадигмы Регата для парусных яхт по маршруту Санкт-Петербург — Котка
Регата для парусных яхт по маршруту Санкт-Петербург — Котка Роль участкового специалиста в обеспечении социальных гарантий и мер социальной поддержки отдельных категорий граждан
Роль участкового специалиста в обеспечении социальных гарантий и мер социальной поддержки отдельных категорий граждан Учимся не путать звуки [ с ] и [ ч ]
Учимся не путать звуки [ с ] и [ ч ] ChefАвтоматизация в Облаках
ChefАвтоматизация в Облаках В гости к зиме. Неживая природа зимой
В гости к зиме. Неживая природа зимой Противодействие идеологии терроризма, экстремизма и гармонизация межнациональных отношений
Противодействие идеологии терроризма, экстремизма и гармонизация межнациональных отношений Презентация на тему Золотая осень. Составление рассказа
Презентация на тему Золотая осень. Составление рассказа Мотострелковый взвод в обороне
Мотострелковый взвод в обороне Процессуальные теории мотивации
Процессуальные теории мотивации 12-psihosomatika-vozrastnih-izmeneniy-lica
12-psihosomatika-vozrastnih-izmeneniy-lica Культура та первісні вірування людей
Культура та первісні вірування людей Оборудования лаборатории
Оборудования лаборатории Презентация на тему Промышленные отходы
Презентация на тему Промышленные отходы  Дистанционный курс: разработка, построение, проведение
Дистанционный курс: разработка, построение, проведение Polyester. Synthetic Fibres the Fabric of Society
Polyester. Synthetic Fibres the Fabric of Society