- Структура и механические свойства системы твердый сплав-покрытие после химико-термической обработки

Содержание
- 2. Цель работы: - разработка комбинированного метода повышения износостойкости деревообрабатывающего инструмента из твердого сплава - исследование структурно-фазового
- 3. 1. Режим очистки поверхности твердых сплавов: токи дуг катодов – 100А, давление азота в камере 10-1Па,
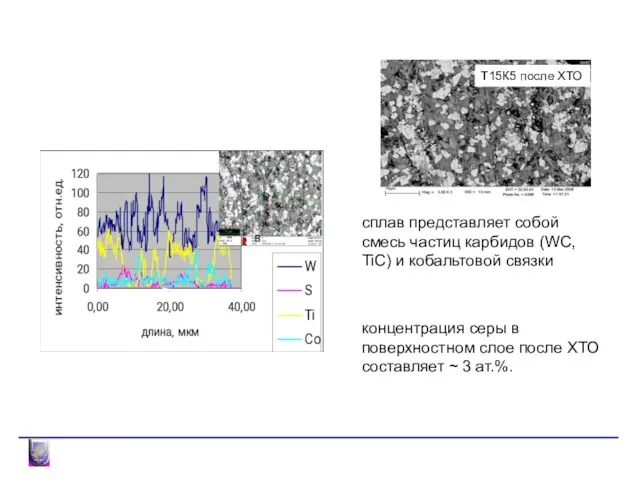
- 4. МИКРОСТРУКТУРА И ЭЛЕМЕНТНЫЙ СОСТАВ сплава Т15К6 (поверхность) сплав представляет собой смесь частиц карбидов (WC, TiC) и
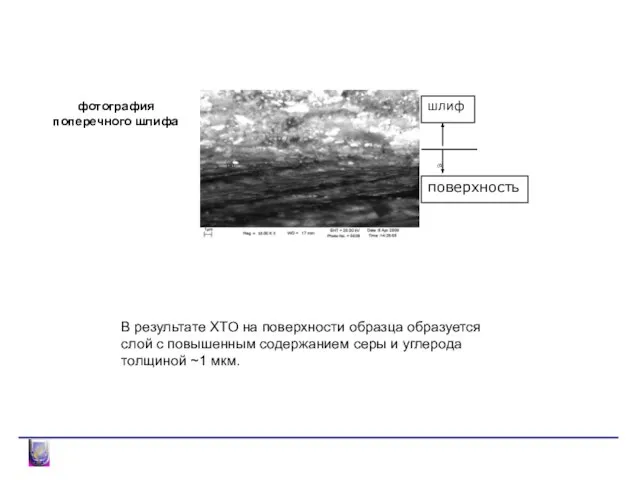
- 5. МИКРОСТРУКТУРА И ЭЛЕМЕНТНЫЙ СОСТАВ сплава Т15К6 после ХТО (поперечный шлиф) фотография поперечного шлифа шлиф поверхность В
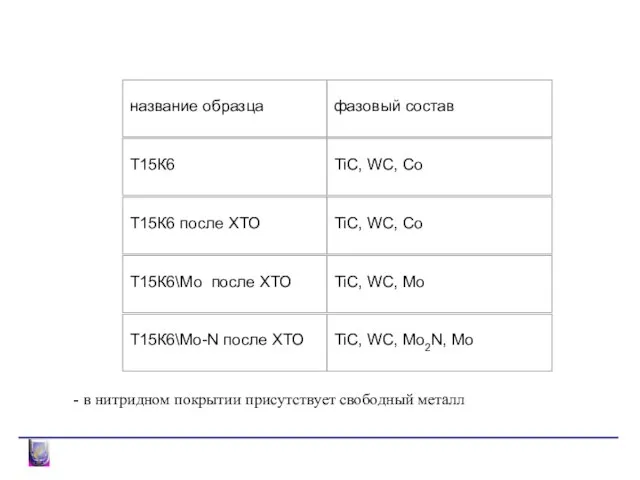
- 6. ФАЗОВЫЙ СОСТАВ - в нитридном покрытии присутствует свободный металл
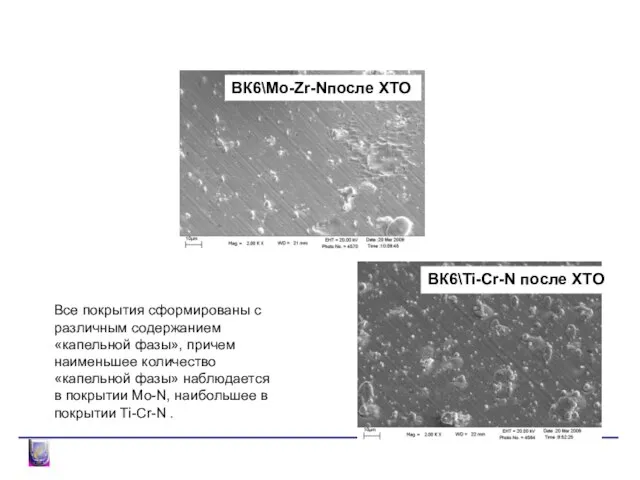
- 7. МИКРОСТРУКТУРА ПОВЕРХНОСТИ Все покрытия сформированы с различным содержанием «капельной фазы», причем наименьшее количество «капельной фазы» наблюдается
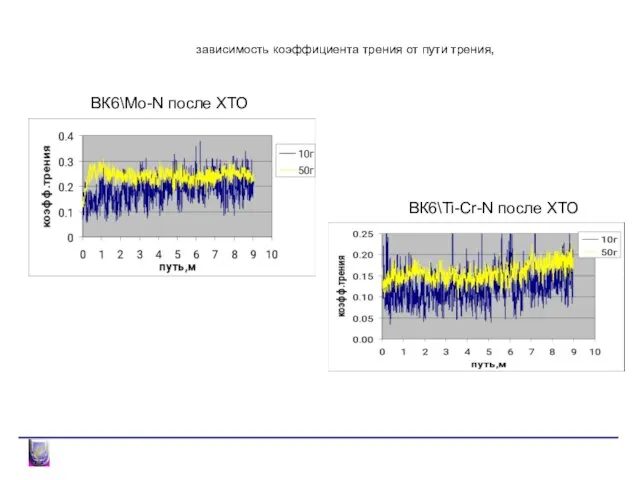
- 8. ТРИБОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ ВК6\Ti-Сr-N после ХТО зависимость коэффициента трения от пути трения, ВК6\Мо-N после ХТО
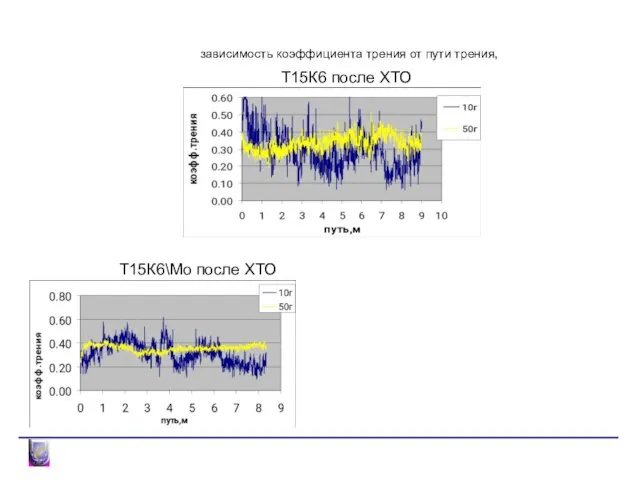
- 9. ТРИБОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ зависимость коэффициента трения от пути трения, Т15К6 после ХТО Т15К6\Mo после ХТО
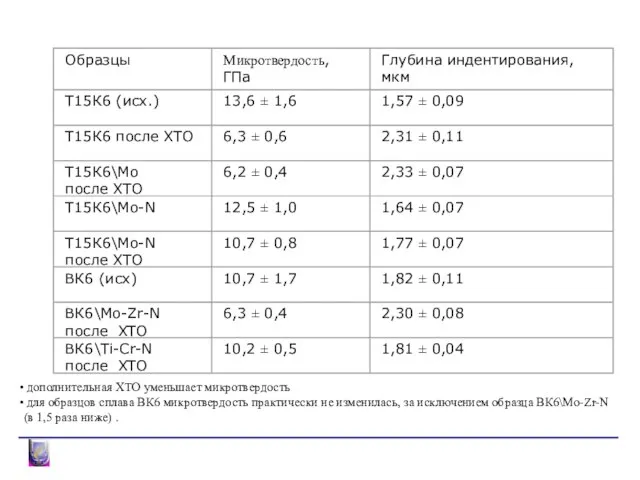
- 10. ИССЛЕДОВАНИЯ МИКРОТВЕРДОСТИ дополнительная ХТО уменьшает микротвердость для образцов сплава ВК6 микротвердость практически не изменилась, за исключением
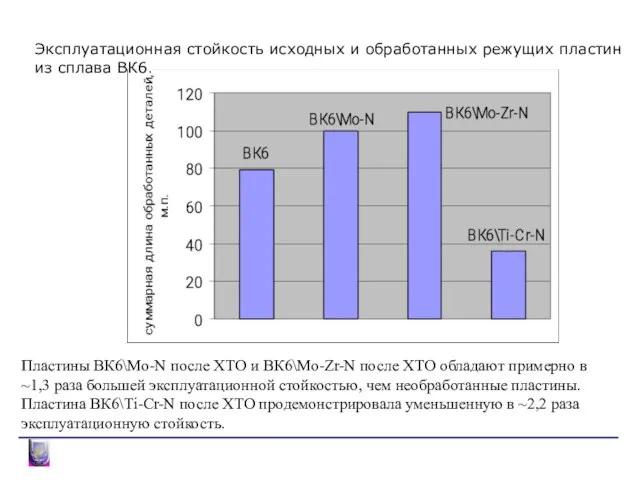
- 11. Промышленные результаты Эксплуатационная стойкость исходных и обработанных режущих пластин из сплава ВК6. Пластины ВК6\Mo-N после ХТО
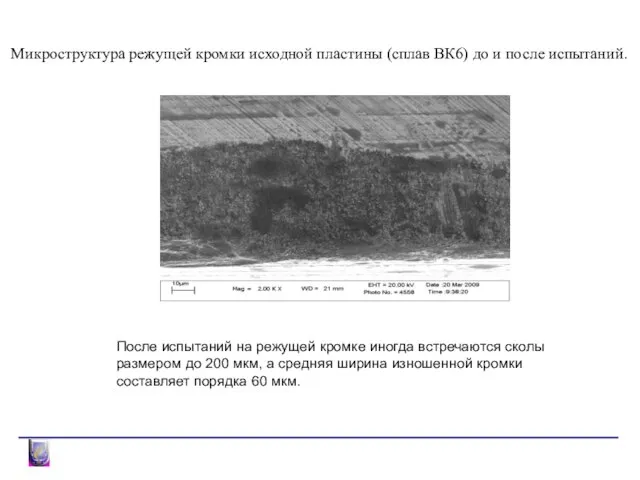
- 12. Промышленные результаты Микроструктура режущей кромки исходной пластины (сплав ВК6) до и после испытаний. После испытаний на
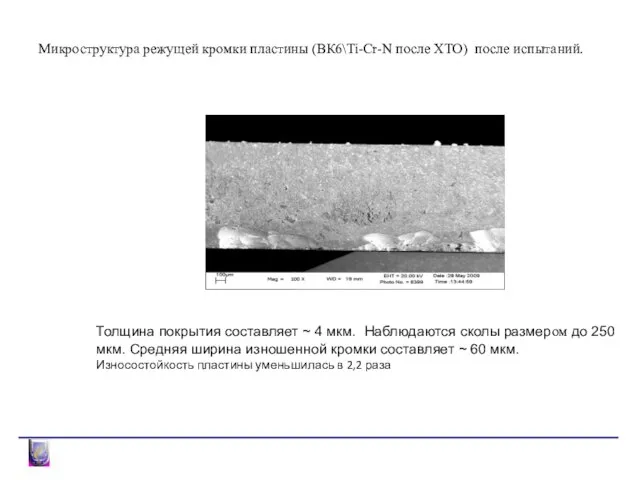
- 13. Промышленные результаты Микроструктура режущей кромки пластины (ВК6\Ti-Cr-N после ХТО) после испытаний. Толщина покрытия составляет ~ 4
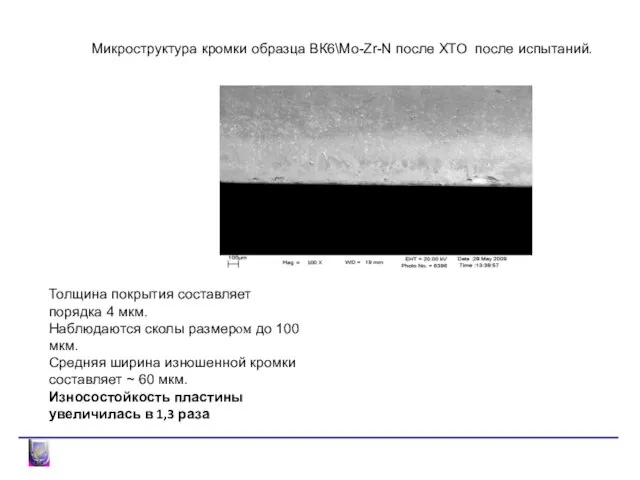
- 14. Промышленные результаты Микроструктура кромки образца ВК6\Mo-Zr-N после ХТО после испытаний. Толщина покрытия составляет порядка 4 мкм.
- 15. ЗАКЛЮЧЕНИЕ Разработан комбинированный метод повышения износостойкости деревообрабатывающего инструмента из твердого сплава ВК6 на основе нитридной системы
- 17. Скачать презентацию
Слайд 2Цель работы:
- разработка комбинированного метода повышения износостойкости деревообрабатывающего инструмента из твердого
Цель работы: - разработка комбинированного метода повышения износостойкости деревообрабатывающего инструмента из твердого
Слайд 31. Режим очистки поверхности твердых сплавов:
токи дуг катодов – 100А, давление азота
1. Режим очистки поверхности твердых сплавов:
токи дуг катодов – 100А, давление азота
Слайд 4МИКРОСТРУКТУРА И ЭЛЕМЕНТНЫЙ СОСТАВ
сплава Т15К6 (поверхность)
сплав представляет собой смесь частиц карбидов (WC,
МИКРОСТРУКТУРА И ЭЛЕМЕНТНЫЙ СОСТАВ
сплава Т15К6 (поверхность)
сплав представляет собой смесь частиц карбидов (WC,
Слайд 5МИКРОСТРУКТУРА И ЭЛЕМЕНТНЫЙ СОСТАВ
сплава Т15К6 после ХТО (поперечный шлиф)
фотография поперечного шлифа
шлиф
поверхность
В результате
МИКРОСТРУКТУРА И ЭЛЕМЕНТНЫЙ СОСТАВ
сплава Т15К6 после ХТО (поперечный шлиф)
фотография поперечного шлифа
шлиф
поверхность
В результате
Слайд 6ФАЗОВЫЙ СОСТАВ
- в нитридном покрытии присутствует свободный металл
ФАЗОВЫЙ СОСТАВ
- в нитридном покрытии присутствует свободный металл
Слайд 7МИКРОСТРУКТУРА ПОВЕРХНОСТИ
Все покрытия сформированы с различным содержанием «капельной фазы», причем наименьшее количество
МИКРОСТРУКТУРА ПОВЕРХНОСТИ
Все покрытия сформированы с различным содержанием «капельной фазы», причем наименьшее количество
Слайд 8ТРИБОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ
ВК6\Ti-Сr-N после ХТО
зависимость коэффициента трения от пути трения,
ВК6\Мо-N после ХТО
ТРИБОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ
ВК6\Ti-Сr-N после ХТО
зависимость коэффициента трения от пути трения,
ВК6\Мо-N после ХТО
Слайд 9ТРИБОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ
зависимость коэффициента трения от пути трения,
Т15К6 после ХТО
Т15К6\Mo после ХТО
ТРИБОЛОГИЧЕСКИЕ ИССЛЕДОВАНИЯ
зависимость коэффициента трения от пути трения,
Т15К6 после ХТО
Т15К6\Mo после ХТО
Слайд 10ИССЛЕДОВАНИЯ МИКРОТВЕРДОСТИ
дополнительная ХТО уменьшает микротвердость
для образцов сплава ВК6 микротвердость практически
ИССЛЕДОВАНИЯ МИКРОТВЕРДОСТИ
дополнительная ХТО уменьшает микротвердость
для образцов сплава ВК6 микротвердость практически
Слайд 11Промышленные результаты
Эксплуатационная стойкость исходных и обработанных режущих пластин из сплава ВК6.
Пластины ВК6\Mo-N
Промышленные результаты
Эксплуатационная стойкость исходных и обработанных режущих пластин из сплава ВК6.
Пластины ВК6\Mo-N
Слайд 12Промышленные результаты
Микроструктура режущей кромки исходной пластины (сплав ВК6) до и после испытаний.
После
Промышленные результаты
Микроструктура режущей кромки исходной пластины (сплав ВК6) до и после испытаний.
После
Слайд 13Промышленные результаты
Микроструктура режущей кромки пластины (ВК6\Ti-Cr-N после ХТО) после испытаний.
Толщина покрытия
Промышленные результаты
Микроструктура режущей кромки пластины (ВК6\Ti-Cr-N после ХТО) после испытаний.
Толщина покрытия
Слайд 14Промышленные результаты
Микроструктура кромки образца ВК6\Mo-Zr-N после ХТО после испытаний.
Толщина покрытия составляет
Промышленные результаты
Микроструктура кромки образца ВК6\Mo-Zr-N после ХТО после испытаний.
Толщина покрытия составляет
Слайд 15ЗАКЛЮЧЕНИЕ
Разработан комбинированный метод повышения износостойкости деревообрабатывающего инструмента из твердого сплава ВК6 на
ЗАКЛЮЧЕНИЕ
Разработан комбинированный метод повышения износостойкости деревообрабатывающего инструмента из твердого сплава ВК6 на
 4a2030e3e36f4cb0a2cb490f966cf18e (1)
4a2030e3e36f4cb0a2cb490f966cf18e (1) Бухучет, Лекция 2, Презентация
Бухучет, Лекция 2, Презентация Презентация на тему РАЗРАБОТКА УРОКА ПО МАТЕМАТИКЕ 2 КЛАСС «Решение задач»
Презентация на тему РАЗРАБОТКА УРОКА ПО МАТЕМАТИКЕ 2 КЛАСС «Решение задач»  Кафедра «Экономический анализ и аудит»
Кафедра «Экономический анализ и аудит» Упражнения для тренировки дома
Упражнения для тренировки дома Транспортный комплекс России. Виды транспорта
Транспортный комплекс России. Виды транспорта Музыкально-дидактические игры как средство развития музыкальных способностей дошкольников
Музыкально-дидактические игры как средство развития музыкальных способностей дошкольников Народная одежда
Народная одежда Отчетность менеджеров прямых продаж РО на 2017 год
Отчетность менеджеров прямых продаж РО на 2017 год Формирование и реализация мотивационной сферы обучающихся на уроках и во внеурочной деятельности
Формирование и реализация мотивационной сферы обучающихся на уроках и во внеурочной деятельности Смирнова Катя 9Д
Смирнова Катя 9Д Торцевые холловские ускорители
Торцевые холловские ускорители Причины речевых нарушений
Причины речевых нарушений Службы приема и размещения в гостинице
Службы приема и размещения в гостинице Яхта Сольвейг
Яхта Сольвейг Аттестационная работа. Методическая разработка для осуществления исследовательского проекта по профессии Парикмахер
Аттестационная работа. Методическая разработка для осуществления исследовательского проекта по профессии Парикмахер Система коррекционной работы с детьми, имеющими особые образовательные потребности
Система коррекционной работы с детьми, имеющими особые образовательные потребности Презентация на тему Принятие христианства на Руси: исторические сведения
Презентация на тему Принятие христианства на Руси: исторические сведения  BTL проекты 2005 -2006
BTL проекты 2005 -2006 Теория государства и права как наука и учебная дисциплина. Предмет и метод теории государства и права
Теория государства и права как наука и учебная дисциплина. Предмет и метод теории государства и права Как мы строим CDN в России Ярослав Городецкий, CDNvideo
Как мы строим CDN в России Ярослав Городецкий, CDNvideo Организационный коучинг
Организационный коучинг Презентация на тему Определение степени качества игристых и шампанских вин
Презентация на тему Определение степени качества игристых и шампанских вин  Республиканский конкурс Марафон проектов. Региональный образовательный центр одаренных детей Удмуртской Республики
Республиканский конкурс Марафон проектов. Региональный образовательный центр одаренных детей Удмуртской Республики Способы складывания салфеток
Способы складывания салфеток Техника Жостовской росписи
Техника Жостовской росписи Кошки на картинах художников
Кошки на картинах художников Николай Первый 1825-1855гг.
Николай Первый 1825-1855гг.