- Сварка. Преимущества. Сборка

Содержание
- 2. Сварочное производство - одна из важных отраслей техники. Объем изготовленных сварных конструкция за последние 50 лет
- 3. Преимущества - простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной сравнительной простотой технологического процесса
- 4. Недостатки - возникновение остаточных напряжений в свариваемых элементах; - коробление деталей из-за неравномерного нагрева в процессе
- 5. Основные виды электросварки — дуговая, газовая и контактная. Разновидности дуговой сварки: - ручная сварка; этот метод
- 6. Применение Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы); для изготовления турбин, доменных печей,
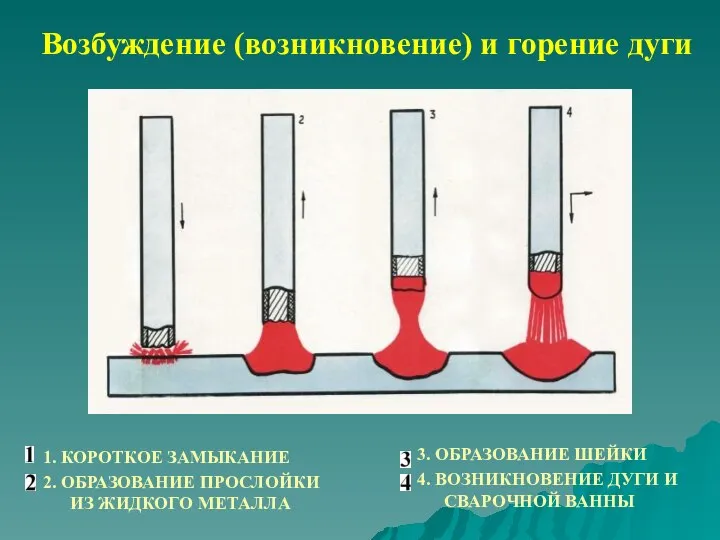
- 7. Возбуждение (возникновение) и горение дуги ВПРИТЫК ЧИРКАНЬЕМ
- 8. Возбуждение (возникновение) и горение дуги 1. КОРОТКОЕ ЗАМЫКАНИЕ 2. ОБРАЗОВАНИЕ ПРОСЛОЙКИ ИЗ ЖИДКОГО МЕТАЛЛА 3. ОБРАЗОВАНИЕ
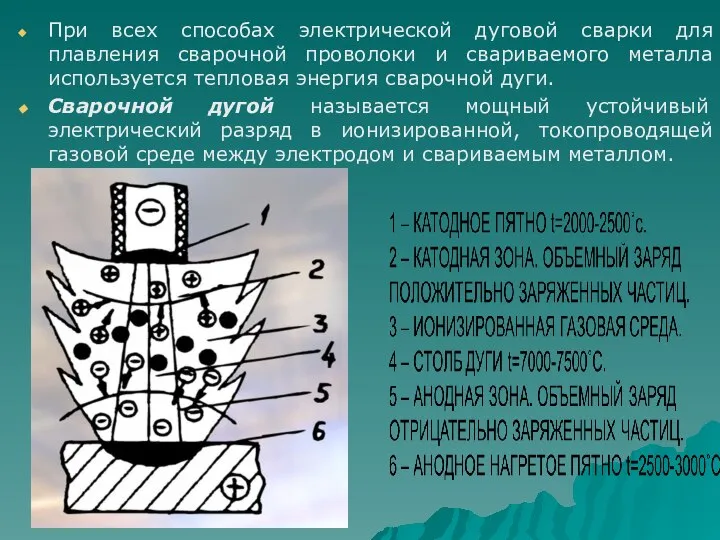
- 9. При всех способах электрической дуговой сварки для плавления сварочной проволоки и свариваемого металла используется тепловая энергия
- 10. СТРОЕНИЕ СВАРОЧНОЙ ДУГИ При всех способах электрической дуговой сварки для плавления сварочной проволоки и свариваемого металла
- 11. Сварочная ванна образуется из расплавленного основного и электродного металла. При остывании металла сварочной ванны происходит его
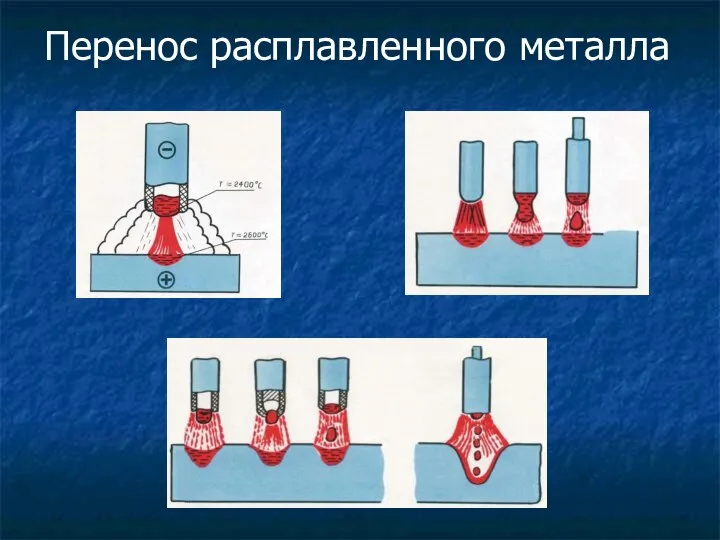
- 12. Перенос расплавленного металла
- 13. Выделяющееся при сварке тепло уходит в свариваемый металл через околошовные участки, называемые зоной термического влияния. От
- 14. В процессе сварки плавлением металл сварного соединения плавится под действием мощного концентрированного источника тепла (сварочной дуги
- 15. Форма подготовки кромок зависит от толщины свариваемых деталей способа сварки Подготовка кромок
- 16. Конструктивные элементы разделки кромок под сварку в- зазор; с – притупление; β – угол скоса кромок;
- 18. Форма подготовленных кромок под сварку стыковых изделий
- 19. Подготовка кромок деталей разной толщины β = (15 ± 2) ̊ L = 5 (S1 –
- 20. Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок При разности в толщине свариваемых
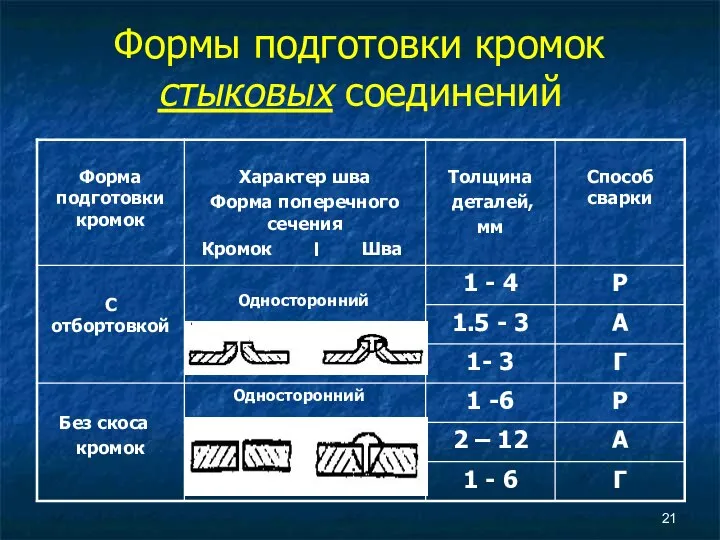
- 21. Формы подготовки кромок стыковых соединений
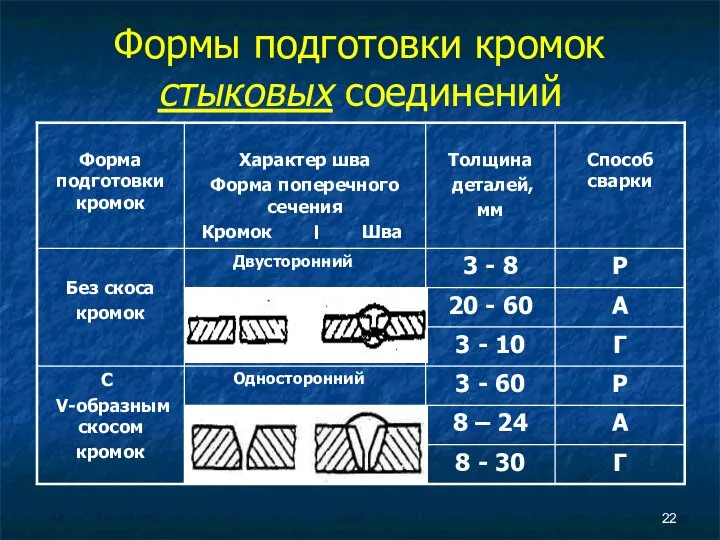
- 22. Формы подготовки кромок стыковых соединений
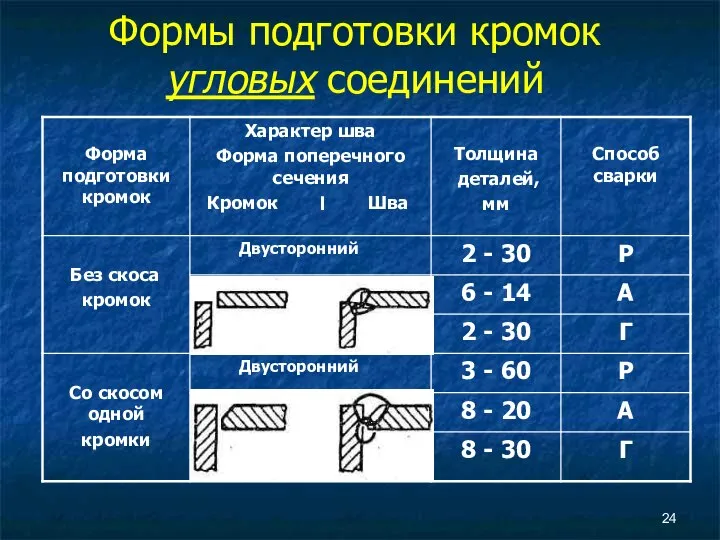
- 24. Формы подготовки кромок угловых соединений
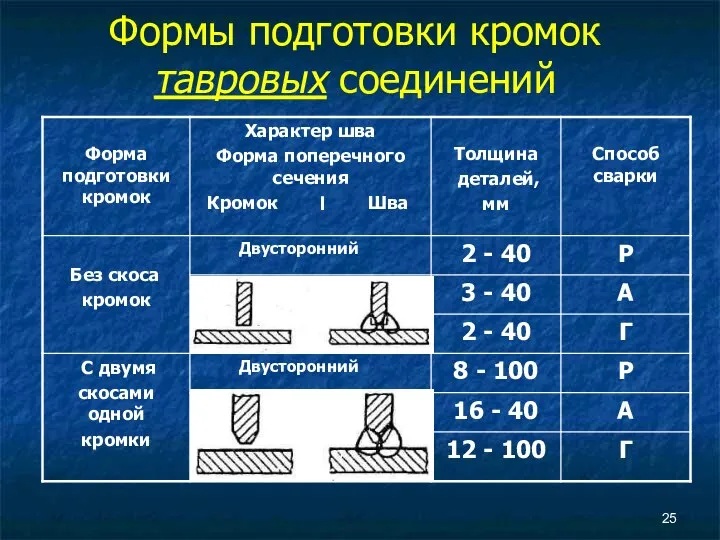
- 25. Формы подготовки кромок тавровых соединений
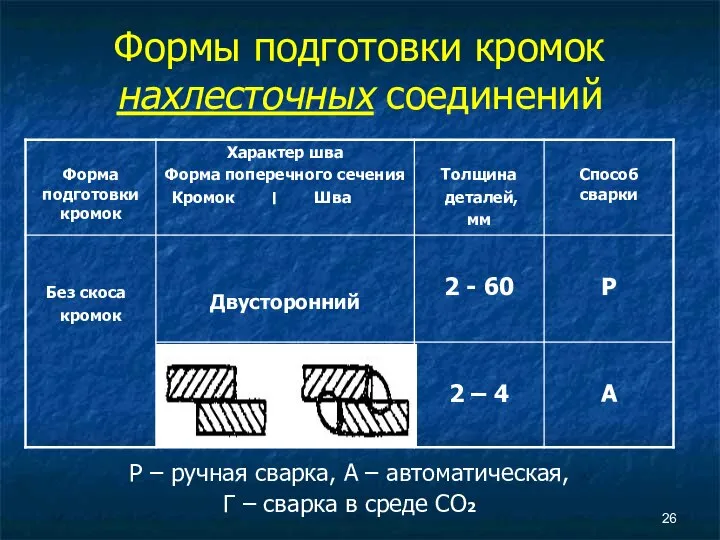
- 26. Формы подготовки кромок нахлесточных соединений Р – ручная сварка, А – автоматическая, Г – сварка в
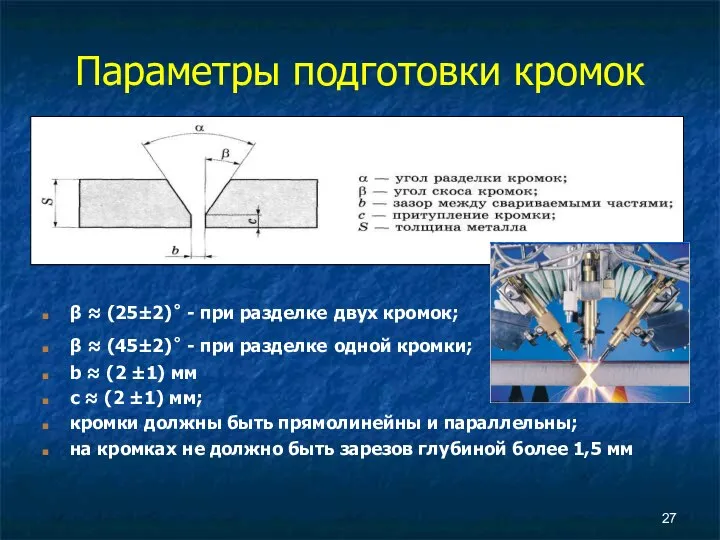
- 27. Параметры подготовки кромок β ≈ (25±2) ̊ - при разделке двух кромок; β ≈ (45±2) ̊
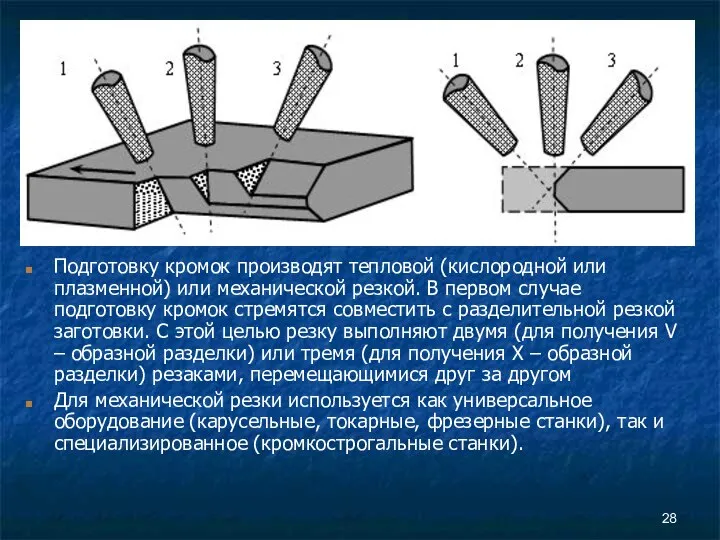
- 28. Подготовку кромок производят тепловой (кислородной или плазменной) или механической резкой. В первом случае подготовку кромок стремятся
- 29. Сборка изделий под сварку
- 30. Способы сборки Сборка обеспечивает точность пригонки и совпадения кромок элементов. Сборка в целом. Сборка путем наращивания
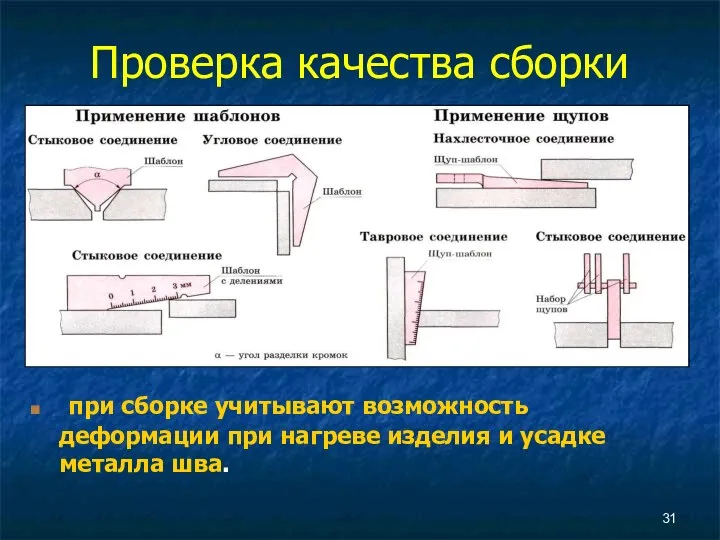
- 31. Проверка качества сборки при сборке учитывают возможность деформации при нагреве изделия и усадке металла шва.
- 33. Скачать презентацию
Слайд 2Сварочное производство - одна из важных отраслей техники.
Объем изготовленных сварных конструкция
Сварочное производство - одна из важных отраслей техники.
Объем изготовленных сварных конструкция
Слайд 3Преимущества
- простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной сравнительной
Преимущества
- простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной сравнительной
Слайд 4Недостатки
- возникновение остаточных напряжений в свариваемых элементах;
- коробление деталей из-за неравномерного нагрева
Недостатки
- возникновение остаточных напряжений в свариваемых элементах;
- коробление деталей из-за неравномерного нагрева
Слайд 5Основные виды электросварки — дуговая, газовая и контактная.
Разновидности дуговой сварки:
- ручная сварка;
Основные виды электросварки — дуговая, газовая и контактная.
Разновидности дуговой сварки:
- ручная сварка;
Слайд 6Применение
Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы); для изготовления
Применение
Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы); для изготовления
Слайд 7Возбуждение (возникновение) и горение дуги
ВПРИТЫК
ЧИРКАНЬЕМ
Возбуждение (возникновение) и горение дуги
ВПРИТЫК
ЧИРКАНЬЕМ

Слайд 8Возбуждение (возникновение) и горение дуги
1. КОРОТКОЕ ЗАМЫКАНИЕ
2. ОБРАЗОВАНИЕ ПРОСЛОЙКИ ИЗ ЖИДКОГО МЕТАЛЛА
3.
Возбуждение (возникновение) и горение дуги
1. КОРОТКОЕ ЗАМЫКАНИЕ
2. ОБРАЗОВАНИЕ ПРОСЛОЙКИ ИЗ ЖИДКОГО МЕТАЛЛА
3.
Слайд 9При всех способах электрической дуговой сварки для плавления сварочной проволоки и свариваемого
При всех способах электрической дуговой сварки для плавления сварочной проволоки и свариваемого
Слайд 10СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
При всех способах электрической дуговой сварки для плавления сварочной проволоки
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
При всех способах электрической дуговой сварки для плавления сварочной проволоки

Слайд 11Сварочная ванна образуется из расплавленного основного и электродного металла.
При остывании металла
Сварочная ванна образуется из расплавленного основного и электродного металла.
При остывании металла
Слайд 12Перенос расплавленного металла
Перенос расплавленного металла
Слайд 13Выделяющееся при сварке тепло уходит в свариваемый металл через околошовные участки, называемые
Выделяющееся при сварке тепло уходит в свариваемый металл через околошовные участки, называемые
Слайд 14В процессе сварки плавлением металл сварного соединения плавится под действием мощного концентрированного
В процессе сварки плавлением металл сварного соединения плавится под действием мощного концентрированного
Слайд 15Форма подготовки кромок зависит от
толщины свариваемых деталей
способа сварки
Подготовка кромок
Форма подготовки кромок зависит от
толщины свариваемых деталей
способа сварки
Подготовка кромок
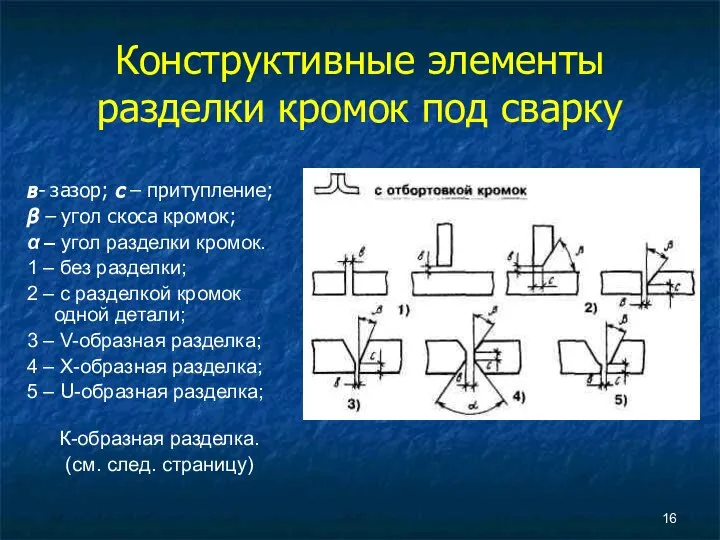
Слайд 16Конструктивные элементы разделки кромок под сварку
в- зазор; с – притупление;
β – угол
Конструктивные элементы разделки кромок под сварку
в- зазор; с – притупление;
β – угол
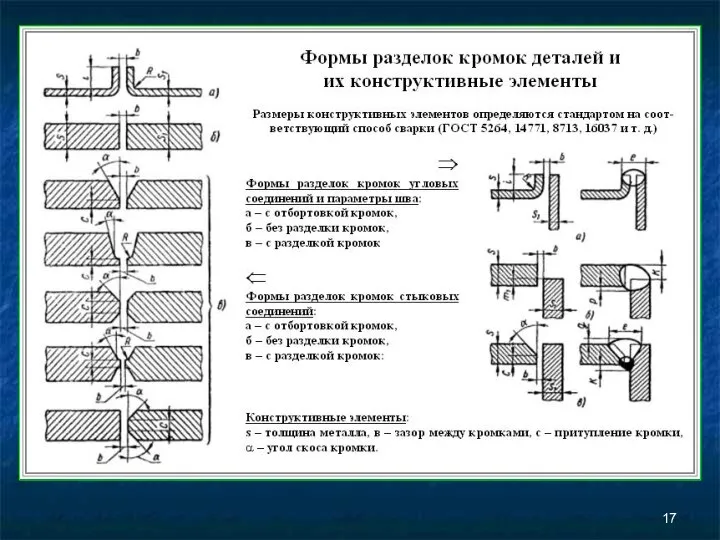
Слайд 18Форма подготовленных кромок под сварку стыковых изделий
Форма подготовленных кромок под сварку стыковых изделий

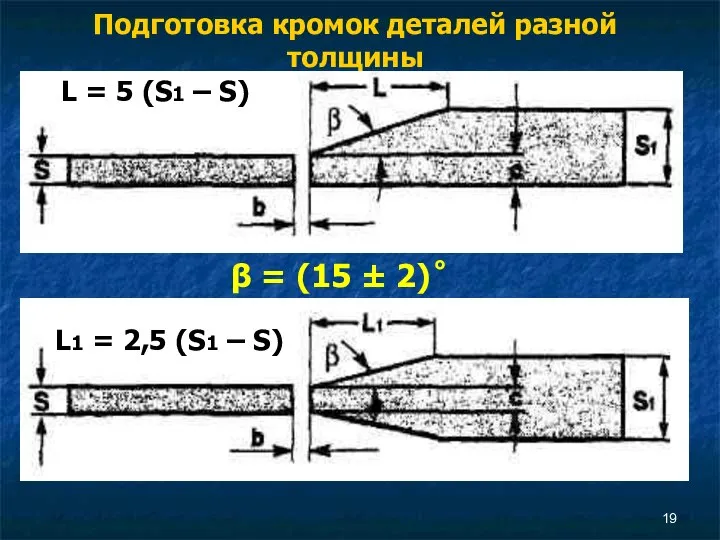
Слайд 19Подготовка кромок деталей разной толщины
β = (15 ± 2) ̊
L =
Подготовка кромок деталей разной толщины
β = (15 ± 2) ̊
L =
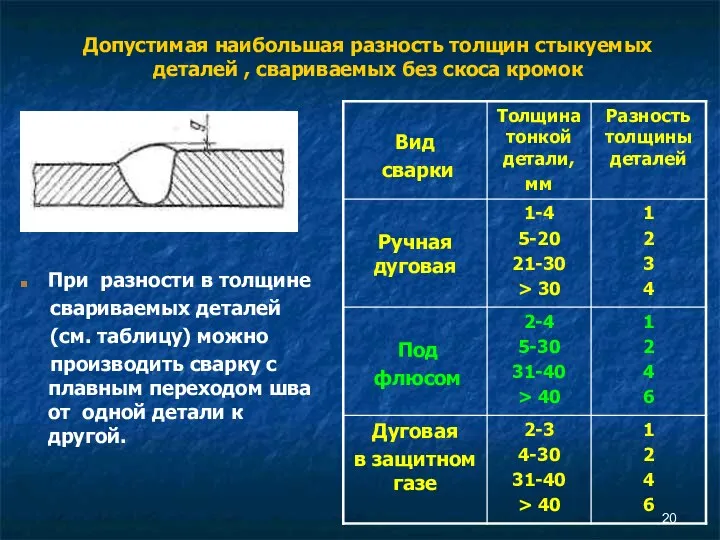
Слайд 20Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок
При разности
Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок
При разности
Слайд 21Формы подготовки кромок стыковых соединений
Формы подготовки кромок стыковых соединений
Слайд 22Формы подготовки кромок стыковых соединений
Формы подготовки кромок стыковых соединений

Слайд 24Формы подготовки кромок
угловых соединений
Формы подготовки кромок
угловых соединений
Слайд 25Формы подготовки кромок
тавровых соединений
Формы подготовки кромок
тавровых соединений
Слайд 26Формы подготовки кромок
нахлесточных соединений
Р – ручная сварка, А – автоматическая,
Г – сварка
Формы подготовки кромок
нахлесточных соединений
Р – ручная сварка, А – автоматическая,
Г – сварка
Слайд 27Параметры подготовки кромок
β ≈ (25±2) ̊ - при разделке двух кромок;
β ≈
Параметры подготовки кромок
β ≈ (25±2) ̊ - при разделке двух кромок;
β ≈
Слайд 28Подготовку кромок производят тепловой (кислородной или плазменной) или механической резкой. В первом
Подготовку кромок производят тепловой (кислородной или плазменной) или механической резкой. В первом
Слайд 29Сборка изделий под сварку
Сборка изделий под сварку
Слайд 30Способы сборки
Сборка обеспечивает точность пригонки и совпадения кромок элементов.
Сборка в целом.
Сборка путем
Способы сборки
Сборка обеспечивает точность пригонки и совпадения кромок элементов.
Сборка в целом.
Сборка путем
Слайд 31Проверка качества сборки
при сборке учитывают возможность деформации при нагреве изделия и
Проверка качества сборки
при сборке учитывают возможность деформации при нагреве изделия и
 Итоговый урок физика8 класс
Итоговый урок физика8 класс Исчезающие виды рыб
Исчезающие виды рыб Описание места (6 класс)
Описание места (6 класс) Невыполненные мероприятия за 1 семестр2011-2012 уч. г.
Невыполненные мероприятия за 1 семестр2011-2012 уч. г. Elos. Эпиляция в новом формате
Elos. Эпиляция в новом формате Изменения в Свод правил и Тарифы АО "Центральный депозитарий ценных бумаг"
Изменения в Свод правил и Тарифы АО "Центральный депозитарий ценных бумаг" Витамин C (аскорбиновая кислота)
Витамин C (аскорбиновая кислота) Образ женщины – матери сквозь века
Образ женщины – матери сквозь века Где зимуют птицы?
Где зимуют птицы? Современные электросети Опыт модернизации энергосети Армении
Современные электросети Опыт модернизации энергосети Армении КОНФЛИКТ 8 класс
КОНФЛИКТ 8 класс  Проектирование раздела основной общеобразовательной программы ДОУ «Содержание коррекционной работы»
Проектирование раздела основной общеобразовательной программы ДОУ «Содержание коррекционной работы» Процедура оказания услуги удостоверяющего центра (УЦ). Проверка предоставленных сведений в УЦ
Процедура оказания услуги удостоверяющего центра (УЦ). Проверка предоставленных сведений в УЦ Организационные структуры инновационного менеджмента
Организационные структуры инновационного менеджмента Конкурс ребусов. Картинками зашифрованы русские названия популярных аниме
Конкурс ребусов. Картинками зашифрованы русские названия популярных аниме Поощрение и наказание в воспитании детей
Поощрение и наказание в воспитании детей Метод проектов
Метод проектов Английская литература XIX века
Английская литература XIX века Мои работы
Мои работы Карбоновые кислоты 10 класс
Карбоновые кислоты 10 класс Презентация на тему ПЧЕЛЫ И МУРАВЬИ -ОБЩЕСТВЕННЫЕ НАСЕКОМЫЕ
Презентация на тему ПЧЕЛЫ И МУРАВЬИ -ОБЩЕСТВЕННЫЕ НАСЕКОМЫЕ Базовая подготовка лошади
Базовая подготовка лошади АНАЛИЗАТОРЫ Органы слуха и равновесия
АНАЛИЗАТОРЫ Органы слуха и равновесия Поиск и обработка экономической информации средствами Интернет и офисных приложений
Поиск и обработка экономической информации средствами Интернет и офисных приложений MyTest
MyTest Оборудование Транслак
Оборудование Транслак Объединенная инжиниринговая компания
Объединенная инжиниринговая компания Модель ученического самоуправления
Модель ученического самоуправления